PROCEDIMIENTO PARA FABRICAR UNA PLACA LAMINADA DE VIDRIO Y ALABASTRO Y PRODUCTO OBTENIDO.
Procedimiento para fabricar una placa laminada de vidrio y alabastro y producto obtenido.
Comprende una serie de etapas para conseguir obtener placas laminadas de vidrio y alabastro manteniendo este último todas sus propiedades estructurales después de obtener las citadas placas.
En una primera etapa se seca el alabastro (3) para eliminar la humedad.
En etapas posteriores se preparan las piezas de alabastro (3) y cuerpos laminares de vidrio (1-2) con interposición de láminas de plástico de unión (5).
Ese conjunto se introduce dentro de un horno (8) a una temperatura menor de 100º C fundiéndose la lámina de plástico (5) para conseguir la unión, manteniendo el alabastro al final todas sus propiedades sin verse dañado. La temperatura máxima dentro del horno será tal que no afecte a la estructura del alabastro.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200930589.
Solicitante: CRISTALERIAS MARIANO PEREANTON S.A.
Nacionalidad solicitante: España.
Inventor/es: ALFONSO FERNANDEZ,ENRIQUE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B17/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 17/00 Productos estratificados compuestos esencialmente de una hoja de vidrio o de fibras de vidrio, de escoria o una sustancia similar. › que tiene vidrio como único componente o como componente principal de una capa adyacente a otra capa de una sustancia específica.
- C03C27/00 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03C COMPOSICIÓN QUÍMICA DE LOS VIDRIOS, VIDRIADOS O ESMALTES VÍTREOS; TRATAMIENTO DE LA SUPERFICIE DEL VIDRIO; TRATAMIENTO DE LA SUPERFICIE DE FIBRAS O FILAMENTOS DE VIDRIO, SUSTANCIAS INORGÁNICAS O ESCORIAS; UNIÓN DE VIDRIO A VIDRIO O A OTROS MATERIALES. › Unión de piezas de vidrio a piezas de otros materiales inorgánicos; Unión de vidrio a vidrio por procedimientos diferentes a la fusión (C03C 17/00 tiene prioridad; composiciones de sellado por fusión C03C 8/24; cristal con alambre C03B; unión de vidrio a cerámica C04).
- E04F13/14 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04F TRABAJOS DE ACABADO DEL EDIFICIO, p. ej. ESCALERAS, REVESTIMIENTOS DE SUELOS (ventanas, puertas E06B). › E04F 13/00 Revestimientos o recubrimientos, p. ej. para muros o techos (revestimientos de suelos E04F 15/00; decoración de superficies, mosaicos B44, p. ej. colocación de papeles pintados B44C 7/00; hechos de tela, p. ej. en tejido, en papel pintado, D03D, D04G, D04H, D06N, D21H; estructuras de los techos E04B 9/00; techados o cubiertas análogas estancos al agua que protegen de las precipitaciones E04D). › de piedra o material análogo, p. ej. cerámica; de vidrio.
Fragmento de la descripción:
Con el fin de alcanzar los objetivos y evitar los in-
Procedimiento para fabricar una placa laminada de vidrio y alabastro y producto obtenido. Objeto de la invención
La presente invención, según se expresa en el enunciado de esta memoria descriptiva, se refiere a un procedimiento para fabricar una placa laminada de vidrio y alabastro y producto obtenido.
Los materiales de vidrio y alabastro se unen entre sí mediante una lámina de plástico, esencialmente material EVA, introduciendo el conjunto dentro de un horno durante un tiempo con unos característicos márgenes de temperatura menores de 100ºC, ya que el alabastro es un material delicado que no soporta temperaturas próximas a los 100ºC y sobre todo temperaturas superiores a esos 100ºC.
Por lo tanto, la novedad de la invención se centra esencialmente en el hecho de unir ambos materiales (vidrio y alabastro) con una lámina de material plástico a una temperatura menor de 100ºC.
Otra novedad de la invención es que el producto obtenido consiste básicamente en unas placas compuestas.
En una primera realización las placas compuestas comprenden un solo cuerpo laminar de vidrio y una capa de alabastro.
