PROCEDIMIENTO DE TRATAMIENTO DE UN GAS DE REGENERACIÓN PROCEDENTE DE UN PROCESO S ZORB.
Un procedimiento de tratamiento de un gas de regeneración procedente de un proceso S Zorb que comprende:
proporcionar una unidad de proceso que produce un gas efluente de desecho regenerador del catalizador que contiene oxígeno que tiene una concentración de dióxido de azufre por encima del 1,5% en el que la unidad de proceso comprende un regenerador del catalizador en un proceso S Zorb; proporcionar un generador de gas reductor que recibe al menos un porción del gas efluente, en el que el generador del gas reductor está configurado y es operado bajo condiciones que sustancialmente enrarecen el oxígeno en el gas efluente; acoplar por fluidos un reactor de hidrogenación con el generador de gas reductor y proporcionar al reactor de hidrogenación un gas mixto de alimentación que comprende al menos una porción del gas efluente de desecho pobre en oxígeno, produciendo con ello un gas efluente hidrotratado que comprende sulfuro de hidrógeno; acoplar por fluidos un contactor con el reactor de hidrogenación y usar un disolvente que elimina el sulfuro de hidrógeno, produciendo con ello una descarga gaseosa pobre en sulfuro de hidrógeno; combinar al menos una porción de la descarga gaseosa pobre en sulfuro de hidrógeno procedente del contactor con el gas efluente procedente de la unidad de proceso para formar con ello el gas mixto de alimentación que tiene una concentración de dióxido de azufre de no más del 1,5%; y permitir que otra porción de la descarga gaseosa pobre en sulfuro de hidrógeno deje la planta
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2002/025998.
Solicitante: FLUOR CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 3 POLARIS WAY ALISO VIEJO, CA 92698 ESTADOS UNIDOS DE AMERICA.
Inventor/es: CHEN,Jen Kai,Fluor Corporation.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Agosto de 2002.
Clasificación Internacional de Patentes:
- B01D53/86B4
- B01J8/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B01 PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01J PROCEDIMIENTOS QUÍMICOS O FÍSICOS, p. ej. CATÁLISIS O QUÍMICA DE LOS COLOIDES; APARATOS ADECUADOS. › B01J 8/00 Procedimientos químicos o físicos en general, llevados a cabo en presencia de fluidos y partículas sólidas; Aparatos para tales procedimientos. › con partículas inmóviles, p. ej. en lechos fijos.
- C01B17/16F
Clasificación PCT:
- B01D53/86 B01 […] › B01D SEPARACION (separación de sólidos por vía húmeda B03B, B03D, mesas o cribas neumáticas B03B, por vía seca B07; separación magnética o electrostática de materiales sólidos a partir de materiales sólidos o de fluidos, separación mediante campos eléctricos de alta tensión B03C; aparatos centrifugadores B04B; aparato de vórtice B04C; prensas en sí para exprimir los líquidos de las sustancias que los contienen B30B 9/02). › B01D 53/00 Separación de gases o de vapores; Recuperación de vapores de disolventes volátiles en los gases; Depuración química o biólogica de gases residuales, p. ej. gases de escape de los motores de combustión, humos, vapores, gases de combustión o aerosoles (recuperación de disolventes volátiles por condensación B01D 5/00; sublimación B01D 7/00; colectores refrigerados, deflectores refrigerados B01D 8/00; separación de gases difícilmente condensables o del aire por licuefacción F25J 3/00). › Procedimientos catalíticos.
- B01J8/04 B01J 8/00 […] › pasando el fluido sucesivamente a través de dos o más lechos.
- C01B17/16 QUIMICA; METALURGIA. › C01 QUIMICA INORGANICA. › C01B ELEMENTOS NO METALICOS; SUS COMPUESTOS (procesos de fermentación o procesos que utilizan enzimas para la preparación de elementos o de compuestos inorgánicos excepto anhídrido carbónico C12P 3/00; producción de elementos no metálicos o de compuestos inorgánicos por electrólisis o electroforesis C25B). › C01B 17/00 Azufre; Sus compuestos. › Sulfuros de hidrógeno.
