Procedimiento para la retirada de gas ácido y contaminantes con emisión próxima a cero.
Un procedimiento de tratamiento de un gas (1), que comprende dióxido de carbono y sulfuro de hidrógeno,
para proporcionar un gas deshidratado (46) agotado en azufre y contaminante con un punto de rocío de hidrocarburo bajo adecuado para ventas de tubería, comprendiendo dicho procedimiento:
- poner en contacto el gas (1) antes de que el gas entre en un absorbedor (103) con una primera porción (6) de un disolvente pobre para absorber al menos uno de un hidrocarburo C9+, un etil mercaptano y mercaptanos superiores desde el gas (1) en la primera porción (6) del disolvente pobre;
- enfriar (102) el gas (7) en contacto antes de que el gas (7) en contacto entre en el absorbedor (103);
- poner en contacto el gas (8) enfriado en un absorbedor (103) con una parte (111) de una segunda porción (17) del disolvente pobre para absorber al menos uno de metano, benceno, tolueno, xileno, un metil mercaptano y H2S en la parte (11) de la segunda porción (17) del disolvente pobre, en el que la segunda porción (17) del disolvente pobre está saturada con dióxido de carbono de manera que a la presión y temperatura particulares la segunda porción (17) del disolvente pobre está saturada con al menos un 50% de dióxido de carbono en comparación con un 100% de saturación con dióxido de carbono a la presión y temperatura particulares;
- poner en contacto un vapor (12) superior que sale del absorbedor (103) con una tercera porción (14) del disolvente pobre para saturar la tercera porción (14) con dióxido de carbono formando de esta manera un disolvente (15) de gas mixto;
- enfriar (104) y separar (105) el disolvente (15) de gas mixto, formando de esta manera la segunda porción 20 (17) del disolvente pobre que está saturada con dióxido de carbono; y
- emplear otra parte (25) de la segunda porción (17) del disolvente pobre que está saturada con dióxido de carbono en otro absorbedor (110) como un disolvente de absorción que retira sulfuro de hidrógeno de un vapor (24) .
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2003/004376.
Solicitante: FLUOR CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 3 POLARIS WAY ALISO VIEJO, CA 92698 ESTADOS UNIDOS DE AMERICA.
Inventor/es: MAK, JOHN, GRAHAM,Curt.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B01D53/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B01 PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01D SEPARACION (separación de sólidos por vía húmeda B03B, B03D, mesas o cribas neumáticas B03B, por vía seca B07; separación magnética o electrostática de materiales sólidos a partir de materiales sólidos o de fluidos, separación mediante campos eléctricos de alta tensión B03C; aparatos centrifugadores B04B; aparato de vórtice B04C; prensas en sí para exprimir los líquidos de las sustancias que los contienen B30B 9/02). › B01D 53/00 Separación de gases o de vapores; Recuperación de vapores de disolventes volátiles en los gases; Depuración química o biólogica de gases residuales, p. ej. gases de escape de los motores de combustión, humos, vapores, gases de combustión o aerosoles (recuperación de disolventes volátiles por condensación B01D 5/00; sublimación B01D 7/00; colectores refrigerados, deflectores refrigerados B01D 8/00; separación de gases difícilmente condensables o del aire por licuefacción F25J 3/00). › por absorción.
PDF original: ES-2392712_T3.pdf
Fragmento de la descripción:
Procedimiento para la retirada de gas ácido y contaminantes con emisión próxima a cero
Campo de la invención
El campo de la invención es el procesamiento y tratamiento de gas, especialmente el procesamiento y tratamiento de gas con emisiones próximas a cero.
Antecedentes de la invención
Las corrientes de gas natural que contienen bajos niveles de gases ácidos y otros contaminantes pueden tratarse económicamente mediante una amplia variedad de procedimientos de tratamiento conocidos. Sin embargo, con el aumento del contenido de gas ácido y otros contaminantes, los procedimientos de tratamiento actuales a menudo requieren cantidades relativamente grandes de energía y pueden requerir además un equipo de procesamiento adicional.
