PROCEDIMIENTO PARA FABRICAR UNA SUPERFICIE DE COCCIÓN.
Procedimiento para fabricar una superficie de cocción.
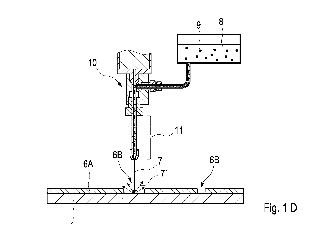
En un procedimiento para fabricar una superficie de cocción (18),
como por ejemplo, para una cocina de gas, una capa de barniz (6) aplicada sobre una placa (1) resistente al calor es eliminada mediante una corriente de fluido (7) en puntos (6B) predeterminados para configurar marcaciones.
Una superficie de cocción (18), en especial para una cocina de gas, presenta entonces una placa (1) resistente al calor, que está provista de una capa de barniz (6). La capa de barniz (6) está interrumpida en puntos (6B) predeterminados, en lo que las interrupciones (6B) están cortadas en la capa de barniz (6) mediante un chorro de agua (7).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200930169.
Solicitante: BSH ELECTRODOMESTICOS ESPAÑA S.A..
Nacionalidad solicitante: España.
Inventor/es: CARBALLO FERNANDEZ,ROBERTO, PELAYO ALONSO,CARLOS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F24C15/10 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F24 CALEFACCION; HORNILLAS; VENTILACION. › F24C ESTUFAS U HORNILLAS DE USO DOMESTICO (exclusivamente para combustibles sólidos F24B ); DETALLES DE LAS ESTUFAS U HORNILLAS DE USO DOMESTICO, DE APLICACION GENERAL. › F24C 15/00 Detalles. › Superficies, p. ej. placas calefactoras; Arandelas o anillos (tapas de cubierta o protectores contra salpicaduras F24C 15/12; bandejas de derrame o ranuras F24C 15/14).
- H05B3/74 ELECTRICIDAD. › H05 TECNICAS ELECTRICAS NO PREVISTAS EN OTRO LUGAR. › H05B CALEFACCION ELECTRICA; ALUMBRADO ELECTRICO NO PREVISTO EN OTRO LUGAR. › H05B 3/00 Calefacción por resistencia óhmica. › Placas no metálicas.
Fragmento de la descripción:
Procedimiento para fabricar una superficie de cocción.
La presente invención se refiere a un procedimiento para fabricar una superficie de cocción, como por ejemplo, para una cocina de gas, y a una superficie de cocción fabricada mediante el procedimiento.
Las superficies de cocción para cocinas o bandejas de cocción modernas, como por ejemplo, cocinas eléctricas, cocinas de gas, bandejas de cocción eléctricas, o bandejas de cocción a gas, son provistas a menudo de una placa como superficie de cocción, que está formada de vidrio, de material vidrioso o de material de vitrocerámica. También el vidrio duro es especialmente apropiado para la conformación de la superficie de cocción o bandeja de cocción. En las cocinas o bandejas de cocción accionadas eléctricamente, la placa utilizada como superficie de cocción está impresa por lo general con marcaciones, que indican los puntos de cocción particulares y representan, por ejemplo, denominaciones tipográficas del fabricante correspondiente. Siempre que se utilizan puntos de cocción a gas, las placas que conforman la superficie de cocción están provistas de aberturas, por medio de las cuales los quemadores de gas pueden ser fijados a la placa.
En un proceso de fabricación convencional de superficies de cocción para puntos de cocción a gas, por lo general, en primer lugar una placa de vidrio o vitrocerámica es provista de las aberturas o perforaciones, luego es sometida a un proceso de temple y, a continuación, le es estampada una pintura en parte en varios lugares que, por ejemplo, indiquen marcaciones para los puntos de cocción o el tipo de la cocina correspondiente. En esto, las superficies de cocción provistas de las marcaciones estampadas son puestas a disposición con frecuencia por fabricantes diferentes a las empresas que componen la propia cocina. Aunque la geometría de los puntos de cocción con sus perforaciones para la fijación de quemadores de gas o elementos de mando es a menudo igual, usualmente es necesario poner a disposición para cada tipo o cada marca con la que sea comercializada una superficie de cocción o una cocina correspondiente procedimientos de estampado y patrones cortados a medida por separado, de manera particular, para las marcaciones de la superficie de cocción. En especial en el caso de procedimientos de serigrafía convencionales, los modelos de estampado para las marcaciones sobre las superficies de cocción deben ser realizados y provistos de manera costosa. Todas estas desventajas hacen complejos y caros los procedimientos habituales para fabricar superficies de cocción.
