Procedimiento para la producción de una rueda dentada que presenta un dentado aflechado y procedimiento y dispositivo para generar datos de control para la formación de un dentado aflechado sobre una pieza de trabajo.
Procedimiento para la producción de una rueda (10) dentada que presenta un dentado aflechado por medio demecanizado por fresado de una pieza de trabajo en una máquina herramienta de control numérico,
que comprendeal menos 4 ejes, en particular en una máquina fresadora, en una máquina herramienta universal o en un centro demecanizado, mediante la salida sucesiva de vías de mecanizado con respecto a la pieza de trabajo con unaherramienta para fresar, en particular una fresa frontal, de la máquina herramienta basándose en datos de control,que comprende;
- generar los datos de control para dirigir la herramienta para fresar con respecto a la pieza de trabajo, quecomprende:
- establecer una primera geometría (12a; 12b) de flanco de diente, que corresponde a una geometría de unprimer flanco de diente de un primer dentado parcial del dentado aflechado,
- establecer una segunda geometría (13a; 13b) de flanco de diente, que corresponde a una geometría deun segundo flanco de diente de un segundo dentado parcial del dentado aflechado,
- establecer una geometría (14a; 14b) de sección de transición, que corresponde a una geometría de unasección de transición entre el primer flanco de diente y el segundo flanco de diente,
- determinar una geometría (12a, 13a, 14a; 12b, 13b, 14b) de flanco de diente global, que comprende laprimera geometría (12a; 12b) de flanco de diente, la geometría (14a; 14b) de sección de transición y lasegunda geometría (13a; 13b) de flanco de diente, y
- generar los datos de control basándose en la geometría (12a, 13a, 14a; 12b, 13b, 14b) de flanco de dienteglobal, indicando los datos de control datos de vía para dirigir la herramienta para fresar de la máquinaherramienta a lo largo de vías de mecanizado, discurriendo las vías de mecanizado en cada caso entransversal a la dirección del perfil de los flancos de diente, en particular a diferentes alturas del perfil, y a lolargo de la primera geometría (12a; 12b) de flanco de diente, de la geometría (14a; 14b) de sección detransición y de la segunda geometría (13b) de flanco de diente; y
- mecanizado por fresado de la pieza de trabajo en la máquina herramienta con la herramienta para fresarbasándose en los datos de control generados, controlándose la herramienta para fresar sucesivamente a lolargo de las vías de mecanizado indicadas por los datos de vía.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11182848.
Solicitante: DECKEL MAHO PFRONTEN GMBH.
Nacionalidad solicitante: Alemania.
Dirección: DECKEL-MAHO-STRASSE 1 87459 PFRONTEN ALEMANIA.
Inventor/es: NEUMAIER, JOSEF, Lochbihler,Thomas, Hansen,Uwe-Carsten.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G05B19/4093 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › caracterizado por la programación de pieza, p. ej. introducción de información geométrica derivada de un dibujo técnico, combinación de esta información con la información de mecanizado y de material para obtener una información de control, llamada programa de pieza, para la máquina de control numérico (NC).
PDF original: ES-2395713_T3.pdf
Fragmento de la descripción:
Procedimiento para la producción de una rueda dentada que presenta un dentado aflechado y procedimiento y dispositivo para generar datos de control para la formación de un dentado aflechado sobre una pieza de trabajo La presente invención se refiere a un procedimiento para la producción de una rueda dentada que presenta un dentado aflechado por medio de mecanizado por fresado de una pieza de trabajo en una máquina herramienta de control numérico, que comprende al menos 4 ejes, en particular en una máquina fresadora, en una máquina herramienta universal o en un centro de mecanizado, mediante la salida sucesiva de vías de mecanizado con respecto a la pieza de trabajo con una herramienta para fresar, en particular una fresa frontal, de la máquina herramienta basándose en datos de control, que comprende generar los datos de control basándose en una geometría de flanco de diente, indicando los datos de control datos de vía para dirigir la herramienta para fresar de la máquina herramienta a lo largo de vías de mecanizado, y mecanizado por fresado de la pieza de trabajo en la máquina herramienta con la herramienta para fresar basándose en los datos de control generados, controlándose la herramienta para fresar sucesivamente a lo largo de las vías de mecanizado indicadas por los datos de vía.
