PROCEDIMIENTO DE OBTENCION DE UNA BANDEJA DE CARTON COMPACTO Y BANDEJA OBTENIDA.
Procedimiento de obtención de una bandeja de cartón compacto y bandeja obtenida.
Procedimiento de obtención de una bandeja de cartón compacto, que comprende cinco piezas troqueladas, con líneas de plegado, solapas y sectores que en las distintas fases del procedimiento se van ensamblando, plegando y encolando, hasta una fase final en la que se produce la erección y armado de la bandeja, la cual presenta columnas de refuerzo de sección triangular en las esquinas, de doble pared y, muescas y pestañas para el apilado, también de doble pared.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/ES2007/000493.
Solicitante: VIDECART S.A.
Nacionalidad solicitante: España.
Inventor/es: TEIXIDOR CASANOVAS,PEDRO, CANALES CA;AS,Fernando Manuel.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31B17/60
- B65D5/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › Recipientes rígidos o semirrígidos de sección transversal poligonal, p. ej. cajas, envases de cartón o bandejas, formados plegando o montando una o más cintas de papel (palés rígidos con paredes laterales B65D 19/02).
- B65D5/32 B65D […] › B65D 5/00 Recipientes rígidos o semirrígidos de sección transversal poligonal, p. ej. cajas, envases de cartón o bandejas, formados plegando o montando una o más cintas de papel (palés rígidos con paredes laterales B65D 19/02). › que tienen cuerpos formados plegando y uniendo dos o más modelos (B65D 5/36 tiene prioridad).
Fragmento de la descripción:
temente resistentes a los esfuerzos de compresión a
Procedimiento de obtención de una bandeja de cartón compacto y bandeja obtenida. Campo técnico de la invención
La presente invención se refiere a un procedimiento de obtención de una bandeja de cartón compacto, que se constituye a partir de cinco piezas, un fondo, dos testeros y dos laterales y que se utiliza habitualmente para el transporte de frutas y verduras. Antecedentes de la invención
A la hora de proyectar una bandeja del tipo anteriormente citado, deben tenerse en cuenta una serie de condicionamientos que aseguren un óptimo nivel de prestaciones, y en este sentido el envase debe ser resistente, manejable, permitir una buena presentación del producto envasado y finalmente ser reciclable.
En el primer aspecto, es decir en lo que a resistencia se refiere, el envase debe aguantar el peso del contenido sin sufrir deformaciones de abombamiento en su fondo, debe aguantar el apilamiento estático por lo que debe tener alta capacidad de compresión, en función del peso a contener y la capacidad de apilado exigida, debe aguantar el apilamiento dinámico, es decir las vibraciones y movimientos a que se vea sometida durante su manipulación y transporte, y debe de aguantar además, las condiciones ambientales de manipulación, almacenado y transporte, en especial frente a los efectos de la humedad ambiental, que en el caso de las cámaras frigoríficas en las que normalmente se ubican este tipo de bandejas llega a ser de 90%.
En el segundo aspecto, es decir el de su manejabilidad, la bandeja deberá ofrecer la posibilidad de ser servida montada, tal como la requieren los pequeños usuarios, o bien desmontada, como en el caso de los grandes usuarios, que contarán con instalaciones propias donde es deseable la utilización de máquinas sencillas, ligeras y la mayor automatización posible.
En el tercer aspecto, la bandeja debe ofrecer óptimas posibilidad de impresión de alta calidad, y finalmente, desde el punto de vista de su carácter reciclable, debe carecer de elementos que perjudiquen este aspecto, tales como grapas u otros materiales no reciclables.
Existen actualmente en el mercado dos tipos básicos de bandejas para el transporte de frutas y verduras, uno en el que se emplea la madera como materia prima, y otro en el que se utiliza cartón.
Las bandejas del primer tipo, es decir las bandejas de madera, si bien cumplen satisfactoriamente el primer objetivo de los anteriormente citados, el de resistencia, no cumplen ninguno de los restantes, ya que ni es manejable, ni ofrece la posibilidad de una impresión de cierta calidad, y tampoco es reciclable a bajo coste.
Dentro del segundo grupo, son conocidos múltiples tipos de bandejas de cartón u otro material similar formadas, generalmente, a partir de una placa convenientemente troquelada, con líneas de plegado que definen el fondo de la bandeja, a partir de las cuales se prolongan unas alas que, al armar la bandeja, constituirán las caras de la misma.