Clasificación antigua:
- B01J8/04 B01J 8/00 […] › pasando el fluido sucesivamente a través de dos o más lechos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2359793_T3.pdf
Fragmento de la descripción:
Campo de la invención
El campo de la invención es el tratamiento de gases efluentes procedente de un proceso S Zorb (tecnología de eliminación de azufre de Phillips Petroleum).
Antecedentes de la invención
La eliminación del azufre de gases efluentes se ha vuelto crecientemente importante, dado que las normativas requieren que las refinerías y otras instalaciones petroquímicas reduzcan sus emisiones de compuestos sulfurosos por debajo de concentraciones toleradas previamente. Hay diversos procesos conocidos en la técnica para recuperar azufre de numerosos gases de proceso.
Por ejemplo, en una configuración típica de una planta de Claus para la recuperación de azufre, se oxida catalíticamente sulfuro de hidrógeno, obteniéndose azufre elemental haciendo reaccionar sulfuro de hidrógeno con dióxido de azufre, que es generado típicamente en el mismo proceso por la combustión del sulfuro de hidrógeno con aire en un horno reactor. Puesto que la reacción Claus representa una reacción química de equilibrio, no es posible que una planta de Claus convierta todos los compuestos entrantes de azufre en azufre elemental. Para aumentar al menos en algún grado la recuperación de azufre, pueden acoplarse en serie dos o más fases. Sin embargo, dependiendo de la configuración y la concentración inicial de los compuestos de azufre, las fases múltiples pueden no limitar suficientemente la emisión de sulfuro de hidrógeno y/o de dióxido de azufre de tales plantas.
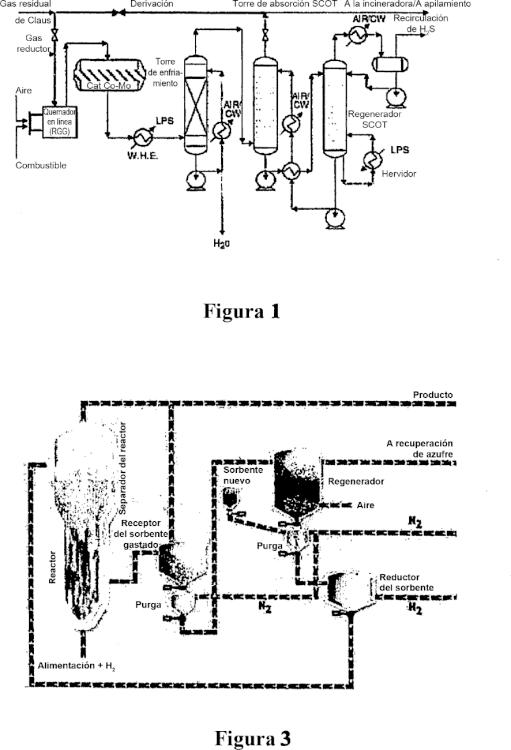
En consecuencia, pueden usarse unidades adicionales de tratamiento de gas residual para reducir más la emisión de sulfuro de hidrógeno y/o de dióxido de azufre. Por ejemplo, algunas configuraciones de proceso incluyen el calentamiento y la reducción de todos los componentes de azufre a sulfuro de hidrógeno, enfriamiento y apagado, y absorción del sulfuro de hidrógeno, depuración y recirculación, tal como se representa en la Figura 1, de la técnica anterior. Aquí, los componentes de azufre del gas residual de Claus se reducen a sulfuro de hidrógeno en un reactor de hidrogenación. El sulfuro de hidrógeno así formado es eliminado a continuación en una unidad de eliminación de aminas o de otra naturaleza. Aunque tales procesos son relativamente simples y eliminan azufre de manera efectiva del gas de alimentación en un grado significativo, están limitados, típicamente, a concentraciones de dióxido de azufre de menos del 1 por ciento en el gas suministrado (aquí: el gas residual de Claus). Con concentraciones de dióxido de azufre mayores de aproximadamente el 1,5 por ciento, la temperatura en el reactor de hidrogenación aumentará hasta niveles inaceptables y probablemente dañará o incluso destruirá por completo la capa catalizadora. Además, típicamente es preciso que el gas de alimentación para tales procesos esté sustancialmente libre de oxígeno para un funcionamiento adecuado del reactor de hidrogenación.
