Procedimiento para fabricar artículos de vidrio, en particular de cuerpos de cierre de vidrio, así como un dispositivo, instalación y su utilización.
Procedimiento para fabricar artículos de vidrio, especialmente cuerpos de cierre de vidrio,
como por ejemplotapones de vidrio, en el cual se realiza el siguiente paso:
a) Llenado de una unidad de porción de vidrio líquido o pastoso en un molde negativo (10) de un artículo afabricar;
caracterizado porque
además se realizan los siguientes pasos:
b) Aplicación de vacío al molde negativo (10) por un espacio de tiempo que es suficiente para que el vidriolíquido o pastoso sea aspirado en el molde negativo (10) y en una instalación de precisión adecuada sea conformado con
las paredes del molde negativo (10), y
tratamiento térmico de una superficie exterior del vidrio que se encuentra en el molde negativo (10);
c) Enfriamiento y desmoldeo del artículo de vidrio moldeado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/011465.
Solicitante: FULLER GLASTECHNOLOGIE VERTRIEBS-GMBH.
Nacionalidad solicitante: Alemania.
Dirección: INDUSTRIESTRASSE 1 94518 SPIEGELAU ALEMANIA.
Inventor/es: FÜLLER,HERMANN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C03B11/07 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03B FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA; PROCESOS SUPLEMENTARIOS EN LA FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA (tratamiento de la superficie C03C). › C03B 11/00 Prensado del vidrio. › Moldes aspirantes.
- C03B11/12 C03B 11/00 […] › Enfriamiento, calefacción o aislamiento del inmersor, del molde o de la prensa de vidrio (C03B 9/38 tiene prioridad).
- C03B19/02 C03B […] › C03B 19/00 Otros métodos de modelado del vidrio (fabricación de fragmentos, fibras o filamentos obtenidos a partir de vidrio, sustancias inorgánicas o escorias reblandecidas C03B 37/00). › por colada.
PDF original: ES-2389448_T3.pdf
Fragmento de la descripción:
Procedimiento para fabricar artículos de vidrio, en particular de cuerpos de cierre de vidrio, así como un dispositivo, instalación y su utilización
El invento se refiere a un procedimiento para fabricar artículos de vidrio, a un dispositivo para fabricar artículos de vidrio, así como a una instalación para la fabricación de artículos de vidrio y al empleo de un dispositivo y/o una instalación antes mencionados según el preámbulo de una de las reivindicaciones 1, 9, 13 y 15.
La fabricación de artículos de vidrio, en particular de cuerpos de cierre de vidrio, como por ejemplo tapones de vidrio, que son conocidos para cerrar botellas, se realiza usualmente por medio de un denominado procedimiento de inyección, en el cual en un molde de fundición cerrado desde cuyo lado inferior o superior es inyectado material de vidrio líquido, que llena el espacio hueco del molde. Tras un enfriamiento y solidificación el ramal de vidrio solidificado debe ser separado en el lado de la alimentación. Se ha mostrado desventajoso en este procedimiento que por una parte la zona de corte, en la cual el tapón de vidrio ha sido separado del ramal de vidrio, tras el conformado todavía tiene que ser esmerilada y pulida. Además de esto, se produce en este tipo de fabricación vidrio residual, que tiene que ser eliminado o alimentado a una reutilización. En eso el procedimiento de inyección para la fabricación de artículos de vidrio es técnicamente complicado y por lo tanto caro.
