DISPOSITIVO DE MECANIZADO POR ELECTROEROSIÓN.
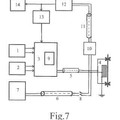
Dispositivo de mecanizado por electroerosión que comprende electrodo-herramienta (F) y un electrodo-pieza (P) que constituyen los polos de un espacio de mecanizado (G),
al menos una fuente (U1) de tensión/corriente unida por un circuito eléctrico (E) al electrodo-herramienta (F) y al electrodo-pieza (P) y dispuesta para generar impulsos eléc- tricos y para establecer el cebado de descargas eléctricas entre el electrodo-herramienta (F) y el electrodo-pieza (P), caracterizado por el hecho de que comprende al menos un elemento capacitativo (C1), dispuesto en el interior de uno o de los dos cabezales de mecanizado, preferentemente en la proximidad de o en los contactos (W1, W2) previstos entre el citado circuito eléctrico (E) y el electrodo-herramienta (F), conectado en serie entre la fuente (U1) y uno de los polos del espacio de mecanizado (G) y cuyas características son tales que impide que las componentes continuas de los impulsos eléctricos que provienen de la fuente (U1) sean aplicadas al espacio de mecanizado (G) y deje pasar las componentes de corriente variable que provienen de la fuente (U1) y, que reduce la capacidad total (Ceq) del citado circuito eléctrico (E) con respecto al espacio de mecanizado (G).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CH2004/000264.
Solicitante: Agie Charmilles SA.
Nacionalidad solicitante: Suiza.
Dirección: VIA DEI PIOPPI 2 6616 LOSONE SUIZA.
Inventor/es: DORTHE,SEBASTIAN, TOGNOLINI,MAURIZIO, JAQUES,Fabrice, DEMULE,Guy, BÜHLER,Ernesto.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23H1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23H TRABAJO DEL METAL POR ACCION DE UNA ALTA CONCENTRACION DE CORRIENTE ELECTRICA, SOBRE LA PIEZA DE TRABAJO UTILIZANDO UN ELECTRODO EN LUGAR DE UNA HERRAMIENTA; UTILIZACION COMBINADA DE ESTA FORMA DE TRABAJO CON OTRAS FORMAS DE TRABAJO DEL METAL (procesos para producción electrolítica o electroforética de revestimientos, galvanoplastia, aparatos a este efecto C25D; procedimientos para retirar electrolíticamente material de los objetos C25F; fabricación de circuitos impresos utilizando técnicas de precipitación para aplicar el material conductor de manera que forme el diseño del conductor deseado H05K 3/18). › B23H 1/00 Trabajo por descarga eléctrica, es decir, levantamiento de metal por medio de unas series de descargas eléctricas en cadena entre un electrodo y la pieza de trabajo en presencia de un fluido dieléctrico. › Circuitos eléctricos especialmente adaptados a este efecto, p. ej. alimentación eléctrica, control, prevención de cortocircuitos u otras descargas anormales.
- B23H7/04 B23H […] › B23H 7/00 Procedimientos o aparatos aplicables a trabajos de descarga eléctrica y trabajos electroquímicos. › Aparato para alimentación de corriente al intervalo de trabajo; Circuitos eléctricos especialmente adaptados a este efecto.
PDF original: ES-2376315_T3.pdf
Fragmento de la descripción:
Dispositivo de mecanizado por electroerosión La presente invención se refiere a un dispositivo de mecanizado por electroerosión que comprende un electrodoherramienta y un electrodo-pieza que constituyen los polos de un espacio de mecanizado, al menos una fuente de tensión/corriente unida por un circuito eléctrico al electrodo-herramienta y al electrodo-pieza y dispuesta para generar impulsos eléctricos y para establecer el cebado de descargas eléctricas entre el electrodo-herramienta y el electrodo-pieza.
En particular, el electrodo-herramienta utilizado puede ser un hilo tensado entre dos guías. En lo que sigue, se tratará principalmente de mecanizados de superacabado por electroerosión con la ayuda de un hilo-electrodo que permite obtener los estados de superficie más finos.
