CIP-2021 : B23H 7/04 : Aparato para alimentación de corriente al intervalo de trabajo;
Circuitos eléctricos especialmente adaptados a este efecto.
CIP-2021 › B › B23 › B23H › B23H 7/00 › B23H 7/04[2] › Aparato para alimentación de corriente al intervalo de trabajo; Circuitos eléctricos especialmente adaptados a este efecto.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23H TRABAJO DEL METAL POR ACCION DE UNA ALTA CONCENTRACION DE CORRIENTE ELECTRICA, SOBRE LA PIEZA DE TRABAJO UTILIZANDO UN ELECTRODO EN LUGAR DE UNA HERRAMIENTA; UTILIZACION COMBINADA DE ESTA FORMA DE TRABAJO CON OTRAS FORMAS DE TRABAJO DEL METAL (procesos para producción electrolítica o electroforética de revestimientos, galvanoplastia, aparatos a este efecto C25D; procedimientos para retirar electrolíticamente material de los objetos C25F; fabricación de circuitos impresos utilizando técnicas de precipitación para aplicar el material conductor de manera que forme el diseño del conductor deseado H05K 3/18).
B23H 7/00 Procedimientos o aparatos aplicables a trabajos de descarga eléctrica y trabajos electroquímicos.
B23H 7/04 · · Aparato para alimentación de corriente al intervalo de trabajo; Circuitos eléctricos especialmente adaptados a este efecto.
CIP2021: Invenciones publicadas en esta sección.
Método y generador para mecanizado por descarga eléctrica.
(12/07/2013) Método para generar una secuencia temporal de pulsos de descarga separados entre sí por pausas depulso para mecanizado por descarga eléctrica en el que al menos se descargan dos condensadores depulsos cada uno en forma de un pulso parcial en la distancia entre electrodos para formarconjuntamente un pulso de descarga, caracterizado porque los condensadores de pulsos se carganmediante una fuente de corriente bipolar y porque un pulso de descarga que tiene una forma de ondapredeterminada se selecciona de una pluralidad de pulsos de descarga que tienen diferentes formas deonda predeterminadas y la descarga de dichos al menos dos condensadores de pulsos se controla detal manera que dicho pulso de descarga seleccionado…
Dispositivo y método para mecanizado por descarga eléctrica de alta frecuencia.
(22/04/2013) Método para mecanizado por descarga eléctrica de una pieza de trabajo por medio de un electrodo dealambre, en el que
- se aplica una secuencia de pulsos de trabajo en el hueco de trabajo entre el electrodo de trabajo y lapieza de trabajo, en el que los pulsos de trabajo comprenden
- pulsos de erosión de alta frecuencia para eliminar por erosión material de la pieza de trabajo, y
- pulsos de medición durante los cuales se aplica una tensión de encendido (Uign) en el hueco detrabajo con el fin de iniciar una descarga dentro del hueco de trabajo y medir el tiempo de retardo deencendido (TD) correspondiente,
caracterizado porque
- se estima el primer periodo propio mecánico T0 del electrodo de alambre,
- se ajustan la tensión de encendido (Uign) y/o el ancho de hueco de tal…
Procedimiento y generador para mecanizado por electroerosión.
(14/03/2012) Un procedimiento de generación de una secuencia temporal de impulsos de descarga para mecanizado por electroerosión en el que al menos un condensador de impulsos para generar el impulso de descarga es cargado con una tensión de carga (U_chrg) que tiene una primera polaridad y luego descargado dentro de la separación entre electrodos, caracterizado porque después de su descarga dicho condensador de impulsos
es recargado con una tensión de carga (U_chrg) que tiene una segunda polaridad, opuesta a la primera polaridad, siendo la segunda polaridad la misma polaridad que la de dicha tensión residual (U_end) que aún existe en dicho condensador de impulsos después de su descarga, y porque dicho condensador de impulsos es descargado luego dentro de dicha separación entre electrodos mediante un impulso de descarga cuya…
DISPOSITIVO DE MECANIZADO POR ELECTROEROSIÓN.