De manera alternativa, el azufre puede ser eliminado en un proceso en el que el azufre y sus compuestos arrastrados en el gas residual de una planta de Claus de gas residual se convierten en sulfuro de hidrógeno por medio de hidrogenación e hidrólisis simultáneas (DelaMora et al., 1985). El sulfuro de hidrógeno así generado se convierte a continuación en azufre elemental en un proceso de Stretford usando una solución alcalina de sales sobre óxido de vanadio (V2O5) y disulfonato de antraquinona para absorber y oxidar el sulfuro de hidrógeno hasta dejar azufre. La etapa de hidrogenación es sustancialmente igual que en el proceso descrito más arriba; por lo tanto, está sometida a las mismas limitaciones. De ahí que, a pesar de una tasa relativamente elevada de eliminación de azufre, el gas de alimentación está generalmente limitado a concentraciones de dióxido de azufre de menos del 1 por ciento en el gas de alimentación (aquí, el gas residual de Claus).
Aunque se conocen diversas configuraciones y diversos procedimientos para reducir las concentraciones de azufre en las corrientes efluentes, todos o casi todos sufren de una o más desventajas. Entre otras cosas, los procesos conocidos están limitados con frecuencia a un gas de alimentación sustancialmente libre de oxígeno y concentraciones de dióxido de azufre de menos del 1 por ciento en al gas de alimentación. Por lo tanto, sigue existiendo la necesidad de proporcionar procedimientos y una configuración mejorados para reducir el contenido de azufre en los gases efluentes.
Resumen de la invención
La presente invención está dirigida a un procedimiento que incluye una unidad de proceso que produce un gas efluente que comprende dióxido de azufre, un reactor de hidrogenación que está acoplado por fluidos a la unidad de proceso y que recibe un gas mixto de alimentación que comprende al menos una porción del gas efluente y que produce un gas hidrotratado de alimentación que comprende sulfuro de hidrógeno. Un contactor está acoplado por fluidos con el reactor de hidrogenación y emplea un disolvente que elimina el sulfuro de hidrógeno, produciendo con ello una descarga gaseosa pobre en sulfuro de hidrógeno, y un bucle de recirculación está acoplado por fluidos con el contactor y el reactor de hidrogenación, en el que al menos una porción de la descarga gaseosa pobre en sulfuro de hidrógeno procedente del contactor se combina con el gas efluente para formar el gas mixto de alimentación con una concentración de dióxido de azufre de no más del 1,5%.
La unidad de proceso comprende un regenerador de catalizador en un proceso S Zorb, y el gas efluente es un gas efluente regenerador del catalizador con dióxido de azufre con una concentración por encima del 1,5% y, preferentemente, menor del 5%. Los reactores de hidrogenación contemplados en particular comprenden un catalizador de cobalto-molibdeno, y los disolventes contemplados en especial comprenden un disolvente que contiene aminas.
En procedimientos del contenido de la invención, los procedimientos contemplados incluyen, además, un generador de un gas reductor que recibe al menos una porción del gas efluente, en los que el generador de gas reductor está configurado y se le hace funcionar bajo una condición que sustancialmente elimina el oxígeno del gas efluente. También se prefiere que entre aproximadamente el 20% y aproximadamente el 40% de la descarga gaseosa pobre en sulfuro de hidrógeno procedente del contactor se combine con el gas efluente para formar el gas mixto de alimentación del reactor de hidrogenación.
Diversos objetivos, características, aspectos y ventajas de la presente invención se harán más obvios a partir de la siguiente descripción detallada de las realizaciones preferidas de la invención, junto con los dibujos adjuntos, en los que números similares representan conceptos homólogos.
Breve descripción de los dibujos
La Figura 1 es una vista esquemática de una configuración de la técnica anterior para el tratamiento de gas residual.