Por lo tanto, una tarea de la presente invención es crear un procedimiento mejorado para fabricar una superficie de cocción, en especial con una configuración de marcaciones flexible.
Esta tarea se resuelve mediante un procedimiento según la reivindicación 1.
Por consiguiente, en un procedimiento para fabricar una superficie de cocción, como por ejemplo, una superficie de cocción para una cocina de gas, una capa de barniz aplicada sobre una placa resistente al calor es eliminada mediante una corriente de fluido en puntos predeterminados para configurar marcaciones.
Por lo tanto, un procedimiento de fabricación correspondiente comprende por lo general los pasos:
Poner a disposición una placa resistente al calor con una capa de barniz; eliminar la capa de barniz en puntos predeterminados mediante una corriente de fluido; y, opcionalmente, por ejemplo para crear aberturas para las fijaciones de los quemadores de gas o para elementos de mando, recortar aberturas en la placa, para configurar puntos de cocción.
El procedimiento propuesto tiene la ventaja de que las placas suministradas estandarizadas que estén provistas de una capa de barniz pueden ser utilizadas como base para la fabricación de superficies de cocción. Los puntos en los que mediante la corriente de fluido, a modo de ejemplo, un chorro de agua potente, es retirada la capa de barniz dan como resultado, por ejemplo, en caso de que se inspeccione la placa, áreas más luminosas o translúcidas, las cuales sirven como marcaciones. También se pueden llevar a cabo marcaciones de indicación para diferentes elementos de mando, que estén igualmente instalados junto a o sobre la superficie de cocción configurada. Las denominaciones tipográficas, las denominaciones de empresa o de fabricante, y las marcaciones para la posición de la batería de cocción son, por lo tanto, fáciles de colocar mediante el procedimiento propuesto. Es innecesario en especial tener a disposición diferentes modelos de estampado. Más bien, se pueden utilizar placas estándar en tamaños estándar que ya presenten, por ejemplo, una capa de barniz oscura.
Es posible utilizar un dispositivo de corte por chorro de agua para generar la corriente de fluido. Las máquinas cortadoras por chorro de agua son conocidas para separar materiales mediante un chorro de agua de alta presión. Por medio de la regulación de los parámetros del chorro de fluido correspondientes, como por ejemplo, la sección transversal del chorro, la velocidad de la corriente, o la distancia entre un inyector de salida del dispositivo de corte por chorro de agua y la capa de barniz aplicada sobre la placa resistente al calor, se puede predeterminar con precisión en qué puntos ha de eliminarse la capa de barniz sobre la placa resistente al calor. Es concebible emplear en ello una plantilla que sea superpuesta para proteger áreas de barniz que no hayan de ser eliminadas. Se puede utilizar también una plantilla correspondiente si, para configurar una superficie de cocción para cocinas de gas, se deben cortar aberturas para elementos de mando, botones o las llamas de gas presentes en el funcionamiento. Asimismo, es posible recorrer la placa, por ejemplo, por líneas, con un inyector, y activar el chorro de agua allí donde se desee una retirada del barniz. La forma y geometría de las marcaciones, o bien, de los puntos predeterminados, se puede entonces definir a modo de píxeles.
La capa de barniz es, opcionalmente, impresa, extendida o pulverizada sobre la placa resistente al calor durante el procedimiento de fabricación. Al suceder esto, la placa resistente al calor es preferiblemente provista por completo de la capa de barniz sobre una de sus superficies.
La corriente del fluido es ajustada en una variante del procedimiento de tal modo que material de placa sea erosionado parcialmente mediante la corriente de fluido también debajo de la capa de barniz a eliminar; es decir, también la superficie de la placa es raspada o retirada parcialmente a través de la corriente de fluido, como por ejemplo, un chorro de agua, que puede ser provisto adicionalmente de partículas abrasivas.
