PROCEDIMIENTO DE OBTENCIÓN DE ESPUMAS DE RESINAS.
La presente invención es un procedimiento de obtención de espumas de poliuretano moldeadas que comprende la inyección combinada en el molde de una primera capa de mezcla poliol-isocianato y una posterior de una segunda capa de mezcla poliol-isocianato igual o distinto del anterior,
seguido del curado de la pieza. El procedimiento es llevado a cabo mediante sucesión de técnicas de inyección por colada y spray o inyección a baja presión. El producto obtenido es de aplicación en la fabricación de colchones, almohadas, piezas de tapicería y relax moldeados.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200930341.
Solicitante: ASOCIACION DE INVESTIGACION CENTRO TECNOLOGICO DEL MUEBLE Y LA MADERA DE LA REGION DE MURCIA.
Nacionalidad solicitante: España.
Inventor/es: CARRASCO CARRILLO, JESUS, CARRASCO TURPIN,JESUS, GÓMEZ GÓMEZ,JOAQUÍN, AZORÍN SORIANO,CARLOS, PUCHE FORTE,JOSÉ FRANCISCO, SANZ PERPIÑÁN,JESÚS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C44/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › formados por al menos dos partes constituidas por materiales químicas o físicamente diferentes, p. ej. con densidades distintas.
Fragmento de la descripción:
PROCEDIMIENTO DE OBTENCIÓN DE ESPUMAS DE RESINAS
CAMPO DE LA INVENCIÓN
La presente invencíon es de aplicación en el sector textil, en concreto en la fabricación de colchones, almohadas, piezas de tapicería y relax moldeados.
ANTECEDENTES DE LA TÉCNICA
El proceso de preparación de espumas de resinas, ya sea como espumas moldeadas u otras, se basa en la reacción de un poliol con un iso cianato a base por ejemplo de metilendifenilisocianato (MDI) o toluendiisocianato (TDI) . Este proceso está muy extendido y explotado en la actualidad y sus aplicaciones incluyen desde el sector del mueble, automóvil o decoración, hasta aplicaciones médicas, calzado y otras.
Para producir espumas de poliuretano flexibles se hace reaccionar un poliol con un poliisocianato en presencia de agua, generando CO2 en la propia reacción. Además se añaden distintos catalizadores y agentes químicos cuyas funciones son las de controlar tanto el tiempo de curado de la espuma de poliuretano como la estabilidad de la espuma obtenida, optimizar los tiempos de reacción y modificar las propiedades fisicas de las espumas resultantes. Además, y según el tipo de isocianato que se use se incluirán o no agentes expandentes con el fin de obtener espumas de una densidad específica.
También hay que tener en cuenta que el mercado actual ofrece además de una gran variedad de isocianatos, ya sea en forma de prepolimeros modificados o poliisocianatos de distintas características moleculares, una aún más extensa gama de polio les, poliéteres y poliésteres, lo que hace que las aplicaciones de los productos de poliuretano sean casi infinitas. Sólo hay que echar un vistazo a un hogar convencional cualquiera para encontrar sin esfuerzo hasta un mínimo de diez productos distintos de poliuretanos. Se ha convertido en un producto casi imprescindible en el uso cotidiano debido a la amplia gama de propiedades y características que se pueden obtener con simples variaciones en las formulas de obtención y/o el proceso de producción.
Además la capacidad de producir espumas de poliuretano (PU) de distintas características y propiedades y de casi todos los tamaños y formas requeridas, explican su gran aceptación y sus posibilidades.
Los métodos de obtención más usuales son por colada (inyección de la mezcla de poliol e isocianato en estado líquido) en máquina de alta o baja presión, spray (mezcla de poliol, isocianato y gas) en máquina de alta presión y finalmente, espumación de bloque bien en proceso discontinuo o continuo. Éste último requiere una gran instalación pero presenta la ventaj a de que permite la producción de grandes vo lúmenes de espuma con mínimo personal, reduciendo el descarte de materia prima tanto en la producción como en el posterior manipulado de la gomaespuma. El proceso discontinuo se puede hacer manual o automatizado en una instalación que puede ser tan simple como incorporar un simple agitador mural y un polipasto o tan compleja como se desee para obtener grandes volúmenes.