En una segunda realización las placas compuestas comprenden una capa de alabastro y dos cuerpos laminares de vidrio unidos a ambas caras de la capa de alabastro con interposición de las láminas de material plástico, incorporándose en este caso un característico cierre perimetral de la placa compuesta obtenida.
Así pues, el objetivo de la invención es un procedimiento para obtener una placa laminada de vidrio y alabastro unidos mediante láminas de plástico que se fundirán dentro del horno, y el producto obtenido. Antecedentes de la invención En la actualidad es conocido el vidrio laminado que comprende básicamente dos o más cuerpos laminares entre los que se intercalan láminas de material plástico, tal como EVA, introduciendo el conjunto dentro de una bolsa elástica al vacío y posteriormente se introduce esa bolsa elástica manteniendo el vacío dentro de un horno con una temperatura superior a los 100ºC durante un tiempo predeterminado a fin de conseguir la unión correcta entre los cuerpos laminares de vidrio, constituyendo las láminas de plástico el elemento de unión entre esos cuerpos laminares de vidrio, de manera que dichas láminas de plástico se fundirá para unir ambos cuerpos laminares de vidrio.
En otros casos, los cuerpos laminares a unir mediante láminas de plástico comprenden un cuerpo laminar de vidrio y una placa de granito, por ejemplo, realizándose el proceso de la misma forma que el descrito anteriormente, con la salvedad de variar quizás la temperatura y los tiempos dentro del horno si fuera necesario, siendo preciso siempre alcanzar temperaturas muy por encima de los 100ºC dentro del horno para conseguir una unión correcta.
En otros casos, cuando se trata de unir cuerpos laminares de vidrio y alabastro con las láminas de plástico citadas, surge el problema de que el alabastro al someterlo a temperaturas superiores o próximas a los 100ºC se destruye y no es posible por tanto obtener el producto deseado.
convenientes mencionados en los apartados anteriores, la invención propone un procedimiento para fabricar una placa laminada de vidrio y alabastro y producto obtenido.
El procedimiento comprende una serie de etapas que permiten obtener placas laminadas de vidrio y alabastro sin que éste se deteriore, manteniendo el alabastro todas sus propiedades después de unirse con el vidrio.
El producto obtenido comprende una placa compuesta según dos realizaciones principales.
En una de ellas, es una placa compuesta que cuenta con un cuerpo laminar de vidrio y una capa de alabastro, unidas ambas por sus caras enfrentadas a través de al menos una lámina de plástico.
En una segunda realización, la placa compuesta comprende una capa de alabastro y dos cuerpos laminares de vidrio que se solidarizan a la capa de alabastro en correspondencia con sus caras con ayuda de las láminas de plástico citadas.
En esta segunda realización, la placa compuesta incorpora además una canalización perimetral limitada por el canto de la capa de alabastro y unos tabiquillos perimetrales de los cuerpos laminares de vidrio, canalización perimetral originada como consecuencia de que tales cuerpos laminares de vidrio poseen una superficie plantar ligeramente mayor que la superficie plantar de la capa de alabastro, rellenándose dicha canalización perimetral mediante un material impermeable y aislante.
La capa de alabastro puede comprender una sola pieza o varias, mostrándose en este segundo caso un mayor atractivo estético al presentar el producto obtenido un diseño a modo de mosaico, cuyas piezas tienen bordes complementarios que pueden ser curvos, rectos o combinación de ambos, aunque normalmente suelen ser rectos y las piezas suelen presentar una forma cuadrangular.
Una vez descrito el producto obtenido, a continuación pasamos a describir el procedimiento de fabricación para su obtención.
En primer lugar se somete la pieza o piezas de alabastro a un proceso de secado para eliminar la humedad y hacer posible la unión posterior con el vidrio, utilizando las láminas de material plástico, ya que el alabastro es un material que absorbe fácilmente la humedad y si ésta no se elimina no seria posible la unión con el vidrio mediante esas láminas de material plástico.
En segundo lugar, sobre una plataforma horizontal se coloca al menos un cuerpo laminar de vidrio y la capa de alabastro ya seco con interposición de al menos una lámina de plástico.
Esa plataforma horizontal se coloca previamente en el interior de una bolsa elástica que después se cerrará herméticamente para someter al conjunto a un proceso de vacío manteniendo éste durante un tiempo a fin de extraer todo el aire interior de la bolsa.