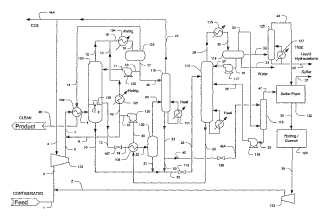
Una configuración de tratamiento de gas conocida y ejemplar que emplea el uso de un disolvente físico se representa en la Figura 1 de la técnica anterior, en la que un absorbedor 203, un tambor 205 de evaporación instantánea, un compresor 206 de reciclado, un intercambiador 207, un regenerador 208 de disolvente, un hervidor 209, una bomba 216 de disolvente y un enfriador 217 de refrigerante están configurados para retirar el sulfuro de hidrógeno y los contaminantes de un gas de alimentación (los componentes adicionales de esta planta incluyen una planta 213 de azufre, una unidad 214 de hidrogenación e inactivación y una unidad 215 de gas de cola) . Debería reconocerse que tales plantas típicamente no son selectivas en la retirada de H2S y contaminantes (es decir, una coabsorción de CO2 por el disolvente relativamente alta) . Particularmente, cuando el gas 1 de alimentación comprende cantidades de CO2 relativamente grandes (por ejemplo, mayores del 50%) , la co-absorción de CO2 en tales plantas requiere una circulación de disolvente mayor y un consumo de energía mayor y también produce un gas ácido rico en CO2 (típicamente 80%) que es un gas ácido indeseable para las plantas de azufre. Como resultado y especialmente cuando el gas de alimentación comprende concentraciones relativamente altas de gas ácido y otros contaminantes, los costes de capital y operativos requeridos por estos procedimientos generalmente son muy altos. Muy a menudo, se requiere el post-tratamiento del gas tratado de estas unidades con un equipo de procesamiento adicional, debido al hecho de que la eliminación de los contaminantes frecuentemente está por debajo de los niveles deseables. Tal unidad se desvela, por ejemplo, en el documento US 4.305.733.
Para salvar al menos algunos de los problemas asociados con una retirada de contaminante inadecuada, se han empleado diversos procedimientos de post-tratamiento de los gases tratados. Desafortunadamente, la mayoría de tales procedimientos tienden a ser relativamente ineficaces y costosos, y cuando los contaminantes se retiran mediante un procedimiento absorbente de lecho fijo, suponen además un problema de evacuación para el absorbente agotado. Por lo tanto, siguen existiendo diversos problemas asociados con la eficacia de operación, efluentes, emulsiones y calidades de producto, particularmente en la recuperación de azufre, aguas abajo hasta una unidad de gas de cola. Por ejemplo, el gas ácido producido a partir de tales procedimientos de tratamiento generalmente es de mala calidad (por ejemplo, comprende una cantidad significativa de contaminante y/o una cantidad relativamente grande de CO2 e hidrocarburos co-absorbidos) que a menudo requiere el procesamiento adicional y un mayor consumo de energía, aumentando de esta manera los costes de capital y operativos globales de la planta de azufre. Adicionalmente, los hidrocarburos co-absorbidos en el gas ácido generalmente deben convertirse en CO2 en la planta de azufre, lo que da como resultado un aumento en las emisiones de CO2 desde el procedimiento. De esta manera, a pesar del valor energético potencial significativo en los hidrocarburos, la mayor parte de los procedimientos conocidos actualmente fallan a la hora de recuperar estas corrientes de hidrocarburo residual como un producto valioso.
En otros procedimientos conocidos (por ejemplo, los documentos EP 0 375 077 y WO 93/10883) , una unidad de gas de cola a menudo se usa para controlar las emisiones de azufre desde la planta de azufre. Incluso aunque la emisión se reduzca a un nivel de ppm muy bajo, la cantidad total de emisiones de azufre anuales (toneladas/año) en la corriente de purga aún es relativamente alta, debido a las tasas de purga relativamente grandes atribuidas a la gran cantidad de CO2 co-absorbido en el procedimiento de tratamiento. El documento US 4.425.317 desvela el retorno de un gas de cola a una sección inferior de una fase de enriquecimiento de H2S previa. Además, los contaminantes e hidrocarburos en el gas ácido de la mayoría de configuraciones de tratamiento de gas conocidas a menudo no se destruyen completamente en las plantas de azufre, por lo tanto, el producto de azufre se contaminará con hidrocarburos no convertidos y mercaptanos y, de esta manera, se convertirá en un problema de evacuación de residuos industriales adicional. En un contexto completamente diferente, el documento US 5.240.476 desvela que cuando es deseable mantener el CO2 mientras se retira el H2S, en una corriente de gas para hacer funcionar una turbina de gas, puede usarse un disolvente líquido cargado con CO2.