La presente invención se refiere además a un procedimiento y un dispositivo para generar datos de control para la formación de un dentado aflechado sobre una pieza de trabajo según un procedimiento de producción descrito anteriormente mediante mecanizado por fresado de la pieza de trabajo en una máquina herramienta de control numérico que comprende al menos 4 ejes, mediante la salida sucesiva de vías de mecanizado con respecto a la pieza de trabajo con una herramienta para fresar de la máquina herramienta basándose en los datos de control.
Además la presente invención se refiere a una máquina herramienta de control numérico que comprende al menos 4 ejes, en particular máquina fresadora, máquina herramienta universal o centro de mecanizado, para el mecanizado por fresado de una pieza de trabajo mediante la salida sucesiva de vías de mecanizado con una herramienta para fresar, en particular fresa frontal, de la máquina herramienta basándose en datos de control generados, que comprende un dispositivo para generar datos de control y además la presente invención se refiere a un producto de programa informático, que comprende un medio legible por ordenador y un programa informático almacenado en el mismo con instrucciones, pudiendo procesarse el programa informático por un medio de procesamiento de datos de una unidad de procesamiento de datos de tal manera que se forme un dispositivo para generar datos de control.
Antecedentes de la invención En el estado de la técnica se conoce convencionalmente fabricar ruedas dentadas u otras piezas de trabajo que presentan un dentado en máquinas herramienta especiales que forman dentados, es decir en máquinas especializadas especiales. Por ejemplo se conocen fresadoras por generación especiales en las que se labra un perfil de diente en una pieza de trabajo, controlándose una fresa de generación de perfiles o una muela rectificadora de perfiles de tal manera que se labran flancos de diente o dientes en la pieza de trabajo. A este respecto las herramientas de fresa de generación o muelas de perfiles presentan ya en sección transversal una forma correspondiente a la forma de perfil deseada de los flancos de diente que van a producirse sobre la pieza de trabajo. Controlando la herramienta de fresa de generación o la muela de perfiles a lo largo una vía a través de la pieza de trabajo, se genera a este respecto uno o dos flancos de diente opuestos que presentan el perfil correspondiente a la forma de la herramienta.
Si se produce una rueda dentada que presenta un dentado aflechado, en particular una rueda dentada con un dentado helicoidal a la izquierda y uno a la derecha (también denominado dentado doble helical) en máquinas especializadas de este tipo por medio de ruedas de perfil o fresas de generación de perfiles, en primer lugar debe labrarse uno o varios perfiles de diente de un dentado helicoidal en una primera etapa de trabajo, después de lo que pueden labrarse uno o varios perfiles de diente del otro dentado helicoidal que presenta la inclinación opuesta en una etapa de trabajo adicional. Esto lleva a un procedimiento de producción costoso y que requiere mucho tiempo de la rueda dentada que presenta el dentado aflechado. Además, los dientes del dentado aflechado pueden labrarse de manera no general, en el caso de procedimientos convencionales, en máquinas especializadas por medio de fresa de generación de perfiles o muela rectificadora de perfiles, dado que un labrado de un diente de un dentado helicoidal con una fresa de generación de perfiles o una muela rectificadora de perfiles se fresaría hacia dentro o se 55 rectificaría hacia dentro hasta el centro del dentado aflechado ya en un flanco de diente de un diente del otro dentado helicoidal. Por este motivo, en una producción de una rueda dentada con dentado aflechado por medio de una fresa de generación de perfiles o una muela rectificadora de perfiles se usa una pieza de trabajo con ranura central, se separa uno de otro los dos dentados helicoidales del dentado aflechado.