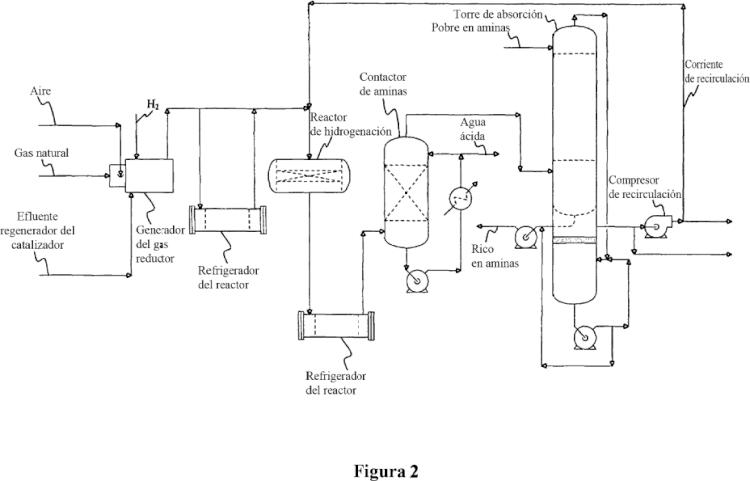
La Figura 2 es una vista esquemática de una configuración ejemplar según el contenido de la invención.
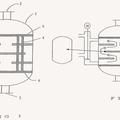
La Figura 3 es una vista esquemática de un proceso S Zorb de la técnica anterior.
Descripción detallada
El inventor ha descubierto que los gases efluentes con concentraciones relativamente elevadas de dióxido de azufre (es decir, por encima del 1,5%) pueden ser tratados en un proceso que incluye un reactor de hidrogenación mezclando el gas efluente con otro gas que está sustancialmente libre (es decir, inferior al 0,1%) de compuestos que contienen azufre para reducir de forma efectiva la concentración de dióxido de azufre en el gas efluente hasta un nivel que permita el hidrotratamiento sin un desarrollo excesivo de calor en el reactor de hidrogenación.
Los inventores contemplan una configuración como la representada en la Figura 2, en la que el gas efluente es un gas de regeneración procedente de un proceso S Zorb (aquí, el gas efluente procedente de un regenerador del catalizador; véase la Figura 3, de la técnica anterior) que tiene un contenido típico en dióxido de azufre de hasta el 3% y un contenido en oxígeno de entre aproximadamente cero y el 4%. El contenido de oxígeno se reduce preferentemente introduciendo gas efluente en un generador de gas reductor que se hace funcionar usando gas natural y aire, y suministrando hidrógeno, si hace falta para suministrar suficiente gas reductor al gas efluente. Se seleccionan condiciones típicas de operación, de tal modo que el oxígeno se elimine de forma sustancialmente completa del gas... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de tratamiento de un gas de regeneración procedente de un proceso S Zorb que comprende:
proporcionar una unidad de proceso que produce un gas efluente de desecho regenerador del catalizador que contiene oxígeno que tiene una concentración de dióxido de azufre por encima del 1,5% en el que la unidad de proceso comprende un regenerador del catalizador en un proceso S Zorb;
proporcionar un generador de gas reductor que recibe al menos un porción del gas efluente, en el que el generador del gas reductor está configurado y es operado bajo condiciones que sustancialmente enrarecen el oxígeno en el gas efluente;
acoplar por fluidos un reactor de hidrogenación con el generador de gas reductor y proporcionar al reactor de hidrogenación un gas mixto de alimentación que comprende al menos una porción del gas efluente de desecho pobre en oxígeno, produciendo con ello un gas efluente hidrotratado que comprende sulfuro de hidrógeno;
acoplar por fluidos un contactor con el reactor de hidrogenación y usar un disolvente que elimina el sulfuro de hidrógeno, produciendo con ello una descarga gaseosa pobre en sulfuro de hidrógeno;
combinar al menos una porción de la descarga gaseosa pobre en sulfuro de hidrógeno procedente del contactor con el gas efluente procedente de la unidad de proceso para formar con ello el gas mixto de alimentación que tiene una concentración de dióxido de azufre de no más del 1,5%; y
permitir que otra porción de la descarga gaseosa pobre en sulfuro de hidrógeno deje la planta.
