PROCEDIMIENTO PARA LA FABRICACIÓN DE LLANTAS DE RUEDAS A PARTIR DE MANGUERA TEXTIL, Y LLANTA DE RUEDA, FABRICADA A PARTIR DE MANGUERA TEXTIL.
Procedimiento para la fabricación de llantas de rueda a partir de manguera textil,
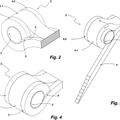
en el que las llantas de rueda están constituidas al menos por una base de la llanta con dos pestañas de llanta conectados con ella y por un cubo de rueda y al menos la base de la llanta con las pestañas de llanta se forma a partir de la manguera textil y se consolida en una herramienta, caracterizado porque la manguera textil (2) se pliega, para la formación de al menos dos capas de manguera (3, 4), aproximadamente alrededor de la mitad de su longitud, porque en la zona de pliegue se forma una de las pestañas de la llanta (6), porque a continuación se introduce la manguera (2) en el útil de moldeo (11) y se fija, porque a continuación se introduce y se posiciona el cubo de la rueda (9) en el útil de moldeo (11), de manera que en este caso se forma al menos una de las capas de la manguera (3, 4), porque rodea la zona radial exterior del cubo de la rueda (9) en unión positiva, porque la segunda pestaña de la llanta (17) se forma a través del plegamiento de los extremos de la manguera en la dirección del cubo de la rueda (9) y porque a continuación se cierra herméticamente el útil de moldeo (11).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2008/001491.
B29C70/48TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › e impregnando los refuerzos en el molde cerrado, p. ej, moldeo por transferencia de resina [RTM].
B60B5/02B […] › B60VEHICULOS EN GENERAL. › B60B RUEDAS DE VEHICULOS (fabricación de ruedas o de sus partes por laminado B21H 1/00, por forjado, martillado o prensado B21K 1/28 ); RUEDAS PEQUEÑAS PIVOTANTES; EJES PARA RUEDAS; MEJORA EN LA ADHERENCIA DE RUEDAS. › B60B 5/00 Ruedas, radios, discos, llantas, cubos, entera o parcialmente hechos de materiales no metálicos (embellecedores de ruedas B60B 7/00; ruedas de gran elasticidad B60B 9/00). › de materiales sintéticos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Procedimiento para la fabricación de llantas de ruedas a partir de manguera textil, y llanta de rueda, fabricada a partir de manguera textil La invención se refiere a un procedimiento para la fabricación de llantas de ruedas a partir de manguera textil, en el que las llantas de rueda están constituidas al menos por una base de la llanta con dos pestañas de llanta conectadas con ella y por un cubo de rueda y al menos la base de la llanta con las pestañas de llanta se forma a partir de la manguera textil y se consolida en una herramienta. La invención se refiere, por lo demás, a una llanta de rueda, fabricada a partir de manguera textil, que se consolida, que está constituida por al menos una base de llanta con dos pestañas de llanta dispuestas en ella y un cubo de rueda. Se conoce a partir del documento DE 196 25 797 B4 un procedimiento para la fabricación de una rueda a partir de plástico reforzado con fibras, en el que una manguera textil fabricada a partir de un material de fibras, en la que el material de fibras está distribuido en la superficie de forma irregular, se moldea en la rueda utilizando la distribución superficial del material de fibras y se consolida a continuación. La rueda está formada en este caso completamente a partir de la manguera textil. En esta solución es un inconveniente que la capa de fibras se ajusta en función del diámetro de la llanta y no puede ser influenciada. No obstante, la posición angular de las fibras influye en una medida decisiva sobre la capacidad de carga del cubo. Además, es un inconveniente que la transformación de la manguera en la forma de la rueda se realiza totalmente en la herramienta de consolidación, lo que es costoso de tiempo y es labioso de realizar desde el punto de vista tecnológico. Otra solución se publica en el documento DE 10 2005 041 940 A1. La llanta de rueda descrita compuesta de material compuesto de fibras se fabrica también en una sola pieza a partir de una base de llanta con pestañas de llanta y cubo de rueda de una manguera trenzada, de manera que la manguera trenzada se estira y se fija a continuación sobre núcleos de apoyo o anillos fijados entre sí, que dan como resultado la forma de la llanta de rueda, a continuación se introduce la manguera prefijada en una herramienta para la consolidación y se infiltra con un material de matriz. Aquí es un inconveniente también que el desarrollo de las fibras de la manguera trenzada no puede ser influenciado durante la conformación y se esta manera se ponen límites a la capacidad de carga de la llanta de rueda. Puesto que tanto el cubo de