Por lo tanto, en la técnica se conocen aunque diversos tratamientos y configuraciones de procesamiento de gas, todos o casi todos ellos sufren de una o más desventajas, y especialmente cuando el gas de alimentación comprende niveles relativamente altos de gases ácidos, hidrocarburos y otros contaminantes.
Breve descripción del dibujo
La Figura 1 es un esquema ejemplar de la técnica anterior de una planta de tratamiento de gas.
La Figura 2 es un esquema ejemplar de una planta de tratamiento de gas de acuerdo con la materia objeto de la invención.
Sumario de la invención
La presente invención se refiere a procedimientos con las características de la reivindicación 1 para el tratamiento de un gas que comprende niveles relativamente altos de gases ácidos, hidrocarburos y otros contaminantes, en el que las configuraciones y procedimientos contemplados reducen significativamente, o incluso casi eliminan, las emisiones de los componentes sulfurosos, hidrocarburos pesados y/u otros contaminantes mientras que proporcionan un gas deshidratado agotado en azufre y contaminante con un punto de rocío de hidrocarburo bajo adecuado para la venta de tuberías. Otras características deseables se exponen en las reivindicaciones 2 a 3.
Diversos objetos, características, aspectos y ventajas de la presente invención resultarán más evidentes a partir de la siguiente descripción detallada de las realizaciones preferidas de la invención.
Descripción detallada
Los inventores descubrieron que un gas que comprende niveles relativamente altos de gases ácidos y otros contaminantes puede tratarse en un procedimiento que reduce significativamente, si no elimina casi completamente, las emisiones de componentes sulfurosos, hidrocarburos y/u otros contaminantes. El procedimiento contemplado típicamente producirá un gas deshidratado con un punto de rocío de hidrocarburo bajo que satisfará las especificaciones de gas para venta de tuberías.
Adicionalmente, las configuraciones contempladas producirán un gas rico en sulfuro de hidrógeno y agotado en hidrocarburo que puede procesarse eficazmente en una planta de azufre, y el gas de cola de la planta de azufre (después de la hidrogenación e inactivación) se recicla de vuelta al gas de alimentación. Aún más, los hidrocarburos separados y recuperados del gas de alimentación en las configuraciones contempladas generalmente son adecuados para su uso como un combustible líquido después del procesamiento adicional. De esta manera, debe apreciarse especialmente que las configuraciones y procedimientos contemplados permiten el procesamiento de gas de alimentación de un gas de alimentación contaminado en el que todos los componentes indeseables (incluyendo especialmente hidrocarburos pesados y ligeros, mercaptanos, sulfuro de hidrógeno y dióxido de carbono) se reciclan hasta su extinción o se retiran y recuperan como productos comercialmente valiosos.
En las configuraciones y procedimientos particularmente preferidos, se emplea un procedimiento de absorción de cuatro etapas en el que un disolvente pobre (más preferentemente un disolvente que comprende dialquiléteres... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de tratamiento de un gas (1) , que comprende dióxido de carbono y sulfuro de hidrógeno, para proporcionar un gas deshidratado (46) agotado en azufre y contaminante con un punto de rocío de hidrocarburo bajo adecuado para ventas de tubería, comprendiendo dicho procedimiento:
- poner en contacto el gas (1) antes de que el gas entre en un absorbedor (103) con una primera porción (6) de un disolvente pobre para absorber al menos uno de un hidrocarburo C9+, un etil mercaptano y mercaptanos superiores desde el gas (1) en la primera porción (6) del disolvente pobre;
- enfriar (102) el gas (7) en contacto antes de que el gas (7) en contacto entre en el absorbedor (103) ;
- poner en contacto el gas (8) enfriado en un absorbedor (103) con una parte (111) de una segunda porción
(17) del disolvente pobre para absorber al menos uno de metano, benceno, tolueno, xileno, un metil mercaptano y H2S en la parte (11) de la segunda porción (17) del disolvente pobre, en el que la segunda porción (17) del disolvente pobre está saturada con dióxido de carbono de manera que a la presión y temperatura particulares la segunda porción (17) del disolvente pobre está saturada con al menos un 50% de dióxido de carbono en comparación con un 100% de saturación con dióxido de carbono a la presión y
temperatura particulares;
- poner en contacto un vapor (12) superior que sale del absorbedor (103) con una tercera porción (14) del disolvente pobre para saturar la tercera porción (14) con dióxido de carbono formando de esta manera un disolvente (15) de gas mixto;
- enfriar (104) y separar (105) el disolvente (15) de gas mixto, formando de esta manera la segunda porción 20 (17) del disolvente pobre que está saturada con dióxido de carbono; y
- emplear otra parte (25) de la segunda porción (17) del disolvente pobre que está saturada con dióxido de carbono en otro absorbedor (110) como un disolvente de absorción que retira sulfuro de hidrógeno de un vapor (24) .