Después se introduce la bolsa elástica dentro de un horno manteniendo el vacío y calentando el horno hasta una temperatura menor de los 100ºC, y más concretamente entre una temperatura mínima de unos 60ºC y una temperatura máxima de unos 95ºC durante un tiempo de calentamiento durante el cual se seguirá manteniendo el vacío dentro de la bolsa elástica.
Transcurrido ese tiempo de calentamiento se extrae la bolsa elástica con su contenido dejando enfriar el conjunto a una temperatura ambiente manteniendo el vacío.
En una fase posterior, cuando la temperatura dentro de la bolsa elástica no supera aproximadamente los 40ºC se interrumpe el vacío y se abre la bolsa elástica.
A continuación se elimina el material de lámina de plástico sobrante que ha rebosado perimetralmente debido a las uniones entre la capa de alabastro y el cuerpo o cuerpos de vidrio laminares.
Cuando las placas compuestas incorporan el canal perimetral, éste se rellenará con el material de relleno impermeable.
A continuación para facilitar una mejor comprensión de esta memoria descriptiva y formando parte integrante de la misma se acompañan unas figuras en las que con carácter ilustrativo y no limitativo se ha representado el objeto de la invención. Breve descripción de los dibujos
Figura 1. Muestra una vista en perspectiva explosionada de los elementos que componen una placa obtenida mediante el procedimiento para fabricar un producto laminado de vidrio y alabastro, objeto de la invención. La placa obtenida comprende básicamente al menos un cuerpo laminar de vidrio y una capa de alabastro, unidos ambos mediante al menos una lámina de material plástico que se licua dentro de un horno para hacer posible la unión.
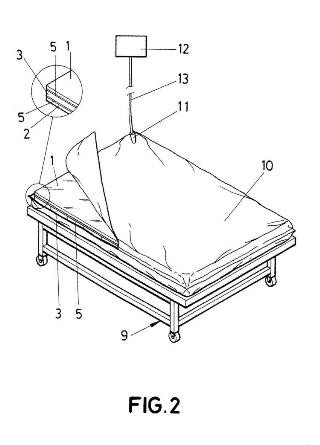
Figura 2. Muestra otra vista similar a la anterior.
Figura 3. Muestra una vista en perspectiva de un carro móvil que soporta una bolsa elástica, en cuyo interior se ubican los elementos que componen la placa compuesta para introducir el conjunto dentro del horno.
Figura 4. Muestra una vista en alzado donde se muestra el conjunto del carro con la bolsa elástica y su contenido dentro del horno.
Figura 5. Muestra una vista del producto obtenido con una pequeña rebaba procedente de la lámina o láminas de plástico después de su licuado dentro del horno.
Figura 6. Muestra otra vista similar a la anterior en la que el producto obtenido comprende una placa formada por una...
Reivindicaciones:
1. Procedimiento para fabricar una placa laminada de vidrio y alabastro, que estando destinado para obtener placas laminadas que incluyen una capa de alabastro de bases planas y al menos un cuerpo laminar de vidrio, unido éste a la capa de alabastro citada, se caracteriza porque comprende las siguientes etapas:
- Una primera etapa en la que las piezas de alabastro (3) se someten a un proceso de secado para eliminar la humedad;
- una segunda etapa en la que dentro de una bolsa elástica (10) se dispone una capa de alabastro (3) que comprende al menos una pieza de alabastro, y al menos un cuerpo laminar de vidrio, intercalándose previamente entre la capa de alabastro (3) y el cuerpo o cuerpos laminares de vidrio al menos una lámina de material plástico de unión (5) , asentando el conjunto sobre una superficie plana dentro de la bolsa elástica
(10) dispuesta sobre un carro móvil (9) ;
- una tercera etapa en la que se cierra herméticamente la bolsa elástica (10) sometiendo el conjunto a un proceso de vacío durante un tiempo;
- una cuarta etapa en la que el carro móvil (9) y bolsa elástica (10) con su contenido se introduce dentro de un horno (8) manteniendo el vacío y calentando el horno a una temperatura por debajo de los 100ºC durante un tiempo que puede oscilar entre los 90 y 140 minutos;
- una quinta etapa en la que se extrae el carro móvil (9) junto con la bolsa elástica (10) y su contenido del interior del horno (8) dejando enfriar el conjunto a una temperatura ambiente manteniendo el vacío;
- una sexta etapa en la que cuando la temperatura dentro de la bolsa elástica (10) no supera una temperatura en torno a los 40ºC se interrumpe el vacío de la bolsa elástica (10) y se abre la misma;
- una séptima etapa en la que se elimina el material sobrante (5') de la lámina o láminas de plástico de unión (5) que rebosa perimetralmente debido a las uniones entre la capa de alabastro (3) y el cuerpo o cuerpos laminares de vidrio.