la rueda como también la base de la llanta deben fabricarse forzosamente del mismo material, por ejemplo deben producirse a partir de una trenza de fibras de carbono, tal llanta de rueda es inadecuada para determinados casos de aplicación, por ejemplo cuando el cubo de la rueda debe estar en conexión operativa con un disco de freno, que genera calor durante el funcionamiento de la rueda, que a trenza de fibras de carbono no puede disipar como mal conductor de calor. El documento JP401 103402 describe la unión de una base de llanta con un cubo de rueda por medio de una conformación de la base de la llanta. Pero esta conformación penetra en el interior del cubo de la rueda y no lo rodea. Por lo tanto, el problema de la invención es desarrollar un procedimiento para la fabricación de llantas de rueda del tipo mencionado al principio, de tal manera que las llantas de rueda se pueden fabricar variables en tamaño, forma y empleo de material, de acuerdo con el caso de aplicación respectivo y de modo que, a pesar del tipo de construcción ligera, se puede conseguir una posición de las fibras adaptada a la carga en la base de la llanta, en particular en la zona del cubo. De acuerdo con la invención, este problema se soluciona porque la manguera textil se pliega, para la formación de al menos dos capas de manguera, aproximadamente alrededor de la mitad de su longitud, porque en la zona de pliegue se forma una de las pestañas de la llanta, porque a continuación se introduce la manguera en el útil de moldeo y se fija, porque a continuación se introduce y se posiciona el cubo de la rueda en el útil de moldeo, de manera que en este caso se forma al menos una de las capas de la manguera, porque rodea la zona radial exterior del cubo de la rueda en unión positiva, porque la segunda pestaña de la llanta se forma a través del plegamiento de los extremos de la manguera en la dirección del cubo de la rueda y porque a continuación se cierra herméticamente el útil de moldeo. Con este procedimiento de acuerdo con la invención se consigue especialmente en la zona del cubo se pueda ejercer una influencia de forma selectiva sobre la capa de fibras adaptada a la carga. En este caso es ventajoso también que el cubo de la rueda y la base de la llanta con pestañas de la llanta se puedan 2 emplear como piezas separadas unas de las otras y se puedan unir entre sí de forma inseparable en la herramienta de consolidación. El cubo de la rueda puede estar configurado en este caso de forma totalmente diferente de acuerdo con el campo de aplicación, de manera que puede estar configurado en forma de disco o en forma de cono o puede tener una estructura configurada libremente desde el punto de vista estético. También el empleo de material se puede adaptar a las particularidades. De esta manera, se contemplan tanto materiales constituidos por materiales compuestos de fibras como también por materiales metálicos o bien cerámicos o por plásticos. De la misma manera es independiente del campo de aplicación moldear la manguera textil a partir de varias mangueras individuales insertadas entre sí. Desde el punto de vista tecnológico es ventajoso también que como se conoce a partir del estado publicado de la técnica- no es necesaria ninguna etapa de unión siguiente para la unión del cubo de la rueda y de la base de la llanta. La unión de las dos partes se realiza de forma integrada en el procedimiento. De acuerdo con una configuración preferida y ventajosa del procedimiento de acuerdo con la invención, antes y después de la inserción del cubo de la rueda se forma en cada caso a ambos lados un receso a través de al menos una de las capas de la manguera para abarcar en unión positiva la zona radial exterior del cubo de la rueda. Los recesos se conectan en el procedimiento de consolidación de forma inseparable con las zonas radiales exteriores de los cubos de la rueda, que presentan un borde cubo configurado en unión positiva hacia la base de la llanta. Los recesos o bien se pueden formar por una capa de manguera, de manera que la segunda capa de manguera pasa a través de la herramienta de consolidación y después de la formación de la segunda pestaña de manguera retorna al interior en la dirección de la llanta de la rueda y se forma un primer receso antes de la inserción del cubo de la rueda y se forma el segundo receso después del posicionamiento del cubo de la rueda en el interior de la herramienta de consolidación o ambas capas de la manguera forman del mismo modo los recesos y se conducen hacia delante para la formación de la segunda pestaña de la llanta y a través del plegamiento de los extremos de las capas de retorno en la dirección del cubo de la rueda. Allí se forma una zona de