Para recortar una pieza por electroerosión con la ayuda de un hilo, se procede habitualmente en varios pasadas; en primer lugar, la pasada de desbaste abre un paso al hilo; el estado de superficie obtenido es muy rugoso; por otra parte, la cota obtenida resulta sobredimensionada voluntariamente para permitir a las pasadas siguientes, de acabado y de superacabado, aproximarse a la cota final y afinar el estado de superficie.
La mayoría de las máquinas de mecanizado por electroerosión comprenden dos generadores de tensión/corriente; uno destinado a favorecer el cebado de las descargas; el otro más potente destinado a facilitar la energía de las descargas más erosivas. En régimen de superacabado se quiere reducir la rugosidad de las superficies obtenidas por electroerosión, por tanto disminuir la energía de las descargas erosivas. Por consiguiente, se trabaja habitualmente solo con el generador denominado de cebado, permaneciendo abiertos los relés que conectan el generador de potencia a la zona de mecanizado restante.
Se encuentra aquí un problema ligado a las líneas de corriente que unen el generador o los generadores a la pieza y al electrodo-hilo. Estas líneas son habitualmente cables coaxiales cuya propiedad esencial es tener una inductancia baja que permita al generador de desbaste producir impulsos de corriente muy pronunciados del orden de 100 amperios por microsegundo. Sin embargo, esta baja inductancia de las líneas no es una ventaja decisiva durante los regímenes de acabado. Peor todavía, los cables coaxiales comprenden capacidades repartidas importantes que constituyen reservas de energía incompatibles con los regímenes de acabado.
En la técnica, se conoce que el generador de cebado aplica al espacio de mecanizado una tensión suficientemente elevada para provocar el cebado sin poder facilitar una corriente grande, mientras que el generador de desbaste se comporta como una potente fuente de corriente cuando se ceba la descarga. El generador de cebado aplica una tensión, por ejemplo de 80 V a 240 V, durante un tiempo indeterminado hasta que se produzca el fenómeno de avalancha generalmente descrito. En superacabado, la energía total de la descarga no depende solamente del impulso de corriente, por pequeño que éste sea, facilitado por el generador de cebado, sino que, sobre todo, depende de la suma de las energías contenidas en las capacidades repartidas, conectadas a los bornes del espacio de mecanizado, y sometidas a la tensión de cebado, capacidades que vacían sus energías en el canal ionizado cuando se ceba la chispa.
El problema principal del mecanizado en superacabado consiste en localizar las capacidades parásitas que pueden descargar su energía a través del espacio de mecanizado cuando se ceba la chispa, y después en bloquear o atenuar esta energía. La solicitud de patente EP 1 193 016 A2 ilustra algunos supuestos típicos. Especialmente en la figura 1 de este documento, para cada una de las capacidades parásitas representadas, se puede encontrar un bucle de corriente que pasa a través del espacio de mecanizado, bucle de corriente por el cual la energía de la capacidad considerada puede ser transferida a la descarga erosiva cuando ésta se ceba. Abriendo los interruptores dispuestos entre el generador de desbaste y el espacio de mecanizado, se bloquea el efecto de múltiples capacidades parásitas, sobre el mecanizado. El generador de desbaste con sus cables coaxiales queda desconectado. Sólo un segundo generador de acabado, que puede ser el generador de cebado, está conectado al espacio de mecanizado de modo que se reducen al mínimo las capacidades parásitas repartidas atribuidas al conjunto de las líneas. Intercalando una placa aislante entre la pieza que hay que mecanizar y su soporte, se crea una capacidad que atenúa el efecto de una capacidad parásita del hilo electrodo así como de todo el sistema de desenrollado y de evacuación del hilo, con respecto a tierra. Solo la capacidad que figura, la capacidad del propio espacio de mecanizado, entre hilo y pieza no puede ser ni atenuada ni bloqueada. La representación del problema tal como se describe en el documento EP 1 193 016 A2, no hace aparecer las capacidades parásitas repartidas atribuidas a las líneas entre el generador de acabado y el espacio de mecanizado, ni las atribuidas al generador de acabado, supuestas aquí despreciables.