2. Procedimiento para fabricar una placa laminada de vidrio y alabastro, según la reivindicación 1, caracterizado porque la placa compuesta a obtener (4) comprende un cuerpo laminar de vidrio (1) y una capa de alabastro (3) que asienta sobre una superficie plana de la bolsa elástica (10) consistente en una plataforma horizontal (1') , mientras que el cuerpo laminar de vidrio (1) apoya sobre la cara libre de la capa de alabastro (3) con interposición de al menos una lámina de material plástico de unión (5) .
3. Procedimiento para fabricar una placa laminada de vidrio y alabastro, según la reivindicación 1, caracterizado porque la placa a obtener comprende una capa de alabastro (3) y dos cuerpos laminares de vidrio (1-2) , disponiéndose ambos en correspondencia con las dos caras de la capa de alabastro (3) , con interposición de las láminas de material plástico de unión (5) .
4. Procedimiento para fabricar una placa laminada de vidrio y alabastro, según una cualquiera de las reivindicaciones anteriores, caracterizado porque la temperatura dentro del horno (8) de la etapa cuarta oscila entre una temperatura máxima de 95ºC y una temperatura mínima de unos 60ºC.
5. Procedimiento para fabricar una placa laminada de vidrio y alabastro, según una cualquiera de las
reivindicaciones anteriores, caracterizado porque la temperatura dentro del horno (8) de la etapa cuarta oscila entre 74ºC y 85ºC durante un tiempo aproximado de unos 120 minutos.
6. Procedimiento para fabricar una placa laminada de vidrio y alabastro, según una cualquiera de las reivindicaciones anteriores, caracterizado porque el proceso de secado de las piezas de alabastro (3) se realiza dentro del horno (8) por convención de aire a una temperatura de unos 40ºC durante aproximadamente un tiempo de 30 minutos, estando dichas piezas de alabastro (3) separadas unas de otras.
7. Procedimiento para fabricar una placa laminada de vidrio y alabastro, según una cualquiera de las reivindicaciones anteriores, caracterizado porque el proceso de vacío de la tercera etapa ronda aproximadamente los 20 minutos.
8. Procedimiento para fabricar una placa laminada de vidrio y alabastro, según la reivindicación 2, caracterizado porque la placa obtenida (4) comprende una capa de alabastro (3) y un cuerpo laminar de vidrio (1) cuyos bordes están enrasados perimetralmente.
9. Procedimiento para fabricar una placa laminada de vidrio y alabastro, según la reivindicación 3, caracterizado porque la placa obtenida (4') incluye una canalización perimetral (6) delimitada por un fondo correspondiente con el canto de la capa de alabastro
(3) y unos tabiquillos perimetrales de los cuerpos laminares de vidrio (1-2) que poseen una mayor superficie plantar que la citada capa de alabastro (3) , rellenándose dicha canalización perimetral (6) mediante un material aislante e impermeable (7) en una octava etapa.
10. Procedimiento para fabricar una placa laminada de vidrio y alabastro, según la reivindicación 9, caracterizado porque el material aislante (6) es una silicona estructural que enrasa con los bordes libres de los dos cuerpos laminares de vidrio (1-2) .
11. Procedimiento para fabricar una placa laminada de vidrio y alabastro, según una cualquiera de las reivindicaciones anteriores, caracterizado porque las láminas de material plástico (5) comprenden un material EVA.
12. Producto obtenido con el procedimiento, según la reivindicación 1, caracterizado porque comprende una placa (4) determinada por un cuerpo laminar de vidrio (1) y una capa de alabastro (3) , estando ésta y dicho cuerpo laminar de vidrio (1) unidos mediante al menos una lámina de plástico de material EVA (5) , estando enrasados por sus bordes perimetrales.