Los colchones y las zonas acolchadas de sofás están hechos hoy en día normalmente de dos capas de gomaespuma con diferentes calidades. Una cubierta elástica exterior, o capa baja, cubierta por un material blando con memoria (viscoelástico) , y que han sido curadas en dos procesos de curado independientes. Ambas gomaespumas quedan unidas mediante un adhesivo que se endurece progresivamente con el tiempo. Este adhesivo obliga a las empresas que comercializan dichos productos al cumplimiento de una normativa muy específica. La incorporación del adhesivo introduce un elemento en el proceso que a la postre resulta susceptible de deterioro del producto final debido a un mal pegado, a la existencia de espacios de aire entre ambas superficies o a un material defectuoso. Además, para que dos láminas de recubrimiento queden unidas, las superficies interconectadas deben estar en perfecto contacto en el caso de ser superficies lisas, y en caso de superficies curvas deben ser de gran radio para que ambas capas estén unidas de un modo laminar. Este requerimiento de añadir el adhesivo dificulta por tanto el proceso de fabricación tradicional, incrementa los costes de producción y no asegura una adhesión perfecta y homogénea en el producto acabado, afectando a la calidad.
Cabe destacar que en este proceso de pegado convencional se reqmeren grandes conocimientos de materiales y adhesivos por parte del personal, siendo otra desventaja más la aparición de alergias durante el proceso de producción y en su uso posterior debido a la necesidad de empleo de agentes químicos.
Debido a estos múltiples inconvenientes se han desarrollado diversos procedimientos para eludir la unión con adhesivo convencional. La solicitud de patente francesa FR 2895890 Al describe dos capas superpuestas de poliuretano unidas mediante un adhesivo de la misma familia de materiales: un prepoliuretano que mediante una semireacción química resulta funcionalmente en un pegamento. Este procedimiento evita los problemas de manejo de los adhesivos convencionales, pero sigue introduciendo un tercer material que mantiene los problemas de calidad de la unión descritos por el uso. Por otro lado, la solicitud de patente europea EP 1430814 Al describe la unión directa de las dos espumas por medio de una fusión por calor, lo cual evita la introducción de un tercer material pero no consigue una unión íntima entre las dos espumas sino que resulta en una capa dura de unión que tampoco resuelve los problemas de imperfecciones y deterioro.
La presente invención soluciona estos inconvenientes del estado de la técnica al eliminar la utilización de adhesivos y conseguir una unión íntima entre las dos espumas inyectadas, obteniendo piezas que mantienen la disposición de ambas al conseguir una perfecta unión química y fisica entre ellas.
DESCRIPCIÓN Y REALIZACIÓN DE LA INVENCIÓN
La presente invención es un procedimiento de obtención de espumas de poliuretano moldeadas que comprende la inyección por colada en el molde de una primera capa de mezcla poliol-isocianato, la inyección posterior por spray de al menos una segunda capa de mezcla poliol-isocianato igualo distinto del anterior y el curado de la pieza. Otra realización es que la inyección de la segunda capa de mezcla poliol-isotiocianato de realice con una máquina de inyección de PU de baja presión. Una realización particular de la invención comprende además el paso previo de calentar el mo lde si es necesario y/o la aplicación de desmoldeante.
Este sistema de fabricación de piezas por doble moldeo permite obtener múltiples formas de configuración geométrica entre los dos componentes en función de los materiales inyectados y la funcionalidad del producto que se desee fabricar. Otra característica muy importante es la posibilidad de insertar en el molde elementos postizos como fibras, rellenos, sistemas de muelles, elementos huecos, elementos de sensorización o calefacción, entre los dos materiales inyectados. De forma que una realización de la invención comprende la incorporación de postizos o piezas entre dos inyecciones de espuma.
Otra realización de la invención es que dicha inyección por spray sea inyección a alta presión, y una realización más es que el poliol-isocianato inyectado por spray sea de una densidad menor que la del inyectado previamente por colada. En una realización el poliol-isocianato inyectado por colada es una gomaespuma de alta resiliencia o HR (High Resiliency) ; en una realización de la invención puede ser aplicada a una densidad comprendida entre 45 y 80 kg/m3, en una realización preferente se aplica a una densidad comprendida entre 50 y 60 kg/m3 yen otra más preferente aún dicha densidad es de 55 kg/m3 . En otra realización de la invención el poliol-isocianato inyectado por spray se aplica a una densidad de 80-100 kg/ m3, y en otra realización más preferentemente se aplica a 90-95 kg/ m3.
La principal aplicación y realización preferente de la invención es que estas espumas de poliuretanos moldeadas se utilicen en el sector textil. La realización más preferente de todas es utilizar es procedimiento de la invención para fabricar colchones, almohadas y/o piezas de tapicería y relax.
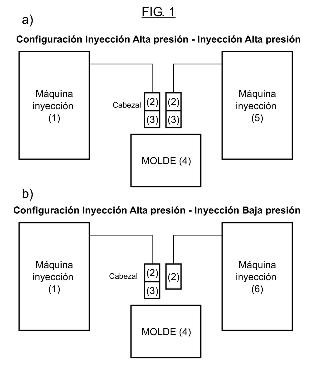
En la parte mecánica, la máquina de inyección de poliuretano de alta presión dispone de un caudal de salida adecuado al volumen y peso de la pieza. Esta máquina está dotada de un sistema de inyección en spray al que se le ha adaptado en la salida, y no en el cabezal como se venía haciendo hasta ahora, un sistema de presurización y compresión...