Esto se representa a modo de ejemplo en la figura 1, que muestra una vista en perspectiva de una pieza 10 de trabajo que presenta una ranura 11 central que rodea la pieza de trabajo de simetría rotativa. La pieza 10 de trabajo presenta además ya un intersticio 12 de diente de un dentado helicoidal y un intersticio 13 de diente del otro dentado helicoidal. Los flancos 12a y 12b de diente opuestos del intersticio 12 de diente están separados de los flancos 13a y 13b de diente del intersticio 13 de diente por la ranura 11 central. Esto impide que una fresa de generación de 65 perfiles o una muela rectificadora de perfiles durante el labrado de los intersticios 12 y 13 de diente frese hacia dentro o rectifique hacia dentro en un flanco de diente del en cada caso otro intersticio de diente. La figura 2 muestra a modo de ejemplo una vista detallada de los intersticios 12 y 13 de diente de la figura 1. La figura 3 muestra a modo de ejemplo una vista desde arriba de los intersticios 12 y 13 de diente de la figura 1. Tal como se muestra en la figura 3 los dos dentados helicoidales del dentado aflechado presentan inclinaciones opuestas con igual ángulo de hélice. La ranura 11 presenta un ancho de ranura NB. Por lo tanto, en la rueda dentada acabada los dientes de los dos dentados helicoidales del dentado aflechado están separados en la punta del dentado aflechado en cada caso por la ranura 11 con el ancho de ranura NB. Sin embargo, al rodar dos ruedas dentadas aparecen a este respecto, justo en las caras exteriores de los flancos 12a, 12b, 13a y 13b, sobre ruedas orientadas a la cara exterior y en particular sobre las ruedas orientadas a la ranura 11 de los flancos 12a, 12b, 13a y 13b de diente, elevadas cargas y tensiones en el material. Esto lleva a una capacidad de carga reducida de la rueda dentada al rodar con una rueda dentada con flancos opuestos bajo carga.
Sin embargo, la presente invención se refiere ahora a un método desarrollado recientemente para la producción de piezas de trabajo que presentan un dentado en máquinas herramienta universales de control numérico que comprenden al menos 5 ejes, tales como por ejemplo una máquina fresadora, una fresadora universal o un centro de mecanizado, en el que el dentado se labra, sobre la pieza de trabajo mediante herramientas para fresar convencionales, tales como por ejemplo fresa frontal con o sin radio de extremo en mecanizado de contorneado línea por línea mediante la salida sucesiva de vías de mecanizado, un flanco de diente a partir de la pieza de trabajo. A diferencia de la fabricación de piezas de trabajo que presentan un dentado en las máquinas especializadas de formación de dentado conocidas anteriormente, usadas convencionalmente, la invención se centra en la formación de un dentado sobre una pieza de trabajo en máquinas herramienta universales, tales como por ejemplo una máquina fresadora, una fresadora universal o un centro de mecanizado.
Una producción de este tipo de una pieza de trabajo que presenta un dentado en una máquina herramienta universal se describe por ejemplo en el artículo “Auf einfachem Weg zu guten Zähnen – Zahnräder mit hoher Qualität auf
Standardmaschinen fräsen” de Hans-Peter Schossig (publicado en la revista WERKSTATT UND BETRIEB, en la editorial Carl Hanser, Múnich, edición 2007, N.º 4/28, en las páginas 28 a 32, ISSN 0043-2792) y el documento WO 2008/133517 A1. El punto de partida de la presente invención es este... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la producción de una rueda (10) dentada que presenta un dentado aflechado por medio de mecanizado por fresado de una pieza de trabajo en una máquina herramienta de control numérico, que comprende al menos 4 ejes, en particular en una máquina fresadora, en una máquina herramienta universal o en un centro de mecanizado, mediante la salida sucesiva de vías de mecanizado con respecto a la pieza de trabajo con una herramienta para fresar, en particular una fresa frontal, de la máquina herramienta basándose en datos de control, que comprende;
-generar los datos de control para dirigir la herramienta para fresar con respecto a la pieza de trabajo, que comprende:
-establecer una primera geometría (12a; 12b) de flanco de diente, que corresponde a una geometría de un primer flanco de diente de un primer dentado parcial del dentado aflechado,
-establecer una segunda geometría (13a; 13b) de flanco de diente, que corresponde a una geometría de un segundo flanco de diente de un segundo dentado parcial del dentado aflechado, -establecer una geometría (14a; 14b) de sección de transición, que corresponde a una geometría de una sección de transición entre el primer flanco de diente y el segundo flanco de diente, -determinar una geometría (12a, 13a, 14a; 12b, 13b, 14b) de flanco de diente global, que comprende la primera geometría (12a; 12b) de flanco de diente, la geometría (14a; 14b) de sección de transición y la segunda geometría (13a; 13b) de flanco de diente, y -generar los datos de control basándose en la geometría (12a, 13a, 14a; 12b, 13b, 14b) de flanco de diente global, indicando los datos de control datos de vía para dirigir la herramienta para fresar de la máquina herramienta a lo largo de vías de mecanizado, discurriendo las vías de mecanizado en cada caso en transversal a la dirección del perfil de los flancos de diente, en particular a diferentes alturas del perfil, y a lo largo de la primera geometría (12a; 12b) de flanco de diente, de la geometría (14a; 14b) de sección de transición y de la segunda geometría (13b) de flanco de diente; y
-mecanizado por fresado de la pieza de trabajo en la máquina herramienta con la herramienta para fresar basándose en los datos de control generados, controlándose la herramienta para fresar sucesivamente a lo largo de las vías de mecanizado indicadas por los datos de vía.