13. Producto obtenido con el procedimiento, según la reivindicación 12, caracterizado porque la capa de alabastro (3) comprende una única pieza.
14. Producto obtenido con el procedimiento, según la reivindicación 12, caracterizado porque la capa de alabastro (3) comprende varias piezas a modo de mosaico.
15. Producto obtenido con el procedimiento, según la reivindicación 1, caracterizado porque comprende una placa (4') determinada por una capa de alabastro (3) y dos cuerpos laminares de vidrio (12) que se unen a la capa de alabastro (3) en correspondencia con sus caras mediante láminas de material EVA (5) .
16. Producto obtenido con el procedimiento, según la reivindicación 15, caracterizado porque los
bordes perimetrales de la capa de alabastro (3) y cuerpos laminares de vidrio (1-2) están enrasados.
17. Producto obtenido con el procedimiento, según la reivindicación 15, caracterizado porque la placa obtenida (4') incluye una canalización perimetral (6) delimitada por un fondo correspondiente con el canto de la capa de alabastro (3) y unos tabiquillos perimetrales de los cuerpos laminares de vidrio (1-2) que poseen una mayor superficie plantar que la citada capa de alabastro (3) , rellenándose dicha canalización perimetral (6) mediante un material de silicona estructural (7) .
18. Producto obtenido con el procedimiento, según una cualquiera de las reivindicaciones 15 a 17, caracterizado porque la capa de alabastro (3) comprende una única pieza.
19. Producto obtenido con el procedimiento, según una cualquiera de las reivindicaciones 15 a 17, caracterizado porque la capa de alabastro (3) comprende varias piezas a modo de mosaico.
Patentes similares o relacionadas:
CERRAMIENTO ARQUITECTÓNICO COMPUESTO POR UN ELEMENTO ESTRUCTURAL Y UNA LÁMINA FLEXIBLE DE LADRILLOS MEJORADA, del 18 de Junio de 2020, de Flexbrick, S.L: Cerramiento arquitectónico que comprende una pluralidad de varillas flexibles entretejidas formando una retícula de primeras varillas […]
Loseta de aislamiento y método para su fabricación, del 12 de Febrero de 2020, de Finnfoam Oy: Una loseta de aislamiento que comprende una primera superficie plana, una segunda superficie plana y superficies laterales que definen las superficies, y loseta […]
Baldosa cerámica iluminada y procedimiento para la fabricación, del 15 de Enero de 2020, de Hofer, Robert: Baldosa cerámica iluminada , que comprende una o varias fuentes de luz , cuya luz generada se puede ver en un lado visible de la baldosa cerámica, donde […]
Anclaje de expansión para placas finas, del 13 de Noviembre de 2019, de FISCHERWERKE GMBH & CO. KG: Anclaje de expansión para su anclaje en un agujero ciego destalonado, especialmente para su anclaje en una placa fina , y el anclaje de expansión […]
Sistema de revestimiento de fachada, del 2 de Octubre de 2019, de FRADERA PELLICER,CARLOS: Sistema de revestimiento de fachada, que comprende: - unos perfiles de soporte que se fijan a una estructura de fachada , dispuestos en posición […]
SISTEMA ECOCIBERNÉTICO SOSTENIBLE PARA EDIFICIOS, del 25 de Septiembre de 2019, de DE URRUTIA RAMIRES, Orlando: El sistema ecocibernético sostenible para edificios, concretamente para fachadas de edificios, muros vegetales y otros espacios de la construcción, […]
Sistema de aislamiento exterior de edificios, del 14 de Agosto de 2019, de SAINT-GOBAIN ISOVER: Sistema de aislamiento exterior de edificios, que comprende - un aislante - recubierto por placas de paramento caracterizado porque entre […]
SISTEMA Y MÉTODO PARA EL CONTROL DE FABRICACIÓN DE UN ELEMENTO CERÁMICO, del 11 de Julio de 2019, de ASOCIACION DE INVESTIGACION DE LAS INDUSTRIAS CERAMICAS A.I.C.E.: La presente invención se refiere a un método y un sistema para el control de fabricación de un elemento cerámico en una línea de producción que comprende: unos medios […]