2. El procedimiento de la reivindicación 1 en el que otro absorbedor (110) se hace funcionar en condiciones para 25 rechazar el dióxido de carbono de otra parte (25) de la segunda porción (17) del disolvente pobre.
3. El procedimiento de la reivindicación 1 o 2 en el que el absorbedor (103) produce un producto (13) de cola cuya presión (107) se reduce y se calienta (108) a una temperatura suficiente para desorber el dióxido de carbono del producto (13) de cola en el vapor (24) y en el que al menos una porción del sulfuro de hidrógeno en el vapor (24) se absorbe en el otro absorbedor (110) usando la otra parte (25) de la segunda porción (17) del disolvente pobre que
está saturado con dióxido de carbono.
Patentes similares o relacionadas:
Método y diseño de planta para la reducción de las emisiones de óxidos de azufre de puesta en marcha en la producción de ácido sulfúrico, del 17 de Junio de 2020, de HALDOR TOPS E A/S: Un método para la reducción de emisiones de SO2, SO3 y H2SO4 de puesta en marcha en la producción de ácido sulfúrico, en el que se convierte SO2 […]
Método para limpiar gas residual de proceso o de escape de motor, del 17 de Junio de 2020, de HALDOR TOPS E A/S: Un método para eliminar materia particulada en forma de hollín, ceniza, metales y compuestos metálicos, junto con hidrocarburos y óxidos de nitrógeno que están presentes en […]
Uso de compuestos de amina impedida a base de morfolina para la eliminación selectiva de sulfuro de hidrógeno, del 10 de Junio de 2020, de BASF SE: Un proceso para eliminar gases acidos de una corriente de fluidos, en el que la corriente de fluidos se pone en contacto con un absorbente que comprende una solucion […]
Método de obtención de un producto de separación que contiene predominantemente hidrocarburos de dos átomos de carbono, del 3 de Junio de 2020, de Linde GmbH: Método de obtención de un producto de separación que contiene predominantemente hidrocarburos de dos átomos de carbono mediante el uso de una corriente de alimento […]
Procedimiento de purificación de un flujo de gas cargado con COV, del 3 de Junio de 2020, de XEDA INTERNATIONAL S.A.: Procedimiento de purificación de un flujo de gas cargado que comprende una cantidad de compuesto orgánico volátil, comprendiendo el procedimiento: - […]
Procedimientos de desorción de CO2 potenciados enzimáticamente, del 29 de Abril de 2020, de SAIPEM S.P.A.: Procedimiento de desorción catalizado enzimáticamente para liberar gas CO2 de una disolución rica en iones que contiene iones de bicarbonato, comprendiendo el procedimiento: […]
Método para eliminar un éster de una mezcla de vapor, del 8 de Abril de 2020, de Sulzer Management AG: Un método para la eliminación de un éster (3') de una mezcla de vapor (5') que contiene el éster (3'), poniendo en contacto la mezcla de vapor (5') con […]
Proceso de fabricación de carbonato sódico integrado con captación de dióxido de carbono mediante proceso de amoníaco, del 18 de Marzo de 2020, de CIECH R&D Sp. z o.o: Proceso para la producción de carbonato e hidrogenocarbonato de sodio integrado con el proceso para la captación y concentración de dióxido […]