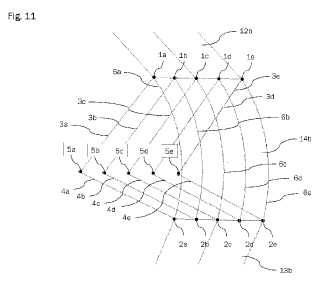
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado por que la geometría (14a; 14b) de sección de transición se genera de tal manera que la primera geometría (12a; 12b) de flanco de diente en una pluralidad de puntos (1a -1e) de contorno de la primera geometría (12a; 12b) de flanco de diente se convierte de manera tangencial en la geometría (14a; 14b) de sección de transición y la geometría (14a; 14b) de sección de transición en una pluralidad de puntos (2a -2e) de contorno de la segunda geometría (13a; 13b) de flanco de diente se convierte de manera tangencial en la segunda geometría (13a; 13b) de flanco de diente.
3. Procedimiento de acuerdo con la reivindicación 2, caracterizado por que los puntos (1a -1e) de contorno de la primera geometría (12a; 12b) de flanco de diente se establecen sobre una primera línea de corte entre la primera geometría (12a; 12b) de flanco de diente y una primera superficie de corte perpendicular al eje de la rueda (10) dentada y los puntos (2a -2e) de contorno de la segunda geometría (13a; 13b) de flanco de diente sobre una segunda línea de corte entre la segunda geometría (13a; 13b) de flanco de diente y una segunda superficie de corte 45 perpendicular al eje de la rueda (10) dentada.
4. Procedimiento de acuerdo con la reivindicación 3, caracterizado por establecer una superficie central del dentado aflechado perpendicular al eje de la rueda (10) dentada, presentando la primera superficie de corte y la segunda superficie de corte una separación igual con respecto a la superficie central del dentado aflechado y encontrándose la superficie central entre la primera y la segunda superficie de corte.
5. Procedimiento de acuerdo con al menos una de las reivindicaciones anteriores, caracterizado por que la geometría (14a; 14b) de sección de transición en la dirección de la línea de flanco de diente tiene forma cóncava o tiene forma convexa.
6. Procedimiento de acuerdo con al menos una de las reivindicaciones anteriores, caracterizado por que la geometría (14a; 14b) de sección de transición corresponde a una superficie redondeada, en particular a una superficie de filete, entre la primera geometría de flanco de diente y la segunda geometría de flanco de diente.
7. Procedimiento de acuerdo con la reivindicación 6, caracterizado por que la geometría (14a; 14b) de sección de transición se establece mediante una pluralidad de segmentos (6a -6e) de arco circular que unen la primera geometría de flanco de diente y la segunda geometría de flanco de diente, discurriendo los segmentos (6a -6e) de arco circular de la geometría (14a; 14b) de sección de transición a diferentes alturas del perfil y cada segmento (6a; 6b; 6c; 6d; 6e) de arco circular une un primer punto (1a; 1b; 1c; 1d; 1e) de contorno respectivo de la primera
geometría (12a; 12b) de flanco de diente con un segundo punto (2a; 2b; 2c; 2d; 2e) de contorno respectivo de la segunda geometría (13a; 13b) de flanco de diente, estando establecidos el primer punto de contorno respectivo y el segundo punto de contorno respectivo a igual altura del perfil, convirtiéndose los segmentos (6a -6e) de arco circular, en los puntos de contorno respectivos de la geometría de flanco de diente respectiva, de manera tangencial en la geometría de flanco de diente respectiva.