Este tipo de bandejas presenta algunos problemas de fabricación, dada la complejidad de las operaciones necesarias para conseguir el armado de la misma y la unión entre los extremos adyacentes de sus caras en las esquinas de la bandeja.
que se verán sometidas, cuando están cargadas con la mercancía y han de apilarse.
Esta debilidad es debida a que para poder realizar los complicados pliegues que presentan tales bandejas, es preciso utilizar cartón que resulte fácilmente manipulable, concretamente cartón ondulado, que además de ofrecer una escasa resistencia estructural resulta altamente absorbente de la humedad, lo que supone un deterioro prácticamente inmediato para la bandeja.
En muchos casos, para reforzar la bandeja se recurre a la aplicación de piezas adicionales de refuerzo, especialmente situadas en las esquina. También se refuerzan las caras de la bandeja mediante pestañas o alas dobladas sobre las propias caras.
Todo ello complica y encarece la fabricación de la bandeja y, en la mayoría de los casos no se consigue que las mismas tengan la resistencia deseada.
Otro problema inherente a las bandejas convencionales estructuradas con carácter monopieza, se centra en el hecho de que para la impresión gráfica sobre las citadas bandejas, obligatoriamente se ha de hacer pasar enteramente dicha bandeja desplegada por la máquina de impresión, aún cuando la impresión deba ser pequeña o se concentre en una zona muy reducida de dicha bandeja.
Las cajas de cartón ondulado, de gran difusión, además de los inconvenientes anteriormente indicados, presentan otro problema, que es que su construcción requiere el empleo de láminas de cartón ondulado de mucho espesor, lo que, una vez armada la bandeja, limita o resta el espacio útil para la mercancía.
Desde hace tiempo se vienen produciendo bandejas para el transporte de frutas y verduras, de cartón compacto. El cartón compacto ofrece importantes ventajas sobre el cartón ondulado. Por un lado es más resistente lo que permite utilizar planchas de menor espesor para conseguir la misma resistencia mecánica y, consecuentemente, un mejor aprovechamiento del espacio útil para la mercancía. Por otro lado, el cartón compacto presenta una mejor resistencia a la humedad que el cartón ondulado.
Ejemplos de realización de bandejas de cartón compacto pueden observarse en las patente europeas EP 0573381 y EP 1184289. En la primera de estas patentes se describen bandejas constituidas por tres
o más piezas de cartón compacto, oportunamente troqueladas, que se fijan por encolado a un fondo de bandeja. Las esquinas se refuerzan mediante sectores de los testeros que se adosan a las caras internas de los propios testeros y laterales de la bandeja.
En la patente EP 1184289, se describe una bandeja de cartón compacto de cinco piezas, en la cual se obtiene primeramente los testeros, plegando los sectores extremos que conformen los refuerzos de las esquinas y seguidamente tales testeros, junto con los laterales, se encolan al fondo de la bandeja.
Estas soluciones, que vienen utilizándose, presentan algunos inconvenientes particularmente a nivel de producción, por cuanto algunas partes de la bandeja deben premontarse antes de su incorporación al fondo de la misma, lo que dificulta la automatización del proceso productivo en todas sus fases lo que va en detrimento del ritmo de producción. Por otro lado, se hacía necesario estandarizar el diseño de las piezas integrantes de la bandeja para llegar a un máximo aprovechamiento del espacio, consiguiendo a la vez una bandeja robusta capaz de soportar todos los esfuerzos a los que habitualmente es sometida una bandeja de esta naturaleza en su transporte y manipulación.
El objeto de la presente invención es, pues, un procedimiento de obtención de una bandeja de cartón compacto, que parte de un diseño optimizado de las tres piezas que conforman la bandeja, que en combinación con un orden y secuencia de ensamblado de las piezas permite una total automatización del proceso productivo.
Es también objeto de la presente invención la consecución de una bandeja muy estructurada, de gran resistencia a los esfuerzos y con un óptimo aprovechamiento del espacio para la carga. Descripción de la invención
La invención consiste en un procedimiento de obtención de una bandeja de cartón compacto que comprende un fondo, dos testeros y dos laterales, procedimiento que se desarrolla según las siguientes fases:
a) obtener por troquelado láminas de cartón compacto destinadas a constituir fondos de bandeja. Estas láminas troqueladas comprenden líneas de plegado longitudinales y transversales que están configuradas para conformar solapas longitudinales y transversales en el citado fondo de bandeja.
b) obtener por troquelado láminas de cartón compacto conformadas para constituir testeros, que comprenden líneas de plegado transversales que están configuradas para constituir un cuerpo central y una pluralidad de sectores transversales en cada extremo de dicho cuerpo central.
c) obtener por troquelado una pluralidad de láminas de cartón compacto conformadas para constituir laterales, que comprenden líneas de plegado transversales que están configuradas para constituir un cuerpo central y un sector extremo a cada lado del cuerpo central. Se ha previsto que cada...
