Procedimiento para la fabricación de un cuadro de instrumentos.
Procedimiento para la fabricación de un cuadro de instrumentos que está constituido por
- una capa de soporte de plástico rígido (1),
y
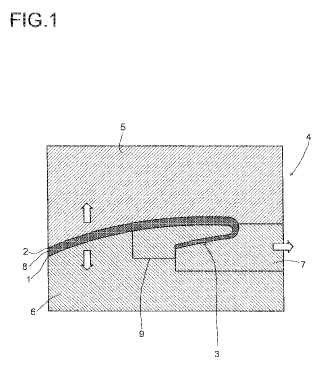
- una capa superficial de plástico espumoso (2) con una o varias zonas rebajadas (3) a través de fundiciónpor inyección en un molde de fundición por inyección (4), que comprende dos semi-moldes (5, 6) así comoun núcleo deslizable (7), en el que en una cavidad del molde (8), entre los dos semi-moldes (5, 6) y elnúcleo deslizable (7), se forma en primer lugar la capa de soporte de plástico rígido (1) a través defundición por inyección y a continuación se inyecta una colada de polímero que contiene agente propulsor yque forma la capa superficial de plástico espumoso (2), que se caracteriza porque
- la colada de polímero que forma la capa superficial de plástico espumoso se descomprime, siendodesplazado el primer semi-molde (5), alejado de la zona rebajada, junto con el núcleo deslizable (7) en lamisma dirección, de tal manera que se reduce la altura de la cavidad del molde (8) en la zona rebajada (1)y se incrementa en la zona restante, de manera que la colada de polímero, que forma la capa superficial deplástico espumoso (2), se comprime en la zona rebajada (1) y se expande en la restante cavidad del molde(8) y porque
- el molde de fundición por inyección se abre para el desmoldeo del cuadro de instrumentos, de manera queuna pluralidad de cuchillas (9), que se deslizan en aberturas en el segundo semi-molde (6) dirigido hacia lazona rebajada, atraviesan el cuadro de instrumentos durante el desplazamiento del núcleo deslizable (7)durante la apertura del molde de fundición por inyección, y en el que las cuchillas (9) están conectadas conel núcleo deslizable (7).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08150820.
Solicitante: SO.F.TER. TECNOPOLIMERI SRL.
Nacionalidad solicitante: Italia.
Dirección: Via Mastro Giorgio, 1Zona Industriale Villa Selva 47122 Forli FC ITALIA.
Inventor/es: FRITZSCHE, THOMAS, EIPPER,ANDREAS, VOLKEL,MARK, PIZZATI,GIANLUCA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C37/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Elementos constitutivos, detalles, accesorios u operaciones auxiliares no cubiertas por el grupo B29C 33/00 ó B29C 35/00.
- B29C44/04 B29C […] › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › formados por al menos dos partes constituidas por materiales químicas o físicamente diferentes, p. ej. con densidades distintas.
- B29C44/58 B29C 44/00 […] › Moldes.
- B29C45/00 B29C […] › Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
PDF original: ES-2389020_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de un cuadro de instrumentos
La invención se refiere a un procedimiento para la fabricación de un cuadro de instrumentos para un automóvil de un plástico con una capa de soporte de plástico rígido y una capa superficial de plástico espumoso a través de fundición 5 por inyección.
Plásticos adecuados para la capa de soporte de plástico rígido así como para la capa superficial de plástico espumoso se conocen y se describen en el documento EP 1 839 836 A1.
Los cuadros de instrumentos para automóviles presentan, en general, también una o varias secciones rebajadas.
Como zonas rebajadas se designan todas las zonas de piezas fundidas por inyección, en el presente caso cuadros
de instrumentos para automóviles, que no son visibles desde la visión perpendicularmente al plano de separación del molde de fundición por inyección para la pieza fundida por inyección. A este respecto, es deseable que el material que forma la capa superficial de plástico espumoso sea acoplada también en la zona del receso sobre la capa de soporte de plástico rígido. No obstante, especialmente el canto visible, es decir, la transición entre la zona visible y la zona rebajada de la pieza fundida por inyección debe estar configurada de forma atractiva estéticamente,
uniforme y con una capa superficial de plástico espumoso de espesor predeterminado.
Además, a los cuadros de instrumentos se plantean también el requerimiento de que durante el encendido de un airbag, que está dispuesto detrás del cuadro de instrumentos, el mismo atraviese el cuadro de instrumentos.
El documento DE-A 199 58 865 describe un dispositivo de cubierta de bolsa de aire con una capa de soporte, que presenta líneas teóricas de rotura en la zona de cubierta, en el que debe evitarse una configuración de piezas de
rotura especialmente en el caso de capas de soporte rígidas, amenazadas de rotura.
El documento FR-A 2 784 050 describe un procedimiento para la fabricación de una pieza acabada, en el que sobre un soporte se aplica una capa flexible de un plástico, que se prefabrica en un primer molde de fundición por inyección.