Otra posibilidad para la fabricación de tapones de vidrio provistos de una parte de cabeza para el cierre de botellas de vino está descrita en el documento DE 103 20 345 A1. Allí el vidrio fundido es llenado y presionado en un molde negativo de un tapón a fabricar, estando previsto un punzón de prensado desplazable axialmente para la configuración de una cavidad compensadora de tolerancias en la parte de cabeza del tapón. El procedimiento allí descrito es entre otras cosas por eso muy complicado, puesto que el punzón de prensado desplazable axialmente para la fabricación de un tapón tiene que ser posicionado exactamente sobre la parte de cabeza del tapón. Luego es necesario que el punzón de prensado actúe con una presión definida sobre la parte de cabeza del tapón, de manera que las tolerancias existentes que se encuentran allí en el molde puedan ser compensadas por la presión ejercida por el punzón de prensado. Luego el punzón de prensado tiene que ser retirado de la cavidad prensada en la parte de cabeza del tapón. Los tapones de vidrio fabricados de este modo por lo tanto siempre presentan de forma desventajosa una cavidad en su parte de cabeza. Además de esto debido al necesario proceso de prensado y con ello a la necesidad de tiempo que le acompaña su fabricación requiere mucho tiempo. Otro inconveniente además de esto consiste en que tanto el molde negativo de allí como el punzón de prensado tienen que ser limpiados regularmente, puesto que por la necesaria presión de templado es de temer que tanto en el punzón de prensado como en el molde negativo queden residuos de vidrio.
Otros procedimientos, así como un dispositivo para la fabricación de vidrio moldeado, están descritos además en las publicaciones FR 622 005, GB 1 342 412 y EP 1 391 433, en lo cual la susodicha publicación francesa describe un procedimiento para moldear artículos de vidrio, en el cual se emplea sobrepresión para introducir vidrio en un molde. En cambio el documento GB 1 342 412 describe un dispositivo de moldeo para fabricar piezas en bruto de vidrio sólidas en forma de disco, en el cual el artículo de vidrio fabricado es retirado del molde por medio de sobrepresión. El documento EP 1 391 433 A2 describe además un procedimiento para el moldeado de vidrio o cerámica de vidrio, en el cual es fabricada por colada una cerámica de vidrio a partir de un vidrio inicial, que mediante un tratamiento térmico es transformado en una cerámica de vidrio-keatita con en su mayor parte fase cristalina mixta de keatita. Con este molde de cerámica de vidriokeatita por un proceso de reducción a partir de piezas en bruto bajo la influencia de la fuerza de gravedad a una temperatura por encima de la temperatura de transformación de la pieza en bruto pueden fabricarse cuerpos de moldeo.
Además de esto el documento DE 100 20 396 A1 describe un procedimiento y un dispositivo para fabricar un tapón de cierre de vidrio para cierres de abrazadera de botellas mediante carga de una cantidad de material de vidrio en un molde por vacío, en lo que el procedimiento de allí comprende un enfriamiento de la cantidad de vidrio con un punzón refrigerante, que es aplicado sobre la superficie libre de la cantidad y se emplea para el transporte de calor fuera de la cantidad de vidrio cargada en el molde. Este procedimiento presenta sin embargo un inconveniente esencial, que está motivado por el antes descrito enfriamiento de ka cantidad de vidrio. Así un enfriamiento semejante de la cantidad de vidrio lleva forzosamente a procesos de contracción incontrolados de la cantidad de vidrio y, debido a la forma de procedimiento y dispositivo de allí, incontrolables en el molde de allí, puesto que el vidrio en la zona del contacto con el punzón de refrigeración se enfría muy rápidamente y acto seguido se solidifica en esta zona, mientras que las restantes superficies de la cantidad de vidrio continúan estando líquidas. Puesto que la cantidad de vidrio caliente en el curso del enfriamiento experimenta una disminución de volumen, pero una parte de la cantidad de vidrio debido a la acción del punzón de refrigeración ya está solidificada, la disminución de volumen repercute sobre la superficie de vidrio que permanece líquida, llevando esta repercusión a procesos de contracción incontrolados y a defectos superficiales resultantes de ello.
Sirve de base al invento el problema de poner a disposición un procedimiento así como un dispositivo y una instalación, por medio del cual, o de los cuales se proporcione una posibilidad eficiente en costes para la fabricación de artículos de vidrio de diferente forma y geometría, o respectivamente configuración superficial, en particular tapones de vidrio y que además de esto posibilite evitar los inconvenientes arriba citados.