(12/03/2012) Dispositivo de mecanizado por electroerosión que comprende electrodo-herramienta (F) y un electrodo-pieza (P) que constituyen los polos de un espacio de mecanizado (G), al menos una fuente (U1) de tensión/corriente unida por un circuito eléctrico (E) al electrodo-herramienta (F) y al electrodo-pieza (P) y dispuesta para generar impulsos eléc- tricos y para establecer el cebado de descargas eléctricas entre el electrodo-herramienta (F) y el electrodo-pieza (P), caracterizado por el hecho de que comprende al menos un elemento capacitativo (C1), dispuesto en el interior de uno o de los dos cabezales de mecanizado, preferentemente en la proximidad de o en los contactos (W1, W2) previstos entre el citado circuito eléctrico (E) y el electrodo-herramienta…
PROCEDIMIENTO DE FUNCIONAMIENTO DE UNA MÁQUINA DE MECANIZADO POR ELECTROEROSIÓN Y UN SISTEMA DE MECANIZADO POR ELECTROEROSIÓN.
(02/03/2011) Un procedimiento de funcionamiento de una máquina de electroerosión para mecanizar una pieza de trabajo, en el que: al menos una de las funciones de controlar, monitorizar y llevar a cabo el mecanizado de la pieza de trabajo se realiza mediante una pluralidad de módulos de hardware configurables (ACCIONAMIENTO; GEN; CONTROL), dichos módulos (ACCIONAMIENTO; GEN; CONTROL) están dispuestos en la máquina , dichos módulos (ACCIONAMIENTO; GEN; CONTROL) están enlazados por enlaces de datos de una red de datos a un nodo de la red de datos para al menos una de las funciones de enviar datos a dicho nodo y recibir datos desde dicho nodo , y al menos uno de dichos módulos…
PROCEDIMIENTO Y GENERADOR PARA MECANIZADO POR ELECTROEROSIÓN.
(02/03/2011) Un procedimiento de generación de una secuencia temporal de impulsos de electroerosión (EDM) que tienen una tensión de encendido predefinida para mecanizado por electroerosión en el que se genera una tensión de CA a partir de una tensión de CC proporcionada por una fuente de corriente bipolar , dicha tensión de CA es aplicada a un transformador de aislamiento dispuesto entre dicha fuente de corriente bipolar y el entrehierro (EL, WS), al menos un primer condensador de impulsos es cargado por dicha fuente de corriente bipolar hasta una tensión de carga que corresponde a la tensión de encendido, y dicha tensión de encendido…
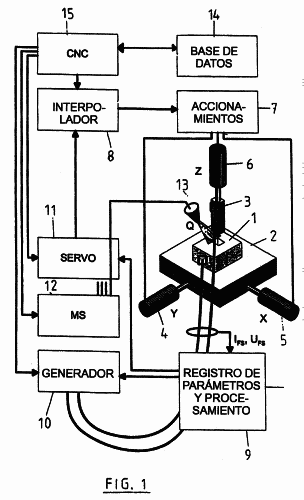
OPTIMIZACION DE LOS PARAMETROS DE MECANIZACION PARA MAQUINA DE MECANIZACION POR ELECTROEROSION.
(16/02/2007). Ver ilustración. Solicitante/s: AGIE SA. Inventor/es: BOCCADORO, MARCO, BUZZINI, ANDREA, BONINI, STEFANO.
Procedimiento para el mecanizado electroerosivo o electroquímico de piezas de trabajo, en el que un electrodo de mecanizado se mueve respecto a una pieza de trabajo , el mecanizado comprende ciclos, se ajustan parámetros de proceso adecuados para el mecanizado del ciclo actual y se tienen en cuenta para el ajuste de los parámetros del proceso del ciclo actual los parámetros de proceso almacenados de al menos un ciclo anterior, caracterizado porque los ciclos anteriores se estudian mediante una comparación de valores teóricos/reales de los parámetros del proceso medidos buscándose tramos en los que se produce un fallo en el mecanizado y/o un servicio de marcha al ralentí, ajustándose al menos en los tramos correspondientes del ciclo actual parámetros del proceso adaptados, para evitar el fallo en el mecanizado o para acortar el servicio de marcha al ralentí.
METODO Y APARATO PARA EL MECANIZADO DE ACABADOS MEDIANTE ELECTROEROSION.