Por lo tanto, el cometido de la invención es proporcionar un procedimiento para la fabricación de un cuadro de
instrumentos constituido por una primera capa de soporte de plástico rígido y por una capa superficial de plástico espumoso a través de fundición por inyección, que garantiza de una manera técnicamente sencilla que todo el cuadro de instrumentos, incluidas una o varias secciones rebajadas, está provisto con el material que forma la capa superficial de plástico espumoso y presenta un canto visible uniforme y que, además, el cuadro de instrumentos está debilitado en la zona, en la que debe pasar un airbag en caso necesario.
La solución consiste en un procedimiento para la fabricación de un cuadro de instrumentos que está constituido por
- una capa de soporte de plástico rígido, y
- una capa superficial de plástico espumoso con una o varias zonas rebajadas a través de fundición por inyección en un molde de fundición por inyección, que comprende dos semi-moldes así como un núcleo deslizable, en el que en una cavidad del molde, entre los dos semi-moldes y el núcleo deslizable, se forma
en primer lugar la capa de soporte de plástico rígido a través de fundición por inyección y a continuación se inyecta una colada de polímero que contiene agente propulsor y que forma la capa superficial de plástico espumoso, que se caracteriza porque
- la colada de polímero que forma la capa superficial de plástico espumoso se descomprime, siendo desplazado el primer semi-molde, alejado de la zona rebajada, junto con el núcleo deslizable en la misma
dirección, de tal manera que se reduce la altura de la cavidad del molde en la zona rebajada y se incrementa en la zona restante, de manera que la colada de polímero, que forma la capa superficial de plástico espumoso, se comprime en la zona rebajada y se expande en la restante cavidad del molde y porque
- el molde de fundición por inyección se abre para el desmoldeo del cuadro de instrumentos, de manera que
45 una pluralidad de cuchillas, que se deslizan en aberturas en el segundo semi-molde dirigido hacia la zona rebajada, atraviesan el cuadro de instrumentos durante el desplazamiento del núcleo deslizable durante la apertura del molde de fundición por inyección, y en el que las cuchillas están conectadas con el núcleo deslizable.
Se ha encontrado que es posible aplicar el material que forma la capa superficial de plástico espumoso también en
50 una o varias zonas de rebajadas de un cuadro de instrumentos, modificando la altura de la cavidad del molde después de la introducción del material que forma la capa superficial de plástico espumoso, es decir, en la fase del procedimiento de la descompresión, a través de traslación común de un primer semi-molde y del núcleo deslizable, de tal forma que se reduce la altura en la zona rebajada a través del desplazamiento del núcleo deslizable y se incrementa en la zona restante a través del desplazamiento del primer semi-molde, que está alejado de la zona rebajada.
En particular, la altura de la cavidad del molde se reduce en la zona rebajada desde un valor en el intervalo de 4, 0 a
12, 0 mm a un valor en el intervalo de 0, 5 a 2, 0 mm. Al mismo tiempo, se incrementa la altura de la cavidad del molde en la zona alejada del receso en el mismo valor, es decir, desde un valor en el intervalo de 0, 5 y 2, 0 mm a un valor en el intervalo entre 4, 0 y 12, 0 mm. De esta manera, el agente propulsor de la colada de polímero que forma la capa superficial de plástico espumoso, que se inyecta a alta presión, en particular a una presión por encima de 300 bares absolutos o también por encima de 350 bares absolutos a la cavidad del molde, cambia desde la forma líquido
del estado supercrítico a la forma gaseosa y en este caso hace que se espume el polímero que forma la capa superficial de plástico espumoso.
En la zona de uno o de varios recesos, la cavidad del molde presenta en primer lugar una altura mayor, en articularen el intervalo entre 4, 0 y 12, 0 mm. Ésta se llena con la colada de polímero que forma la capa superficial de plástico espumoso. Ésta se comprime a través de la reducción de la altura de la cavidad del molde en la o las zonas
rebajadas, de manera que el polímero comienza a espumarse más o menos fuertemente de acuerdo con las condiciones del procedimiento, en particular la temperatura y la presión.
Puesto que una pluralidad de cuchillas se deslizan durante el desplazamiento del núcleo deslizable durante la apertura del molde de fundición por inyección en el segundo semi-molde, alejado de la zona rebajada, del molde de fundición por inyección, con la aplicación de una capa superficial de plástico en la zona rebajada, a través del
desplazamiento del núcleo deslizable del molde de fundición por inyección, se debilita el cuadro de instrumentos de una manera selectiva en la zona, a través de la cual debe pasar un airbag en caso necesario.
Las cuchillas pueden estar configuradas en una variante de realización de tal forma que se reduce su corte a un 0punto, y de tal manera que con ello las cuchillas están configuradas como agujas.