Desgraciadamente, se considera que no puede permitirse ignorar estas capacidades. La presente invención tiene por objetivo poner remedio a estos inconvenientes y crear un dispositivo de mecanizado que permita un mecanizado de acabado o de superacabado de muy baja energía y de gran calidad y fiabilidad. A tal efecto, el dispositivo de mecanizado está caracterizado por el hecho de que comprende al menos un elemento capacitativo, dispuesto en el interior de uno o de los dos cabezales de mecanizado, preferentemente en la proximidad de o en los contactos previstos entre el citado circuito eléctrico y el electrodo-herramienta, conectado en serie entre la fuente y uno de los
polos del espacio de mecanizado y cuyas características son tales que impide que las componentes continuas de los impulsos eléctricos que provienen de la fuente sean aplicadas al espacio de mecanizado y deja pasar las componentes de corriente variable que provienen de la fuente, y que reduce la capacidad total del citado circuito eléctrico con respecto al espacio de mecanizado.
Gracias a estas características, es posible reducir la energía de las descargas erosivas de modo muy eficaz y simple. Se obtiene así un mecanizado de acabado y superacabado de muy gran calidad. Además, el precio de coste del dispositivo es moderado y su construcción poco complicada.
Ventajosamente, el dispositivo de mecanizado comprende un primer elemento capacitativo conectado en serie entre un primer polo de la primera fuente y el electrodo-herramienta y un segundo elemento capacitativo conectado en serie entre un segundo polo de la primera fuente y el electrodo-pieza.
La reducción energética es así particularmente importante.
De acuerdo con un modo de ejecución preferido, el elemento capacitativo está dispuesto lo más cerca posible de uno de los polos del espacio de mecanizado, preferentemente en la proximidad de o en los contactos previstos entre el citado circuito eléctrico y el electrodo-herramienta.
Estas características permiten reducir todavía más la energía de las descargas erosivas con el fin de obtener un excelente mecanizado de superacabado.
Favorablemente, el electrodo-herramienta es un hilo y el elemento capacitativo está constituido por un guiahilos cuya parte en contacto con el hilo es de material aislante y cuya otra parte es de material conductor.
Puede realizarse así un elemento capacitativo particularmente eficaz y próximo al hilo-electrodo que asegura descargas erosivas de un nivel energético muy bajo.
De manera ventajosa, la primera fuente comprende un dispositivo de puesta en cortocircuito para producir impulsos eléctricos de pendiente de aumento de tensión elevada.
Esta primera fuente puede estar dispuesta de modo que produzca impulsos eléctricos con una frecuencia comprendida entre 0, 1 Mhz y 10 Mhz, con una amplitud de tensión comprendida entre 60 V y 300 V y con una pendiente de aumento positivo o negativo de la tensión comprendida entre 0, 2 V/ns y 5 V/ns.
Estas características aseguran un cebado eficaz de las descargas erosivas, a pesar de la presencia de al menos un elemento capacitativo montado en serie en el circuito eléctrico.
De acuerdo con un modo de ejecución preferido, el dispositivo de reducción energética comprende un elemento de autoinductancia conectado galvánicamente a los dos polos del espacio... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de mecanizado por electroerosión que comprende electrodo-herramienta (F) y un electrodo-pieza (P) que constituyen los polos de un espacio de mecanizado (G) , al menos una fuente (U1) de tensión/corriente unida por un circuito eléctrico (E) al electrodo-herramienta (F) y al electrodo-pieza (P) y dispuesta para generar impulsos eléctricos y para establecer el cebado de descargas eléctricas entre el electrodo-herramienta (F) y el electrodo-pieza (P) , caracterizado por el hecho de que comprende al menos un elemento capacitativo (C1) , dispuesto en el interior de uno o de los dos cabezales de mecanizado, preferentemente en la proximidad de o en los contactos (W1, W2) previstos entre el citado circuito eléctrico (E) y el electrodo-herramienta (F) , conectado en serie entre la fuente (U1) y uno de los polos del espacio de mecanizado (G) y cuyas características son tales que impide que las componentes continuas de los impulsos eléctricos que provienen de la fuente (U1) sean aplicadas al espacio de mecanizado (G) y deje pasar las componentes de corriente variable que provienen de la fuente (U1) y, que reduce la capacidad total (Ceq) del citado circuito eléctrico (E) con respecto al espacio de mecanizado (G) .