8. Procedimiento de acuerdo con al menos una de las reivindicaciones anteriores, caracterizado por que la etapa de generar una geometría (14a; 14b) de sección de transición comprende:
-establecer al menos un primer punto (1a; 1b; 1c; 1d; 1e) de contorno de la primera geometría (12a; 12b) de flanco de diente, -establecer al menos un segundo punto (2a; 2b; 2c; 2d; 2e) de contorno de la segunda geometría (13a; 13b) de flanco de diente, estableciéndose el primer punto de contorno y el segundo punto de contorno a igual altura del perfil de los flancos de diente, -establecer un primer vector normal sobre la primera geometría de flanco de diente en el primer punto de contorno,
-establecer un segundo vector normal sobre la segunda geometría de flanco de diente en el segundo punto de contorno, -establecer un punto (5a; 5b; 5c; 5d; 5e) de corte entre una primera recta (3a; 3b; 3c; 3d; 3e) y una segunda recta (4a; 4b; 4c; 4d; 4e) , estando predeterminada la primera recta por la dirección del primer vector normal y la segunda recta por la dirección del segundo vector normal, y -establecer un segmento (6a; 6b; 6c; 6d; 6e) de arco circular desde el primer punto de contorno hasta el segundo punto de contorno, siendo el punto de corte entre la primera recta y la segunda recta el centro del segmento de arco circular,
generándose la geometría (14a; 14b) de sección de transición de tal manera que comprende el segmento de arco 25 circular.
9. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado por que el primer dentado parcial es un primer dentado helicoidal del dentado aflechado y el segundo dentado parcial es un segundo dentado helicoidal del dentado aflechado, siendo el primer dentado helicoidal a la izquierda o a la derecha y presentado el segundo dentado helicoidal una inclinación opuesta a la inclinación del primer dentado helicoidal, en particular con el mismo ángulo de hélice.
10. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado por que la geometría (12b,
13b, 14b) de flanco de diente global es una primera geometría de flanco de diente global, que en la dirección de la 35 línea de flanco de diente tiene forma cóncava, y la etapa de generar los datos de control comprende además:
-establecer una tercera geometría (12a) de flanco de diente, que corresponde a una geometría de un tercer flanco de diente, opuesto a la primera geometría de flanco de diente, del primer dentado parcial del dentado aflechado, -establecer una cuarta geometría (13a) de flanco de diente, que corresponde a una geometría de un cuarto flanco de diente, opuesto a la segunda geometría de flanco de diente, del segundo dentado parcial del dentado aflechado, -establecer una segunda geometría (14a) de sección de transición, que corresponde a una geometría de una sección de transición entre el tercer flanco de diente y el cuarto flanco de diente y en la dirección de la línea de
flanco de diente tiene forma convexa, y -determinar al menos una segunda geometría (12a, 13a, 14a) de flanco de diente global, que comprende la tercera geometría de flanco de diente, la segunda geometría de sección de transición y la cuarta geometría de flanco de diente,
generándose los datos de control además basándose en la segunda geometría (12a, 13a, 14a) de flanco de diente global e indicando datos de vía adicionales para dirigir la herramienta para fresar de la máquina herramienta, discurriendo las vías de mecanizado adicionales en cada caso en transversal a la dirección del perfil del tercer y cuarto flanco de diente y a lo largo de la tercera geometría de flanco de diente, de la segunda geometría de sección de transición y de la cuarta geometría de flanco de diente.
11. Procedimiento de acuerdo con la reivindicación 10, caracterizado por que la primera geometría (14b) de sección de transición se genera de tal manera que la primera geometría de flanco de diente en una pluralidad de puntos (1a -1e) de contorno de la primera geometría (12b) de flanco de diente se convierte esencialmente de manera tangencial en la primera geometría (14b) de sección de transición y la primera geometría (14b) de sección de transición en una pluralidad de puntos (2a -2e) de contorno de la segunda geometría (13b) de flanco de diente se convierte esencialmente de manera tangencial en la segunda geometría (13b) de flanco de diente, y la segunda geometría (14a) de sección de transición se genera de tal manera que la tercera geometría (12a) de flanco de diente en una pluralidad de puntos de contorno de la tercera geometría (12a) de flanco de diente se 65 convierte esencialmente de manera tangencial en la segunda geometría (14a) de sección de transición y la segunda geometría (14a) de sección de transición en una pluralidad de puntos de contorno de la cuarta geometría (13a) de flanco de diente se convierte esencialmente de manera tangencial en la cuarta geometría (13a) de flanco de diente, estableciéndose los puntos (1a -1e) de contorno de la primera geometría (12b) de flanco de diente sobre una primera línea de corte entre la primera geometría (12b) de flanco de diente y una primera superficie de corte perpendicular al eje de la rueda (10) dentada y estableciéndose los puntos (2a -2e) de contorno de la segunda geometría (13b) de flanco de diente sobre una segunda línea de corte entre la segunda geometría (13b) de flanco de diente y una segunda superficie de corte perpendicular al eje de la rueda (10) dentada, y estableciéndose los puntos de contorno de la tercera geometría (12a) de flanco de diente sobre una tercera línea de corte entre la tercera geometría (12a) de flanco de diente y una tercera superficie de corte perpendicular al eje de la rueda (10) dentada y estableciéndose los puntos de contorno de la cuarta geometría (13a) de flanco de diente sobre una cuarta línea de corte entre la cuarta geometría (13a) de flanco de diente y una cuarta superficie de corte perpendicular al eje de la rueda dentada.