2. El procedimiento de la reivindicación 1 en el que la concentración de dióxido de azufre en el gas efluente es menor del 3%.
3. El procedimiento de la reivindicación 1 en el que la concentración de dióxido de azufre en el gas efluente es menor del 5%.
4. El procedimiento de la reivindicación 2 en el que la concentración de oxígeno en el gas efluente es de hasta el 4%.
5. El procedimiento de la reivindicación 1 en el que el reactor de hidrogenación comprende un catalizador de cobalto-molibdeno.
6. El procedimiento de la reivindicación 1 en el que el disolvente comprende un disolvente que contiene aminas.
7. El procedimiento de la reivindicación 1 en el que entre aproximadamente el 20% y aproximadamente el 40% del gas de descarga pobre en sulfuro de hidrógeno procedente del contactor se combina con el gas efluente para formar el gas mixto de alimentación del reactor de hidrogenación.
Patentes similares o relacionadas:
Método de hidrotratamiento, del 18 de Marzo de 2020, de CURTIN UNIVERSITY OF TECHNOLOGY: Un método de hidrotratamiento, el método comprende las etapas de: proporcionar biocrudo de la pirólisis de biomasa que es adecuado para someterlo a hidrotratamiento; […]
Método para el reformado con vapor estable de etanol, del 11 de Marzo de 2020, de KT - Kinetics Technology S.p.A: Un método para el reformado con vapor estable de etanol, en donde se lleva a cabo un reformado catalítico de etanol en dos recipientes que operan en modo paralelo, […]
Reactor químico catalítico que comprende una bandeja flotante, del 4 de Marzo de 2020, de HALDOR TOPS E A/S: Reactor catalítico que comprende un lecho de catalizador, dicho reactor comprende un distribuidor de fluido de bandeja flotante que distribuye una corriente de fluido de […]
Reactor químico catalítico de separación de partículas y separador de partículas, del 5 de Febrero de 2020, de HALDOR TOPS E A/S: Reactor catalítico de separación de partículas para hidroprocesamiento, que comprende un separador de partículas para separar partículas de la corriente de fluido […]
Bandeja de chimenea de alto rendimiento para un reactor de lecho fijo, del 1 de Enero de 2020, de SK INNOVATION CO., LTD: Bandeja de chimenea, que comprende una bandeja que tiene una serie de orificios pasantes, y una serie de chimeneas introducidas perpendicularmente en los orificios […]
Dispositivo de filtración y de distribución para reactor catalítico, del 14 de Agosto de 2019, de IFP ENERGIES NOUVELLES: Dispositivo de filtración y de distribución una fase gaseosa y de una fase líquida, adecuado para estar dispuesto aguas arriba de un lecho catalítico fijo de un […]
 Método para la oxidación catalítica en fase de vapor, del 31 de Julio de 2019, de MITSUBISHI CHEMICAL CORPORATION: Método para la oxidación catalítica en fase de vapor para obtener un gas producto de reacción usando un reactor del tipo de intercambiador de calor multitubular […]
Método para la oxidación catalítica en fase de vapor, del 31 de Julio de 2019, de MITSUBISHI CHEMICAL CORPORATION: Método para la oxidación catalítica en fase de vapor para obtener un gas producto de reacción usando un reactor del tipo de intercambiador de calor multitubular […]
 Procedimiento para la disposición de una carga en un quemador y cesta de quemador para un quemador, del 26 de Junio de 2019, de ThyssenKrupp Industrial Solutions AG: Procedimiento para la disposición de una carga consistente en partículas en una cesta de quemador que puede ser atravesada por un gas, de un quemador […]
Procedimiento para la disposición de una carga en un quemador y cesta de quemador para un quemador, del 26 de Junio de 2019, de ThyssenKrupp Industrial Solutions AG: Procedimiento para la disposición de una carga consistente en partículas en una cesta de quemador que puede ser atravesada por un gas, de un quemador […]