2. Dispositivo de mecanizado de acuerdo con la reivindicación 1, caracterizado por el hecho de que comprende un segundo elemento capacitativo (C5) conectado en serie entre un segundo polo (P2) de la primera fuente (U1) y dispuesto en la proximidad del electrodo-pieza (P) .
3. Dispositivo de mecanizado de acuerdo con las reivindicaciones 1 o 2, caracterizado por el hecho de que el electrodo-pieza (P) está montado en un soporte (T) por intermedio de un aislante (J) .
4. Dispositivo de mecanizado de acuerdo con las reivindicaciones 1 o 2, caracterizado por el hecho de que comprende al menos un interruptor (SW3, SW4) dispuesto en los bornes del elemento capacitativo o de los elementos capacitativos (C1, C5) y destinado a cortocircuitar o a hacer activo el elemento capacitativo en cuyos bornes está dispuesto.
5. Dispositivo de mecanizado de acuerdo con la reivindicación 1, caracterizado por el hecho de que el electrodoherramienta es un hilo (F) y por el hecho de que el elemento capacitativo (C1) está constituido por un guiahilos (WG) del cual una parte en contacto con el hilo (F) es de material aislante y la otra parte es de material conductor.
6. Dispositivo de mecanizado de acuerdo con una de las reivindicaciones precedentes, caracterizado por el hecho de que la fuente (U1) comprende un dispositivo de puesta en cortocircuito para producir impulsos eléctricos de pendiente de aumento de tensión elevada.
7. Dispositivo de mecanizado de acuerdo con una de las reivindicaciones precedentes, caracterizado por el hecho de que la fuente (U1) está dispuesta de modo que produce impulsos eléctricos con una frecuencia comprendida entre 0, 1 Mhz y 10 Mhz, con una amplitud de tensión comprendida entre 60 V y 300 V y con una pendiente de aumento positivo o negativo de la tensión comprendida entre 0, 1 V/ns y 5 V/ns.
8. Dispositivo de mecanizado de acuerdo con una de las reivindicaciones precedentes, caracterizado por un elemento de autoinductancia (Lm) conectado galvánicamente a los dos polos del espacio de mecanizado (G) .
9. Dispositivo de mecanizado de acuerdo con la reivindicación 8, caracterizado por el hecho de que el valor de la inductancia del citado elemento de autoinductancia (Lm) es elegido de modo que la frecuencia de resonancia (Fo) del citado circuito eléctrico sea pequeña con respecto a la frecuencia de los impulsos eléctricos de la primera fuente (U1) .
10. Dispositivo de mecanizado de acuerdo con la reivindicación 9, caracterizado por el hecho de que el valor de la citada inductancia (Lm) es elegido de modo que la relación entre la frecuencia de los impulsos eléctricos y la frecuencia de resonancia (Fo) está comprendida entre 10 y 500, preferentemente entre 50 y 150.
11. Dispositivo de mecanizado de acuerdo con la reivindicación 10, caracterizado por una fuente de tensión continua regulable (Sm) conectada en serie con el elemento de autoinductancia (Lm) entre los dos polos del espacio de mecanizado (G) .
12. Dispositivo de mecanizado de acuerdo con las reivindicaciones 10 u 11, caracterizado por un interruptor (SW5) conectado en serie con el elemento de autoinductancia (Lm) entre los dos polos del espacio de mecanizado (G) .