12. Procedimiento de acuerdo con la reivindicación 11, caracterizado por que la primera superficie de corte y la segunda superficie de corte presentan una separación menor que la tercera superficie de corte y la cuarta superficie 15 de corte.
13. Procedimiento para generar datos de control para la formación de un dentado aflechado sobre una pieza de trabajo según un procedimiento de producción de acuerdo con al menos una de las reivindicaciones anteriores mediante mecanizado por fresado de la pieza de trabajo en una máquina herramienta de control numérico que comprende al menos 4 ejes, en particular en una máquina fresadora, en una máquina herramienta universal o en un centro de mecanizado, mediante la salida sucesiva de vías de mecanizado con respecto a la pieza de trabajo con una herramienta para fresar, en particular una fresa frontal, de la máquina herramienta basándose en los datos de control, que comprende;
-establecer una primera geometría (12b) de flanco de diente, que corresponde a una geometría de un primer flanco de diente de un primer dentado parcial del dentado aflechado, -establecer una segunda geometría (13b) de flanco de diente, que corresponde a una geometría de un segundo flanco de diente de un segundo dentado parcial del dentado aflechado, -establecer una geometría (14b) de sección de transición, que corresponde a una geometría de una sección de transición entre el primer y segundo flanco de diente, -determinar una geometría (12b, 13b, 14b) de flanco de diente global, que comprende la primera geometría (12b) de flanco de diente, la geometría (14b) de sección de transición y la segunda geometría (13b) de flanco de diente, y -generar datos de control basándose en la geometría (12b, 13b, 14b) de flanco de diente global,
indicando los datos de control datos de vía para dirigir la herramienta para fresar de la máquina herramienta a lo largo de vías de mecanizado, discurriendo las vías de mecanizado en cada caso en transversal a la dirección del perfil de los flancos de diente, en particular a diferentes alturas del perfil, y a lo largo de la primera geometría de flanco de diente, de la geometría de sección de transición y de la segunda geometría de flanco de diente.
14. Dispositivo para generar datos de control para la formación de un dentado aflechado sobre una pieza de trabajo según un procedimiento de producción de acuerdo con al menos una de las reivindicaciones 1 a 12 mediante mecanizado por fresado de la pieza de trabajo en una máquina herramienta de control numérico, que comprende al menos 4 ejes en particular en una máquina fresadora, en una máquina herramienta universal o en un centro de 45 mecanizado, mediante la salida sucesiva de vías de mecanizado con respecto a la pieza de trabajo con una herramienta para fresar, en particular una fresa frontal, de la máquina herramienta basándose en los datos de control, con:
-un medio (230) de modelización de geometría para establecer una primera geometría (12b) de flanco de diente, que corresponde a una geometría de un primer flanco de diente de un primer dentado parcial del dentado aflechado, para establecer una segunda geometría (13b) de flanco de diente, que corresponde a una geometría de un segundo flanco de diente de un segundo dentado parcial del dentado aflechado, para establecer una geometría (14b) de sección de transición, que corresponde a una geometría de una sección de transición entre el primer y segundo flanco de diente, y para determinar una geometría (12b, 13b, 14b) de flanco
de diente global, que comprende la primera geometría (12b) de flanco de diente, la geometría (13b) de sección de transición y la segunda geometría (14b) de flanco de diente, y -un medio (240) de generación de datos de control para generar datos de control basándose en la geometría (12b, 13b, 14b) de flanco de diente global,
indicando los datos de control datos de vía para dirigir la herramienta para fresar de la máquina herramienta a lo largo de vías de mecanizado, discurriendo las vías de mecanizado en cada caso en transversal a la dirección del perfil de los flancos de diente, en particular a diferentes alturas del perfil, y a lo largo de la primera geometría (12b) de flanco de diente, de la geometría (14b) de sección de transición y de la segunda geometría (13b) de flanco de diente.