En otra variante, la corriente del fluido es ajustada de tal modo que por medio de la corriente de fluido no es erosionado material de placa alguno debajo de la capa de barniz a eliminar. Esto puede tener lugar mediante el ajuste de parámetros del chorro de fluido correspondientes. Entonces, es retirado exclusivamente el barniz respectivo sin afectar el material de placa.
Después de que esté descubierto un punto predeterminado para las marcaciones sobre la placa resistente al calor, sobre este punto se puede aplicar otra capa de barniz. De este modo, es posible, a modo de ejemplo, aplicar primero una capa de barniz oscuro sobre toda el área de la placa resistente al calor, a continuación, conformar las marcaciones mediante la corriente de fluido y, en estos puntos dejados al descubierto, aplicar otro barniz de color. Puesto que, por lo general, la capa de barniz está dispuesta sobre el lado inferior, en una cocina de gas, el lado opuesto al quemador, se puede realizar por consiguiente una decoración atrayente debajo de la superficie de vidrio reluciente, no tratada o únicamente pulida.
Como placas resistentes al calor se consideran en especial las placas de vidrio templado, o también las placas de vitrocerámica. La utilización de placas de vidrio, en especial de placas de vidrio duro, se ha mostrado ventajosa. El vidrio se puede producir de manera ventajosa incoloro, y estampar en cualquier color deseado. Igualmente, es posible la utilización de vidrio ya tintado. Así, las exigencias deseadas relativas al color pueden ser respetadas fácilmente por el fabricante o distribuidor de las superficies de cocción.
En principio, es posible poner en funcionamiento la corriente de fluido también con aire, esto es, un medio gaseiforme y partículas como arena, cuarzo o sustancias abrasivas similares.
Asimismo,...
Reivindicaciones:
1. Procedimiento para fabricar una superficie de cocción (18) , en especial para una cocina de gas, en el que una capa de barniz (6) aplicada sobre una placa (1) resistente al calor es eliminada mediante una corriente de fluido (7) en puntos (6B) predeterminados para configurar marcaciones.
2. Procedimiento según la reivindicación 1, caracterizado porque la corriente de fluido (7) presenta un líquido, en especial, agua.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque un dispositivo de corte por chorro de agua (10) es empleado para generar la corriente de fluido (7) .
4. Procedimiento según una de las reivindicaciones 1 -3, caracterizado porque una plantilla (16) es superpuesta para proteger áreas de barniz que no han de eliminarse.
5. Procedimiento según una de las reivindicaciones 1 -4, caracterizado porque la capa de barniz (6) es impresa, extendida o pulverizada sobre la placa (1) resistente al calor.
6. Procedimiento según una de las reivindicaciones 1 -5, caracterizado porque al menos una abertura (2-5, 13) es cortada en la placa (1) resistente al calor para configurar puntos de cocción.
7. Procedimiento según una de las reivindicaciones 1 -6, caracterizado porque la corriente de fluido (7) es ajustada de tal forma que material de placa es erosionado parcialmente mediante la corriente de fluido (7) debajo de la capa de barniz (17) a eliminar.
8. Procedimiento según una de las reivindicaciones 1 -6, caracterizado porque la corriente de fluido (7) es ajustada de tal forma que mediante la corriente de fluido (7) es erosionada exclusivamente la capa de barniz (6B) a eliminar, y el material de placa se conserva por completo.
9. Procedimiento según una de las reivindicaciones 1 -8, caracterizado porque al fluido (8) de la corriente de fluido (7) es añadido un material abrasivo, en especial, partículas (9) .
10. Procedimiento según una de las reivindicaciones 1 -9, caracterizado porque sobre al menos un punto (6B) predeterminado descubierto sobre la placa (1) resistente al calor es aplicada otra capa de barniz (12) .
11. Procedimiento según una de las reivindicaciones 1-10, donde la placa (1) resistente al calor es una placa de vidrio o una placa de vitrocerámica.
12. Procedimiento según una de las reivindicaciones 1-11, caracterizado porque la capa de barniz (6) es impermeable a la luz.
13. Superficie de cocción (18) , fabricada según un procedimiento según una de las reivindicaciones1-12.
14. Superficie de cocción (18) , en especial para una cocina de gas, con una placa (1) resistente al calor que presenta una capa de barniz (6) , la cual está interrumpida en puntos (6B) predeterminados, donde las interrupciones (6B) están cortadas en la capa de barniz (6) mediante un chorro de agua (7) .