Reivindicaciones:
1. Procedimiento de obtención de una bandeja de cartón compacto que comprende un fondo (10) , dos testeros (20) y dos laterales (30) , que comprende las siguientes fases:
a) obtener por troquelado láminas de cartón conformadas para constituir fondos de bandeja, que comprenden líneas de plegado longitudinales (15) y transversales (14) configuradas para conformar solapas longitudinales (13) y transversales (12) ;
b) obtener por troquelado láminas de cartón conformadas para constituir testeros, que comprenden líneas de plegado transversales (22) , configuradas para constituir un cuerpo central (21) y una pluralidad de sectores transversales en cada extremo del cuerpo central (21) ;
c) obtener por troquelado láminas de cartón conformadas para constituir laterales, que comprenden líneas de plegado transversales (32) configuradas para constituir un cuerpo central (31) y un sector extremo
(33) a cada lado del cuerpo central (31) , y que comprenden una línea de plegado horizontal (34) situada en el cuerpo central (31) de dicho lateral y delimitada por cortes verticales (38) , para constituir una solapa de refuerzo longitudinal (35) , configurada de tal forma, que durante la erección de la bandeja queda adherida a una cara del citado lateral;
d) dispensar una franja de cola en una primera cara de un fondo (10) de bandeja en correspondencia con las solapas transversales (12) de dicho fondo (10) ;
e) colocar un testero (20) sobre cada una de las solapas transversales (12) del fondo (10) y dispensar una franja de cola en una zona próxima a las líneas de plegado transversales (22) del testero (20) , en una cara del testero que una vez obtenida la bandeja queda en el interior de dicha bandeja;
caracterizado porque además comprende:
f) realizar el plegado envolvente de los sectores transversales de los testeros por las líneas de plegado (22) , de forma que el sector transversal más alejado del cuerpo central (21) , quede superpuesto a dicho cuerpo central (21) , y adherido al cuerpo central del testero (21) por la cola dispensada en la fase e) configurando el plegado envolvente de los sectores transversales columnas tubulares de sección triangular;
g) dispensar una franja de cola en una segunda cara del citado fondo (10) de bandeja en correspondencia con las solapas longitudinales (13) de dicho fondo (10) ;
h) colocar un lateral (30) debajo de cada una de las citadas solapas longitudinales (13) , que quedará adherido al fondo (10) de la bandeja por la cola dispensada en la fase g) ;
i) dispensar una cola sobre la cara de cada lateral (30) , que una vez obtenida la bandeja queda en el interior de la misma, dispensándose la citada cola en franjas paralelas a tres niveles, una primera franja central que se extiende a lo largo del cuerpo central
(31) y de los sectores extremos (33) , una franja por debajo de la franja central que se extiende a cada sector extremo (33) de dicho lateral (30) , y una franja por encima de la franja central que se extiende a lo largo de cada sectores extremos (33) y una parte del cuerpo central (31) ;
j) dispensar una franja de cola en el sector transversal de cada testero (20) que está más próximo al cuerpo central (21) de dicho testero;
k) provocar la erección de la bandeja, abatiendo los testeros (20) y los laterales (30) hacia la primera cara del fondo (10) , por las líneas de plegado de las solapas transversales (12) y longitudinales (13) del fondo (10) , de forma que los testeros (20) y los laterales (30) queden en posición perpendicular con respecto al fondo (10) .
2. Procedimiento de obtención de una bandeja de cartón compacto según reivindicación 1, caracterizado porque en la maniobra de erección de la bandeja las columnas tubulares de sección triangular quedan adheridas a las franjas de cola dispensadas en la fase i) .
3. Procedimiento de obtención de una bandeja de cartón compacto según la reivindicación 2, caracterizado porque en la maniobra de erección los sectores extremos (33) de los laterales (30) quedan adheridos a los testeros (20) por los franjas de cola dispensados en la fase i) .