La pluralidad de cuchillas, que pueden estar configuradas también como agujas, están conectadas también fijamente 25 con el núcleo deslizable.
El movimiento de las cuchillas durante la apertura del molde de fundición por inyección se puede controlar especialmente con medios hidráulicos o neumáticos.
A tal fin, una pluralidad, especialmente de 4 a 5 cuchillas por cm2, están dispuestas sobre una superficie, a través de la cual debe pasar, en caso necesario, un airbag a través del cuadro de instrumentos y que presenta especialmente
entre 100 y 5000 cm2.
Dicha superficie no está limitada en lo que se refiere a su geometría, puede ser especialmente redonda o rectangular. Las cuchillas están conectadas con preferencia rígidas con el núcleo deslizable, y están configuradas en su longitud... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un cuadro de instrumentos que está constituido por
- una capa de soporte de plástico rígido (1) , y
- una capa superficial de plástico espumoso (2) con una o varias zonas rebajadas (3) a través de fundición
por inyección en un molde de fundición por inyección (4) , que comprende dos semi-moldes (5, 6) así como un núcleo deslizable (7) , en el que en una cavidad del molde (8) , entre los dos semi-moldes (5, 6) y el núcleo deslizable (7) , se forma en primer lugar la capa de soporte de plástico rígido (1) a través de fundición por inyección y a continuación se inyecta una colada de polímero que contiene agente propulsor y que forma la capa superficial de plástico espumoso (2) , que se caracteriza porque
- la colada de polímero que forma la capa superficial de plástico espumoso se descomprime, siendo desplazado el primer semi-molde (5) , alejado de la zona rebajada, junto con el núcleo deslizable (7) en la misma dirección, de tal manera que se reduce la altura de la cavidad del molde (8) en la zona rebajada (1) y se incrementa en la zona restante, de manera que la colada de polímero, que forma la capa superficial de plástico espumoso (2) , se comprime en la zona rebajada (1) y se expande en la restante cavidad del molde
(8) y porque
- el molde de fundición por inyección se abre para el desmoldeo del cuadro de instrumentos, de manera que una pluralidad de cuchillas (9) , que se deslizan en aberturas en el segundo semi-molde (6) dirigido hacia la zona rebajada, atraviesan el cuadro de instrumentos durante el desplazamiento del núcleo deslizable (7) durante la apertura del molde de fundición por inyección, y en el que las cuchillas (9) están conectadas con
el núcleo deslizable (7) .
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque las cuchillas (9) están configuradas como agujas.
3. Procedimiento de acuerdo con una de las reivindicaciones 1 ó 2, caracterizado porque a través del desplazamiento del primer semi-molde (5) junto con el núcleo deslizable (7) se reduce la cavidad de moldeo en la
zona rebajada (1) desde una altura en el intervalo de 4, 0 a 12, 0 mm asta una altura en el intervalo de 0, 5 a 2, 0 mm.
4. Procedimiento de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque la zona, en la que un airbag debe salir, en caso necesario, a través del cuadro de instrumentos, presenta una superficie en el intervalo de 100 a 5000 cm2 y porque en esta zona se debilita el cuadro de instrumentos a través de la penetración de 4 a 5 cuchillas (9) por cm2.
Patentes similares o relacionadas:
Métodos, composiciones y mezclas para formar artículos que tienen resistencia al resquebrajamiento por estrés ambiental mejorada, del 15 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de artículos flexibles de paredes delgadas que comprende las etapas de moldeo por inyección de una mezcla de polímeros que tiene un MFI > […]
Métodos para formar artículos que tienen resistencia al agrietamiento por tensión ambiental, del 8 de Julio de 2020, de VIVA HEALTHCARE PACKAGING LIMITED: Un proceso para la fabricación de un artículo de paredes delgadas flexible, dicho proceso comprende moldear por inyección una mezcla de (a) por lo […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Composiciones de polietileno, procesos y cierres, del 15 de Abril de 2020, de NOVA CHEMICALS (INTERNATIONAL) S.A.: Un cierre, comprendiendo dicho cierre una composición de polietileno bimodal que comprende: del 10 al 70 % en peso de un primer copolímero de etileno que tiene […]
Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente, del 8 de Abril de 2020, de B. BRAUN MELSUNGEN AG: Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente con un componente […]
Aditivo para prevenir la separación de fases de aditivo de perfil bajo en composiciones de poliéster termoendurecido insaturado, del 8 de Abril de 2020, de LUBRIZOL ADVANCED MATERIALS, INC.: Una composición de moldeo de resina insaturada que comprende (a) un aditivo para evitar la separación de fases; (b) un polímero polimerizado […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
Manija flexible con superficie parcialmente texturada, del 8 de Abril de 2020, de Eaton Intelligent Power Limited: Manija moldeada para un mango de herramienta destinada para ser agitada con fuerza y velocidad, comprendiendo: un elemento tubular formado […]