15. Superficie de cocción (18) según la reivindicación 14, caracterizada porque la capa de barniz (6) está aplicada en un lado inferior (1A) de la placa (1) resistente al calor.
OFICINA ESPAÑOLA DE PATENTES Y MARCAS
Nº solicitud: 200930169
ESPAÑA
Fecha de presentación de la solicitud: 14.05.2009
Fecha de prioridad:
INFORME SOBRE EL ESTADO DE LA TECNICA
51 Int. Cl. : F24C15/10 (2006.01) H05B3/74 (2006.01)
DOCUMENTOS RELEVANTES
Categoría Documentos citados Reivindicaciones afectadas X US 2008190409 A1 (EUROKERA) 14.08.2008, párrafos [8-27], [40-67]; figura 1. 1-15 A GB 420837 A (VITROLITE COMPANY) 10.12.1934, página 1, línea 16 - página 3, línea 31. 1-15 A US 2003087106 A1 (SCHOTT GLAS) 08.05.2003, párrafos [7-66]. 1-15 A EP 1571888 A2 (CERAMASPEED LTD) 07.09.2005, párrafos [2-28]. 1-15 A US 2007117496 A1 (MARON PNINA) 24.05.2007, párrafos [12-61]. 1-15 A US 6299940 B1 (SCHOTT GLAS) 09.10.2001, columna 1, línea 10 - columna 3, línea 7. 1-15 Categoría de los documentos citados X: de particular relevancia Y: de particular relevancia combinado con otro/s de la misma categoría A: refleja el estado de la técnica O: referido a divulgación no escrita P: publicado entre la fecha de prioridad y la de presentación de la solicitud E: documento anterior, pero publicado después de la fecha de presentación de la solicitud El presente informe ha sido realizado • para todas las reivindicaciones • para las reivindicaciones nº : Fecha de realización del informe 03.05.2011 Examinador M. García González Página 1/4INFORME DEL ESTADO DE LA TÉCNICA
Nº de solicitud: 200930169
Documentación mínima buscada (sistema de clasificación seguido de los símbolos de clasificación) F24C, H05B Bases de datos electrónicas consultadas durante la búsqueda (nombre de la base de datos y, si es posible, términos de búsqueda utilizados) INVENES, EPODOC, WPI, TXT
Informe del Estado de la Técnica Página 2/4
OPINIÓN ESCRITA
Nº de solicitud: 200930169
Fecha de Realización de la Opinión Escrita: 03.05.2011
Declaración
Novedad (Art. 6.1 LP 11/1986) Reivindicaciones Reivindicaciones 1-15 SI NO Actividad inventiva (Art. 8.1 LP11/1986) Reivindicaciones Reivindicaciones 1-15 SI NOSe considera que la solicitud cumple con el requisito de aplicación industrial. Este requisito fue evaluado durante la fase de examen formal y técnico de la solicitud (Artículo 31.2 Ley 11/1986) .
Base de la Opinión.
La presente opinión se ha realizado sobre la base de la solicitud de patente tal y como se publica.
Informe del Estado de la Técnica Página 3/4
OPINIÓN ESCRITA
Nº de solicitud: 200930169
1. Documentos considerados.
A continuación se relacionan los documentos pertenecientes al estado de la técnica tomados en consideración para la realización de esta opinión.
Documento Número Publicación o Identificación Fecha Publicación D01 US 2008190409 A1 (EUROKERA)2. Declaración motivada según los artículos 29.6 y 29.7 del Reglamento de ejecución de la Ley 11/1986, de 20 de marzo, de Patentes sobre la novedad y la actividad inventiva; citas y explicaciones en apoyo de esta declaración El objeto de la invención es un procedimiento para fabricar una superficie de cocción en el que se configuran marcaciones en puntos determinados de una placa resistente al calor eliminando en dichos puntos mediante una corriente de fluido una capa de barniz previamente aplicada.