4. Procedimiento de obtención de una bandeja de cartón compacto según cualquiera de las reivindicaciones anteriores, caracterizado porque en durante la erección la solapa de refuerzo longitudinal (35) del lateral (30) , queda adherida, por la franja de cola central dispensada en la fase i) , a una cara del lateral (30) , que una vez montada la bandeja queda en el interior de la misma.
5. Procedimiento de obtención de una bandeja de cartón compacto según cualquiera de las reivindicaciones anteriores, caracterizado porque los sectores extremos (33) de cada lateral (30) tienen una superficie que está configurada para cubrir sustancialmente la mitad del cuerpo central (21) del testero (20) , de tal forma que durante la erección de la bandeja, los testeros (20) quedan cubiertos por los citados sectores extremos (33) .
6. Procedimiento de obtención de una bandeja de cartón compacto según cualquiera de las reivindicaciones anteriores, caracterizado porque las líneas de plegado son hendidos continuos que provocan en la cara opuesta a la del hendido una expansión del material.
7. Procedimiento de obtención de una bandeja de cartón compacto según cualquiera de las reivindicaciones anteriores, caracterizado porque al producirse los plegados, la zona expandida del hendido queda situada en el ángulo interior del plegado.
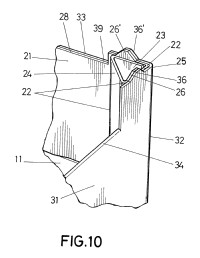
8. Bandeja obtenible a partir del procedimiento definido en cualquiera de las reivindicaciones anteriores, caracterizado porque el testero comprende tres sectores transversales (23, 24, 25) que constituyen una columna tubular de sección triangular isoscélica.
9. Bandeja obtenible a partir del procedimiento anterior, según la reivindicación 8, caracterizado porque un sector transversal del testero presenta al menos una pestaña de sector (26) y al menos una muesca de sector (27) , estando la pestaña de sector
(26) en un primer borde del citado sector transversal y estando la citada muesca (27) en un segundo borde, opuesto al primer borde de tal manera, que en posición erecta, la pestaña de sector (26) queda situada en el borde superior del testero (20) y la muesca de sector (27) en el borde inferior del testero, y porque la citada pestaña y la citada muesca están en el sector transversal más próximo al cuerpo central (21) del testero (20) .
10. Bandeja obtenible a partir del procedimiento anterior, según reivindicación 9, caracterizado porque el cuerpo central (21) del testero (20) presenta al menos una pestaña de cuerpo de testero (26’) y al menos una muesca de cuerpo de testero (27’) , estando la citada pestaña en un primer borde del citado cuerpo central (21) y estando la citada muesca en un segundo borde, opuesto al primer borde, de tal manera, que estando la bandeja en posición erecta, la pestaña de cuerpo de testero (26’) queda situada en el borde superior del testero (20) y la muesca de cuerpo de testero (27’) en el borde inferior del testero (20) y porque la citada pestaña y la citada muesca están en la zona próxima a las líneas de plegado transversales (22) del testero (20) .
11. Bandeja obtenible a partir del procedimiento anterior, según cualquiera de las reivindicaciones 8 a 10, caracterizado porque los sectores extremos (33) de los laterales (30) presentan al menos una pestaña lateral (36) y al menos una muesca lateral (37) , estando la pestaña lateral (36) en un primer borde del citado sector extremo (33) y estando la citada muesca en un segundo borde, opuesto al primer borde, de tal manera que, estando la bandeja en posición erecta, la citada pestaña queda situada en el borde superior del lateral y la citada muesca en el borde inferior del lateral y porque la citada pestaña lateral (36) y la citada muesca lateral (37) , están en una zona del sector extremo (33) adyacente a la línea de plegado transversal (32) , de tal forma que coinciden posicionalmente, tras la erección de la bandeja, con la pestaña de cuerpo de testero (26’) y la muesca de cuerpo de testero (27’) formando una pestaña y una muesca operativa de doble espesor.
12. Bandeja obtenible a partir del procedimiento anterior, según la reivindicación 11, caracterizado porque el cuerpo central (31) del lateral (30) presenta al menos una pestaña de cuerpo de lateral (36’) y al menos una muesca de cuerpo de lateral (37’) , estando la citada pestaña en un primer borde del cuerpo central (31) y estando la citada muesca en un segundo borde, opuesto al primer borde, de tal manera que, estando la bandeja en posición erecta, la citada pesta
ña queda situada en el borde superior del lateral y la citada muesca en el borde inferior del lateral, y porque la citada pestaña y la citada muesca, están en una zona del cuerpo central (31) del lateral (30) adyacente a la línea de plegado transversal (32) , de tal forma que coinciden posicionalmente, tras la erección de la bandeja, con la pestaña de sector (26) del testero y la muesca de sector (27) del testero, conformando una pestaña y muesca operativa de doble espesor.