solape, que se adhiere y se funde a través del procedimiento de consolidación con las partes de las capas de manguera. De acuerdo con otro desarrollo preferido del procedimiento de acuerdo con la invención, antes de la inserción de las capas de la manguera textil en el útil de moldeo se introduce un elemento de refuerzo a partir de un material textil en la zona de los recesos a formar, que rodea las capas de manguera en esta zona. De esta manera, se pueden compensar los puntos débiles que se pueden productor a través de la interrupción del desarrollo continuo de las fibras de la manguera textil, que se pueden producir a través de los recesos. El desarrollo del procedimiento para la fabricación de las llantas de rueda de construcción ligera se puede realizar de este manera de forma más sencilla y economizadora de tiempo, cuando para la formación de las pestañas de la llanta y/o de los recesos se emplean elementos de apoyo para la fijación de la forma de la llanta de la rueda. Cuado las capas de manguera flexible para la formación de las pestañas de la llanta y/o de los recesos se pueden formar con la ayuda de un elemento de apoyo, la inserción de la manguera textil en el molde de consolidación es esencialmente más sencilla y menos complicada. Los elementos de apoyo permanecen en la base de la llanta y se conectan con ésta de forma inseparable. Para la realización del procedimiento de acuerdo con la invención está previsto que el útil de moldeo moldee la llanta de la rueda a través de ensanchamiento diferente de las capas de... [Seguir leyendo]
Reivindicaciones:
1.- Procedimiento para la fabricación de llantas de rueda a partir de manguera textil, en el que las llantas de rueda están constituidas al menos por una base de la llanta con dos pestañas de llanta conectados con ella y por un cubo de rueda y al menos la base de la llanta con las pestañas de llanta se forma a partir de la manguera textil y se consolida en una herramienta, caracterizado porque la manguera textil (2) se pliega, para la formación de al menos dos capas de manguera (3, 4), aproximadamente alrededor de la mitad de su longitud, porque en la zona de pliegue se forma una de las pestañas de la llanta (6), porque a continuación se introduce la manguera (2) en el útil de moldeo (11) y se fija, porque a continuación se introduce y se posiciona el cubo de la rueda (9) en el útil de moldeo (11), de manera que en este caso se forma al menos una de las capas de la manguera (3, 4), porque rodea la zona radial exterior del cubo de la rueda (9) en unión positiva, porque la segunda pestaña de la llanta (17) se forma a través del plegamiento de los extremos de la manguera en la dirección del cubo de la rueda (9) y porque a continuación se cierra herméticamente el útil de moldeo (11). 2.- Procedimiento para la fabricación de llantas de rueda de acuerdo con la reivindicación 1, caracterizado porque antes y después de la inserción del cubo de la rueda (9) se forma en cada caso un receso a través de al menos una de las capas de la manguera (3, 4) para abarcar en unión positiva la zona radial exterior del cubo de la rueda (9). 3.- Procedimiento para la fabricación de llantas de rueda de acuerdo con las reivindicaciones 1 y 2, caracterizado porque antes de la inserción de las capas de la manguera textil (3, 4) en el útil de moldeo (11) se introduce un elemento de refuerzo (12) a partir de un material textil en la zona de los recesos (7, 8) a formar, que rodea las capas de manguera (3, 4) en esta zona. 4.- Procedimiento para la fabricación de llantas de rueda de acuerdo con las reivindicaciones 1 a 3, caracterizado porque para la formación de las pestañas de la llanta (8, 17) y/o de los recesos (7, 8) se insertan elementos de apoyo (13, 14, 16, 18) para la fijación de la forma de la llanta de la rueda (1). 5.- Procedimiento de acuerdo con la reivindicación 1 y al menos una de las reivindicaciones 2 a 4, caracterizado porque el útil de moldeo (1) moldea la llanta de la rueda (1) a través de ensanchamiento diferente de las capas de manguera (3, 4) sobre su longitud axial durante el cierre del útil de moldeo (11) y/o a través de la configuración de las pestañas de la llanta (6, 17). 6.- Procedimiento de acuerdo con las reivindicaciones 1 a 5, caracterizado porque para la consolidación de la llanta de la rueda (1) se lleva a cabo una infiltración de la manguera textil (2) a través de la evacuación de la cavidad del molde y la alimentación siguiente de un sistema de resina de reacción. 7.- Procedimiento de acuerdo con las reivindicaciones 1 a 6, caracterizado porque el cubo de la rueda (9) está configurado de forma independiente de la base de la llanta (5) y se conecta de forma desprendible con la base de la llanta. 