15. Máquina herramienta de control numérico que comprende al menos 4 ejes, en particular máquina fresadora, máquina herramienta universal o centro de mecanizado, para el mecanizado por fresado de una pieza de trabajo mediante la salida sucesiva de vías de mecanizado con una herramienta para fresar, en particular fresa frontal, de la máquina herramienta basándose en datos de control generados, que comprende un dispositivo (200) para generar datos de control de acuerdo con la reivindicación 14.
16. Producto de programa informático, que comprende un medio legible por ordenador y un programa informático almacenado en el mismo, estando almacenado el programa informático en forma de una sucesión de estados, que corresponde a instrucciones, que están adaptadas para procesarse por un medio de procesamiento de datos de una unidad de procesamiento de datos, de modo que la unidad de procesamiento de datos está adaptada para realizar
las etapas del procedimiento de acuerdo con la reivindicación 13.
Patentes similares o relacionadas:
Dispositivo de control para máquina herramienta y máquina herramienta provista de dicho dispositivo de control, del 27 de Mayo de 2020, de CITIZEN WATCH CO. LTD.: Un dispositivo de control (C) para una máquina herramienta provisto en una máquina herramienta que tiene una herramienta de corte para cortar una pieza […]
Equipo de control con optimizador integrado, del 11 de Marzo de 2020, de SIEMENS AKTIENGESELLSCHAFT: Equipo de control para una maquina con al menos un eje , en donde el equipo de control esta programado con un programa de sistema, en donde el equipo de control […]
Sistema y procedimiento de fabricación de máscaras de protección de vehículos, del 15 de Enero de 2020, de Slingerland Distribution SA: Sistema de corte de máscaras de protección de una parte de un vehículo, que comprende: - una máquina (MAC) de corte de máscaras en un material […]
Método de postprocesador de máquina de aplicación de material compuesto de cabezales múltiples y aparato para fabricar estructuras compuestas, del 23 de Octubre de 2019, de THE BOEING COMPANY: Un método implementado por ordenador para producir un programa para operar una máquina de aplicación de material compuesto de múltiples cabezales para producir una pieza […]
Aparato de control numérico, del 11 de Septiembre de 2019, de MITSUBISHI ELECTRIC CORPORATION: Un dispositivo de control numérico para mecanizar un objeto de mecanizado moviendo una herramienta y el objeto de mecanizado uno en relación […]
Dispositivo de configuración del número de compensación, del 21 de Agosto de 2019, de CITIZEN WATCH CO. LTD.: Un dispositivo de configuración del número de compensación que comprende: un monitor que muestra una pantalla de selección de superficie de […]
 Procedimiento para optimizar un programa de robot de una unidad de robot de soldadura, del 31 de Julio de 2019, de ABB SCHWEIZ AG: Un procedimiento para optimizar un programa de robot de una unidad de robot de soldadura , en el que el procedimiento comprende:
- recopilar en un archivo […]
Procedimiento para optimizar un programa de robot de una unidad de robot de soldadura, del 31 de Julio de 2019, de ABB SCHWEIZ AG: Un procedimiento para optimizar un programa de robot de una unidad de robot de soldadura , en el que el procedimiento comprende:
- recopilar en un archivo […]
 Diseño de sobrante sin secciones, del 31 de Mayo de 2019, de Hexagon Manufacturing Intelligence Canada Limited: Un método para el diseño de un sobrante , en donde todo o parte del sobrante se diseña con un enfoque sin secciones, que comprende las etapas de: introducir […]
Diseño de sobrante sin secciones, del 31 de Mayo de 2019, de Hexagon Manufacturing Intelligence Canada Limited: Un método para el diseño de un sobrante , en donde todo o parte del sobrante se diseña con un enfoque sin secciones, que comprende las etapas de: introducir […]