(01/06/2004). Solicitante/s: AGIE SA. Inventor/es: D\'AMARIO, RINO.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA ELABORACION FINA EROSIVA CON CHISPAS EN LA OBTENCION DE CALIDADES SUPERFICIALES MENORES DE R A = 0,1 MI M. SE PROPONE UN TIPO DE OPERACION INTERMITENTE ENTRE IMPULSOS DE EROSION E IMPULSOS DE MEDICION, PARA EVADIR UN EFECTO DE AUTORREGULACION PERTURBADORA EN LA ELABORACION DE MECANIZACION FINA. PARA ELLO SE OBTIENE UNA CERTEZA DE CONTORNO EN CORTES DE ALAMBRE Y UNA EXACTITUD DE FORMACION DE IMAGEN EN DESCENSO EN LA ZONA COMO SITUACION MEJOR DE 1 MI M. LA INVENCION PUEDE SER UTILIZADA VENTAJOSAMENTE PARA MECANIZACIONES EN LA ZONA DE MICRAS, PERO TAMBIEN PUEDE SER UTILIZADA PARA MECANIZACION DE DESCENSO CON ELECTRODOS DE SUPERFICIE GRANDE. LA MEJORA SE DISPONE DE TAL MODO EN UN TIEMPO DE MECANIZACION MAS CORTO, QUE TAMBIEN ES REPRODUCIBLE Y MEJORABLE EN UNA PRECISION MAS ALTA.
PROCEDIMIENTO Y DISPOSITIVO DE MECANIZADO POR ELECTROEROSION.
(01/08/2003) Procedimiento de mecanizado por electroerosión según el cual se mecaniza una pieza por medio de la herramienta separadas una de la otra por una distancia de mecanizado (L) de un espacio de trabajo (G) en el cual se encuentra un fluido de mecanizado en el que aplicando una tensión eléctrica entre la herramienta y la pieza para engendrar unas descargas erosivas, caracterizado por la sucesión siguiente de fases durante una descarga erosiva: a) una fase de espera (tD) durante la cual una tensión alterna se aplica entre la herramienta y la pieza a una frecuencia tal que los iones presentes en el fluido de mecanizado efectúan unos recorridos oscilantes (P2) sensiblemente más cortos que dicha distancia de mecanizado (L) que separa la herramienta de la pieza y durante la cual se…
PROCEDIMIENTO PARA EL MECANIZADO ELECTROEROSIVO DE UNA PIEZA, Y DISPOSITIVO CORRESPONDIENTE.
(01/09/2001). Ver ilustración. Solicitante/s: AGIE SA. Inventor/es: D\'AMARIO, RINO, ANGELELLA, STEFANO.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO O DISPOSITIVO PARA UN MECANIZADO ELECTROEROSIVO, GEOMETRICAMENTE PRECISO, DE UNA PIEZA. LA INVENCION ES ESPECIALMENTE VALIOSA PARA EFECTUAR EL MECANIZADO FINO, POR EJEMPLO, PARA OBTENER SUPERFICIES PRECISAS CON R A < 0,1 MI M. LA INVENCION PROPORCIONA UN PRO CEDIMIENTO OPERATIVO INTERMITENTE EN EL QUE LOS IMPULSOS DE EROSION SE UTILIZAN AMBOS CON UNA FUNCION BASICAMENTE DE RETIRADA Y CON UNA FUNCION BASICAMENTE DE MEDICION. COMO RESULTADO, SE OBTIENE UN LIMITE SUPERIOR EN EL RANGO SUPERIOR A MI M CUANDO SE CORTA EL ALAMBRE. LA INVENCION ES ADECUADA PARA EL MECANIZADO EN LA GAMA DE MICROMETROS, PERO PUEDE TAMBIEN UTILIZARSE PARA APLICACIONES NORMALES. LA INVENCION PERMITE UN TIEMPO MAS BREVE DE MECANIZADO, UNA MAYOR PRECISION Y UNA MEJOR REPRODUCTIBILIDAD.
PROCEDIMIENTO DE POSICIONAMIENTO DE UN PORTAPIEZAS EN UNA MAQUINA DE MECANIZADO, ASI COMO PORTAPIEZAS CORRESPONDIENTE.