8.- Llanta de rueda, fabricada a partir de manguera textil, que está consolidada, que está constituida por al menos una base de llanta con dos pestañas de llanta dispuestas en ella y por un cubo de rueda, caracterizada porque la manguera textil (2) forma la llanta de la rueda (1) con la base de llanta (5) y pestañas de la llanta (6, 17) y el cubo de la rueda (9), que puede ser de geometría, forma y material opcionales, está rodeado y fijado en unión positiva en el interior de la base de la llanta (5) por la manguea textil (2) por medio de recesos (7, 8) formados durante la fabricación de la llanta de la rueda (1). 9.- Llanta de rueda de acuerdo con la reivindicación 8, caracterizada porque la manguera textil (2) está fabricada a partir de una trenza de materiales compuestos de fibras de carbono o a partir de un tejido arrollado, un género de punto o un género tricotado. 10.- Llanta de rueda de acuerdo con la reivindicación 8 y 9, caracterizada porque el cubo de la rueda (9) está conectado sobre su periferia exterior de forma inseparable con la base de la llanta (5). 11.- Llanta de rueda de acuerdo con la reivindicación 8 a 10, caracterizada porque en la zona del cubo de la rueda (9) está dispuesto un elemento de refuerzo textil (12), que rodea la forma exterior de la base de la llanta (5). 12.- Llanta de rueda de acuerdo con la reivindicación 8 a 11, caracterizada porque se insertan elementos de apoyo (13, 14, 16, 18) para la formación de las pestañas de la llanta (6, 17) y/o de los recesos (7, 8) en la base de la llanta (5). 13.- Llanta de rueda de acuerdo con la reivindicación 12, caracterizada porque los elementos de apoyo (13, 14, 16, 18) están configurados como elementos en forma de anillo o en forma de núcleo y están incrustados en la manguera textil (2). 7 8 9 11
Patentes similares o relacionadas:
Método y molde para la fabricación de piezas de material compuesto, del 15 de Abril de 2020, de AIRBUS OPERATIONS, S.L: Método para la fabricación de piezas de material compuesto, en el que al menos una primera pieza de material compuesto se une a una segunda […]
Proceso para la fabricación de productos de material compuesto empleando un molde con cojinetes, del 19 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Proceso para la fabricación de productos elaborados de materiales compuestos, caracterizado por comprender las siguientes fases operativas:
- la disposición de uno […]
Método y dispositivo para la fabricación de plástico reforzado con fibra, del 19 de Febrero de 2020, de TORAY INDUSTRIES, INC.: Un método de producción para un plástico reforzado con fibra, en el que una preforma hecha de un sustrato de fibra de refuerzo y que tiene una forma tridimensional y […]
Molde elaborado de un material compuesto y proceso para su fabricación, del 12 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Molde para la fabricación de productos elaborado de materiales compuestos, en donde el molde comprende al menos una porción funcional (24, […]
Componente compuesto de fibra, del 29 de Enero de 2020, de Sogefi HD Suspensions Germany GmbH: Un componente compuesto de fibra con al menos una sección de resorte y al menos una estructura de transferencia de fuerza , en el que el material compuesto de fibra […]
Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, y cuaderna, del 1 de Enero de 2020, de AIRBUS OPERATIONS, S.L: Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, comprendiendo el procedimiento las etapas de:
[…]
Procedimiento en molde abierto para un material compuesto de matriz de poliamida semicristalina reforzada con fibras, a partir de una composición precursora reactiva de prepolímero, del 1 de Enero de 2020, de ARKEMA FRANCE: Procedimiento de fabricación de un material compuesto termoplástico en molde abierto, comprendiendo dicho material fibras de refuerzo y una matriz […]
Método para la producción de un marco con forma de anillo, del 11 de Diciembre de 2019, de Conseil et Technique: Un método para fabricar un marco en forma de anillo hecho de material compuesto, que comprende al menos los siguientes pasos:
- deslizar al menos […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Componente compuesto de fibra, del 29 de Enero de 2020, de Sogefi HD Suspensions Germany GmbH: Un componente compuesto de fibra con al menos una sección de resorte y al menos una estructura de transferencia de fuerza , en el que el material compuesto de fibra […]
Componente compuesto de fibra, del 29 de Enero de 2020, de Sogefi HD Suspensions Germany GmbH: Un componente compuesto de fibra con al menos una sección de resorte y al menos una estructura de transferencia de fuerza , en el que el material compuesto de fibra […]