El documento D01 divulga un procedimiento para la fabricación de una superficie de cocción vitrocerámica sobre la que se aplica un recubrimiento impermeable a la luz en el lado que quedará en la parte inferior durante el funcionamiento y, a continuación, se elimina dicha capa en determinados puntos de manera que se crea un contraste entre las zonas con diferente espesor, lo que permite identificar visualmente las zonas de cocción y otros elementos decorativos. Este paso se puede realizar por métodos como ablación láser o pulido, entre otros. Por último, se aplica sobre las zonas descubiertas una segunda capa de recubrimiento que puede tener diferentes colores para contrastar con la anterior. Este documento también divulga la posibilidad de realizar cortes en dicha superficie vitrocerámica por chorro de agua (ver párrafos 8-27 .
4. 67, y figura 1)
Si bien el documento D01 no divulga explícitamente la eliminación de la capa de recubrimiento en determinados puntos de la placa empleando una corriente de fluido, tal como se recoge en la reivindicación 1 de la solicitud, es ampliamente conocido en el estado de la técnica la utilización de un chorro de agua con partículas abrasivas para la marcación de vidrio (ver documento D02) , por lo que el experto en la materia aplicaría esta técnica de marcación en el procedimiento divulgado en el documento D01 con expectativas razonables de éxito, con el objeto de marcar una superficie de vidrio mediante contraste entre zonas con diferentes espesores.
En consecuencia, las reivindicaciones 1-15 de la solicitud carecen de actividad inventiva a la luz de lo divulgado en el estado de la técnica. (Art. 8 LP)
Informe del Estado de la Técnica Página 4/4
Patentes similares o relacionadas:
Unidad de entrada de aparato electrodoméstico, en particular para un campo de cocción, del 24 de Junio de 2020, de BSH HAUSGERÁTE GMBH: Unidad de entrada de aparato electrodoméstico, en particular para un campo de cocción (10a, 10b), con al menos una unidad de elementos de mando (12a, […]
Un aparato de cocción de vitrocerámica y un procedimiento relacionado con un control de limitación de temperatura para evitar la ignición del aceite de cocina, del 15 de Abril de 2020, de Zhejiang Jiu Kang Electric Appliances Co., Ltd: Un aparato de cocción de vitrocerámica que comprende al menos: una superficie de vitrocerámica para soportar y calentar recipientes de cocción; […]
 Dispositivo de calentamiento y método para la fabricación de un dispositivo de calentamiento, del 25 de Marzo de 2020, de E.G.O. ELEKTRO-GERATEBAU GMBH: Dispositivo de calentamiento por radiación para una encimera de cocción , con:
- un soporte superficial con un lado superior de soporte,
- al […]
Dispositivo de calentamiento y método para la fabricación de un dispositivo de calentamiento, del 25 de Marzo de 2020, de E.G.O. ELEKTRO-GERATEBAU GMBH: Dispositivo de calentamiento por radiación para una encimera de cocción , con:
- un soporte superficial con un lado superior de soporte,
- al […]
Dispositivo de campo de cocción, del 18 de Marzo de 2020, de BSH HAUSGERÁTE GMBH: Dispositivo de campo de cocción, en particular, dispositivo de campo de cocción por inducción, con al menos un elemento de calentamiento (12a-b) que está previsto para […]
Superficie de cocción transparente, teñida, con capacidad de indicación de color mejorada y procedimiento para la producción de tal superficie de cocción, del 27 de Noviembre de 2019, de SCHOTT AG: Superficie de cocción transparente, teñida, con capacidad de indicación de color mejorada, constituida por una vitrocerámica con cristales mixtos de alto cuarzo como fase […]
Encimera de cocción, del 6 de Noviembre de 2019, de E.G.O. ELEKTRO-GERATEBAU GMBH: Encimera de cocción con una placa de encimera de cocción y con al menos un dispositivo de calentamiento dispuesto debajo, que presenta: - una placa […]
DISPOSITIVO DE CAMPO DE COCCIÓN, del 11 de Julio de 2019, de BSH ELECTRODOMESTICOS ESPAÑA S.A.: Dispositivo de campo de cocción. Con el fin de proporcionar un dispositivo de campo de cocción genérico con mejores propiedades en cuanto al calentamiento de […]
Placa de vitrocerámica transparente o traslúcida y su procedimiento de fabricación, del 19 de Junio de 2019, de EUROKERA S.N.C.: Placa de vitrocerámica (1, 1', 1''), transparente o traslúcida, destinada, por ejemplo, a cubrir o recibir al menos un elemento de calentamiento, en […]