Reivindicaciones:
1. Un procedimiento de obtención de espumas de poliuretano moldeadas caracterizado porque comprende: -inyección por colada en el molde de una primera capa de mezcla poliolisocianato, -inyección por spray de al menos una segunda capa de mezcla poliol isocianato igualo distinto del anterior, y -curado de la pieza.
2. Procedimiento según la reivindicación 1, caracterizado porque la inyección de la segunda capa de mezcla poliol-isotiocianato se realiza con una máquina de inyección de PU de baj a presión.
3. Procedimiento según una de las reivindicaciones 1 ó 2, caracterizado porque comprende además los pasos previos de calentamiento del molde y/o aplicación de desmo ldeante.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque comprende la incorporación de postizos o piezas entre dos inyecciones de poliolisocianato.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque dicha inyección por spray es inyección a alta presión.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque dicho poliol-isocianato inyectado por spray es de una densidad mayor que la del inyectado previamente por colada.
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque dicho poliol-isocianato inyectado por colada es gomaespuma de alta resiliencia (HR) .
8. Procedimiento según la reivindicación 7, caracterizado porque dicha gomaespuma HR se aplica a una densidad comprendida entre 45 y 80 kg/m3 .
9. Procedimiento según la reivindicación 8, caracterizado porque dicha gomaespuma HR se aplica a una densidad comprendida entre 50 y 60 kg/m3 .
10. Procedimiento según la reivindicación 9, caracterizado porque dicha gomaespuma HR se aplica a una densidad de 55 kg/m3 .
11. Procedimiento según una de las reivindicaciones 1 a 10, caracterizado porque dicho poliol-isocianato inyectado por spray se aplica a una densidad de 80 a 100 kg/m3
12. Procedimiento según la reivindicación 11, caracterizado porque dicho polioliso cianato inyectado por spray se aplica a una densidad de 90 y 95 kg/ m3.
13. Procedimiento según una de las reivindicaciones 1 a 12, caracterizado porque dicho poliol-isocianato inyectado por spray es gomaespuma viscoelástica.
14. Procedimiento según una de las reivindicaciones 1 a 13, caracterizado porque dichas espumas de poliuretanos moldeadas se utilizan en el sector textil.
15. Procedimiento según la reivindicación 14, caracterizado porque dichas espumas de poliuretano moldeadas se utilizan para fabricar colchones, almohadas y/o piezas de tapicería y relax.
Patentes similares o relacionadas:
Almohada de espuma moldeada de doble densidad, del 27 de Mayo de 2020, de TEMPUR WORLD, LLC: Una almohada , incluyendo: una parte interior compuesta de una primera espuma flexible, definiendo la parte interior (220, […]
Estructuras compuestas de película-espuma anisotrópicas, del 12 de Marzo de 2019, de Dow Global Technologies LLC: Una estructura compuesta de espuma-película multicapa que comprende de 5 a 300 capas, las capas alternando entre película y espuma, en donde cada una de […]
Procedimientos de preparación de materiales compuestos de espuma, del 27 de Febrero de 2019, de XFLAM PTY LTD: Un procedimiento de preparación de un material compuesto de espuma poliestireno-fenólica que comprende las etapas que consisten en: a) formar una mezcla de microesferas […]
Conducto de espuma, del 30 de Agosto de 2017, de KYORAKU CO., LTD.: Un conducto de espuma moldeado por soplado, que comprende resina de espuma y de tal manera que el conducto incluye una porción de pared de espuma , […]
Procedimiento de moldeo por inyección de un material plástico de espuma, del 28 de Junio de 2017, de Plastiques du Val de Loire: Procedimiento de fabricación de una pieza a base de material plástico de espuma , que comprende las etapas de - preparación de un material de espuma calentado , […]
Eficacia de nucleación del talco en el comportamiento espumante y estructura celular de espumas con base en polímeros, del 24 de Mayo de 2017, de Imerys Talc Europe: Composición de espuma a base de polímero que comprende un polímero que es un polímero de polipropileno; y de 0,1% en peso hasta 20% en […]
Métodos para producir sillines de bicicleta, del 17 de Mayo de 2017, de VELO ENTERPRISE CO., LTD: Un método para producir un sillín de bicicleta que incluye una cubierta , una carcasa rígida o semirrígida y un relleno dispuesto […]
Procedimiento para producir material compuesto espumado de plástico, del 23 de Diciembre de 2015, de SUMATICS BLADES LIMITED: Un procedimiento para producir un material compuesto de espuma que presenta un revestimiento con un grosor uniforme, un cuerpo espumado con burbujas finas y homogéneas, […]