Patentes similares o relacionadas:
 Método y generador para mecanizado por descarga eléctrica, del 12 de Julio de 2013, de Agie Charmilles SA: Método para generar una secuencia temporal de pulsos de descarga separados entre sí por pausas depulso para mecanizado por descarga eléctrica en el que al menos se descargan dos […]
Método y generador para mecanizado por descarga eléctrica, del 12 de Julio de 2013, de Agie Charmilles SA: Método para generar una secuencia temporal de pulsos de descarga separados entre sí por pausas depulso para mecanizado por descarga eléctrica en el que al menos se descargan dos […]
 Dispositivo y método para mecanizado por descarga eléctrica de alta frecuencia, del 22 de Abril de 2013, de Agie Charmilles SA: Método para mecanizado por descarga eléctrica de una pieza de trabajo por medio de un electrodo dealambre, en el que
- se aplica una secuencia […]
Dispositivo y método para mecanizado por descarga eléctrica de alta frecuencia, del 22 de Abril de 2013, de Agie Charmilles SA: Método para mecanizado por descarga eléctrica de una pieza de trabajo por medio de un electrodo dealambre, en el que
- se aplica una secuencia […]
 Procedimiento y generador para mecanizado por electroerosión, del 14 de Marzo de 2012, de Agie Charmilles SA: Un procedimiento de generación de una secuencia temporal de impulsos de descarga para mecanizado por electroerosión en el que al menos un condensador de […]
Procedimiento y generador para mecanizado por electroerosión, del 14 de Marzo de 2012, de Agie Charmilles SA: Un procedimiento de generación de una secuencia temporal de impulsos de descarga para mecanizado por electroerosión en el que al menos un condensador de […]
PROCEDIMIENTO Y GENERADOR PARA MECANIZADO POR ELECTROEROSIÓN, del 2 de Marzo de 2011, de AGIE CHARMILLES SA CHARMILLES TECHNOLOGIES S.A: Un procedimiento de generación de una secuencia temporal de impulsos de electroerosión (EDM) que tienen una tensión de encendido predefinida para mecanizado […]
 PROCEDIMIENTO DE FUNCIONAMIENTO DE UNA MÁQUINA DE MECANIZADO POR ELECTROEROSIÓN Y UN SISTEMA DE MECANIZADO POR ELECTROEROSIÓN, del 2 de Marzo de 2011, de AGIE CHARMILLES SA
CHARMILLES TECHNOLOGIES S.A: Un procedimiento de funcionamiento de una máquina de electroerosión para mecanizar una pieza de trabajo, en el que: al menos una de las funciones de controlar, monitorizar […]
PROCEDIMIENTO DE FUNCIONAMIENTO DE UNA MÁQUINA DE MECANIZADO POR ELECTROEROSIÓN Y UN SISTEMA DE MECANIZADO POR ELECTROEROSIÓN, del 2 de Marzo de 2011, de AGIE CHARMILLES SA
CHARMILLES TECHNOLOGIES S.A: Un procedimiento de funcionamiento de una máquina de electroerosión para mecanizar una pieza de trabajo, en el que: al menos una de las funciones de controlar, monitorizar […]
OPTIMIZACION DE LOS PARAMETROS DE MECANIZACION PARA MAQUINA DE MECANIZACION POR ELECTROEROSION., del 16 de Febrero de 2007, de AGIE SA: Procedimiento para el mecanizado electroerosivo o electroquímico de piezas de trabajo, en el que un electrodo de mecanizado se mueve respecto a una pieza de […]
METODO Y APARATO PARA EL MECANIZADO DE ACABADOS MEDIANTE ELECTROEROSION., del 1 de Junio de 2004, de AGIE SA: LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA ELABORACION FINA EROSIVA CON CHISPAS EN LA OBTENCION DE CALIDADES SUPERFICIALES […]
 PROCEDIMIENTO Y DISPOSITIVO PARA MECANIZAR POR ELECTROEROSION, del 9 de Septiembre de 2009, de AGIE SA: Un procedimiento para mecanizado electroerosivo (EDM) de una pieza de trabajo mediante un tren de impulsos de mecanizado, en el que los impulsos de mecanizado se aplican […]
PROCEDIMIENTO Y DISPOSITIVO PARA MECANIZAR POR ELECTROEROSION, del 9 de Septiembre de 2009, de AGIE SA: Un procedimiento para mecanizado electroerosivo (EDM) de una pieza de trabajo mediante un tren de impulsos de mecanizado, en el que los impulsos de mecanizado se aplican […]