(01/04/2000) EN UN PROCESO PARA EL POSICIONAMIENTO DE UN SOPORTE DE PIEZA DE TRABAJO EN UNA MAQUINA DE MECANIZADO SE HA PREVISTO QUE EL SOPORTE DE LA PIEZA DE TRABAJO SE COLOQUE EN UNA POSICION CORRESPONDIENTE DE FORMA PROXIMA A LA POSICION TEORICA Y QUE SE FIJE. A CONTINUACION SE DETERMINA SU POSICION REAL POR MEDIO DE DOS MARCAS DE REFERENCIA APLICADAS EN EL SOPORTE DE LA PIEZA DE TRABAJO. LA CALIBRACION DE LA PIEZA DE TRABAJO SUJETADA EN EL SOPORTE SE CONSIGUE EN UN LUGAR DE MEDIDA EQUIPADO DE FORMA ESPECIAL PARA ELLO. LOS DATOS DE MEDIDA ASI AVERIGUADOS SE TRANSMITEN A LA MAQUINA DE MECANIZADO. LA POSICION EFECTIVA DE LA PIEZA DE TRABAJO SOBRE LA MAQUINA DE MECANIZADO PUEDE SER CALCULADA DE ACUERDO CON LA POSICION DE LAS MARCAS DE REFERENCIA.…
DISPOSITIVO Y PROCEDIMIENTO DE CONTROL PARA REALIZAR CORTES POR ELECTROEROSION EVITANDO LA ROTURA DEL HILO.
(16/12/1995) DISPOSITIVO Y PROCEDIMIENTO PARA CONTROLAR, SEGUN UNA ESTRATEGIA DE PROTECCION, AL MENOS UN PARAMETRO DE MAQUINADO DE UNA MAQUINA CORTADORA POR ELECTROEROSION CON UN HILO-ELECTRODO, EN PARTICULAR PARA EVITAR LOS CORTO-CIRCUITOS O PARA MEJORAR LAS CONDICIONES DEL MAQUINADO DE FORMA QUE SE DESCARTE EL RIESGO DE ROTURA DEL HILO-ELECTRODO. EL CONTROL CONSTA DE LAS ETAPAS SIGUIENTES: - VIGILANTE CONTINUA DE LA VARIACION DE UN FACTOR CUYA EVOLUCION MAS A LA DE UN UMBRAL CRITICO PREDETERMINADO ES EL INDICE DE RIESGO DE ROTURA Y/O DE UNA DEGRADACION DEL MAQUINADO; - VARIACION GRADUAL Y POR RODAMIENTOS DEL O DE LOS PARAMETROS EN EL MOMENTO EN EL QUE UN FACTOR VIGILADO SOBREPASA SU UMBRAL CRITICO Y, EN TANTO QUE ESTE PERMANEZCA MAS ALLA…
DISPOSITIVO Y PROCEDIMIENTO DE CONTROL PARA EL CORTE POR ELECTROEROSION CON UN ELECTRODO CONTINUO.
(16/01/1995) SE HACE VARIAR AL MENOS UN PARAMETRO DE MECANIZADO DE UNA MAQUINA CORTADORA POR ELECTROEROSION CON UN ELECTRODO CONTINUO, SEGUN UNA TRAYECTORIA PREDETERMINADA, CUANDO EL ELECTRODO CONTINUO ALCANZA EL VERTICE DE UN ANGULO O ABORDA UN ARCO. EL PROCEDIMIENTO CONSTA DE LAS ETAPAS SIGUIENTES: 1) CALCULO DE LOS EMPLAZAMIENTOS DE LA TRAYECTORIA DONDE DEBEN INTRODUCIRSE ESTAS VARIACIONES; 2) DETENCION DEL MOVIMIENTO RELATIVO ENTRE EL ELECTRODO CONTINUO Y LA PIEZA A MAQUINAR CUANDO EL ELECTRODO ALCANZA UNO DE DICHOS EMPLAZAMIENTOS; 3) VARIACION GRADUAL Y POR COJINETES DEL PARAMETRO HASTA UN VALOR FINAL DESIGNADO O HASTA QUE SE HAYA VARIADO UN NUMERO PREDETERMINADO DE COJINETES; 4) REANUDACION DEL MOVIMIENTO RELATIVO ELECTRODO-PIEZA, CON EL NUEVO VALOR…
{kind=link}
{kind=link}