13. Bandeja obtenible a partir del procedimiento anterior, según cualquiera de las reivindicaciones 912, caracterizado porque la muesca de sector (27) , la muesca del cuerpo de testero (27’) , la muesca de lateral (37) y la muesca del cuerpo lateral (37’) , presentan una configuración complementaria a la pestaña de sector (26) , la pestaña del cuerpo de testero (26’) , la pestaña de lateral (36) y la pestaña del cuerpo lateral (36’) , respectivamente.
14. Bandeja obtenible a partir del procedimiento anterior, según cualquiera de las reivindicaciones 8-11, caracterizado porque las la muesca de sector (27) , la muesca del cuerpo de testero (27’) , la muesca de lateral (37) y la muesca del cuerpo lateral (37’) , presentan una configuración trapecial.
15. Bandeja obtenible a partir del procedimiento anterior, según cualquiera de las reivindicaciones anteriores, caracterizado porque el fondo (10) de bandeja comprende una pluralidad de orificios configurados y dispuestos de tal manera, que en la posición de montaje coinciden con la posición de la pestaña de sector (26) , la pestaña del cuerpo del sector (26’) , la pestaña del lateral (36) y la pestaña del cuerpo del lateral (36’) .
16. Bandeja obtenible a partir del procedimiento anterior, según la reivindicación 15, caracterizado porque los citados orificios se extienden a una parte de las solapas transversales (12) .
17. Bandeja obtenible a partir del procedimiento anterior, según la reivindicación 16, caracterizado porque los citados orificios se extienden a una parte de las solapas longitudinales (13) .
Patentes similares o relacionadas:
 Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
Material compuesto laminar, en particular para la producción de recipientes para alimentos dimensionalmente estables, que tienen una primera resistencia a la flexión que es menor que una resistencia a la flexión adicional, del 25 de Marzo de 2020, de SIG TECHNOLOGY AG: Un material compuesto laminar , que comprende, como una secuencia de capas en una dirección desde una superficie externa del material compuesto […]
SOPORTE PARA TRANSPORTAR ENVASES CON UNA SOLA MANO, del 23 de Enero de 2020, de BEUMALA CARBONELL, Joan Ramon: 1. Soporte para transportar envases con una sola mano, caracterizado por comprender un cuerpo plano, fabricado con un material laminar, tal como […]
CONTENEDOR TRANSFORMABLE EN LAMPARA, del 23 de Enero de 2020, de GASCH GARCIA,FRANCESC: Contenedor transformable en lámpara realizado a con una única lámina troquelada que a través de sus cortes y líneas de doblez conforma un cuerpo prismático provisto una […]
CAJA OPTIBOX GPSA, del 9 de Enero de 2020, de GRUPASA GRUPO PAPELERO S.A: Caja auto armable en una sola pieza, que elimina el uso de un conjunto base y tapa, con una resistencia a la compresión vertical superior a cualquier […]
CAJA OPTIFRUIT, del 2 de Enero de 2020, de GRUPASA GRUPO PAPELERO S.A: El presente invento consiste en una caja auto armable en una sola pieza para el mercado de tomate y frutas afines, con un menor consumo de área efectiva que garantiza […]
ENVASE TÉRMICO PARA TRANSPORTE DE COMIDA RÁPIDA CALIENTE, del 30 de Diciembre de 2019, de FOODHAVEN, S.L: 1. Envase térmico para transporte de comida rápida caliente que, conformado a partir de, al menos, un cuerpo que conforma una caja principal que define […]
CAJA DOUBLE EDGE, del 26 de Diciembre de 2019, de GRUPASA GRUPO PAPELERO S.A: El presente invento consiste en una caja base con tapa, de cartón, para banano de tipo media regular, con un esquema de cerrado especial en […]
NUEVA CAJA DE EMBALAJE DE ROLLOS DE PAPEL HIGIÉNICO, del 12 de Diciembre de 2019, de ECHEVERRÍA ABUJATUM, Paulina: Modelo de utilidad consistente en una nueva caja de embalaje de rollos de papel higiénico que cambia el almacenaje, transporte, conservación y exhibición del producto […]