Este problema es solucionado según el invento por un procedimiento según la reivindicación 1, un dispositivo según la reivindicación 9, una instalación según la reivindicación 13 así como por el empleo de un dispositivo y/o una instalación como los antes mencionados, según la reivindicación 15.
En particular el problema es solucionado por un procedimiento para fabricar artículos de vidrio, especialmente tapas de cierre de vidrio, como por ejemplo tapones de vidrio, en el cual se realizan los siguientes pasos:
a) Llenado de una unidad de porción de vidrio líquido o pastoso en un molde negativo de un artículo a fabricar;
b) Aplicación de vacío al molde negativo por un espacio de tiempo que es suficiente para que el vidrio líquido o
pastoso sea aspirado en el molde negativo y en una instalación de precisión adecuada sea conformado con las
paredes del molde negativo;
c) Enfriamiento y desmoldeo del artículo de vidrio moldeado.
Un punto esencial del invento consiste en que el vidrio, que puede estar en forma muy líquida o pastosa, sólo por su propio peso y por la aplicación de vacío en el molde negativo es casi "aspirado" en éste y conformado en una instalación de precisión adecuada con las paredes del molde negativo. Puesto que dentro del molde negativo completo existe un vacío uniforme, el llenado del molde del vidrio líquido o pastoso se efectúa uniformemente en el molde negativo completo, sin que dentro del vidrio, debido a un ejercicio puntual de fuerzas, como por ejemplo sería el caso empleando un punzón de prensado, se produzcan tensiones.
El vidrio más bien, debido a la falta de una fuerza que actúa puntualmente, bajo la influencia del vacío activo puede desplegarse óptimamente en el molde negativo y aplicarse en la forma termodinámicamente más favorable a las paredes del molde negativo. Por esta razón el vidrio del tapón puede solidificar en su forma termodinámicamente más favorable, de manera que un posterior peligro de rotura motivado por las tensiones es mínimo, en particular comparado con los tapones de vidrio prensado.
El llenado de las unidades de porción de vidrio líquido o pastoso en el molde negativo del artículo a fabricar puede efectuarse siendo cargado el vidrio caliente... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar artículos de vidrio, especialmente cuerpos de cierre de vidrio, como por ejemplo tapones de vidrio, en el cual se realiza el siguiente paso:
a) Llenado de una unidad de porción de vidrio líquido o pastoso en un molde negativo (10) de un artículo a fabricar;
caracterizado porque
además se realizan los siguientes pasos:
b) Aplicación de vacío al molde negativo (10) por un espacio de tiempo que es suficiente para que el vidrio líquido o pastoso sea aspirado en el molde negativo (10) y en una instalación de precisión adecuada sea conformado con
las paredes del molde negativo (10) , y
tratamiento térmico de una superficie exterior del vidrio que se encuentra en el molde negativo (10) ;
c) Enfriamiento y desmoldeo del artículo de vidrio moldeado.
2. Procedimiento según la reivindicación 1,
caracterizado porque
la unidad de porción de vidrio líquido o pastoso es cargada en forma de gota el molde negativo (10) .
3. Procedimiento según la reivindicación 1,
caracterizado porque
la unidad de porción de vidrio líquido o pastoso es separada de un ramal de vidrio líquido o pastoso y cargada en el molde negativo (10) .
4. Procedimiento según una de las reivindicaciones precedentes,
caracterizado porque
el molde negativo (10) y/o una caja (30) que presenta el molde negativo (10) son atemperados, en particular refrigerados, en particular refrigerados, preferentemente refrigerados por agua.
5. Procedimiento según una de las reivindicaciones precedentes,
caracterizado porque
el molde negativo (10) se abre para el desmoldeo, preferentemente mediante un desplazamiento lineal de al menos un elemento de molde (40) de los elementos de molde (40, 40’) que forman el molde negativo (10) .
6. Procedimiento según una de las reivindicaciones precedentes,
caracterizado porque
para el desmoldeo es insuflado aire a presión en el molde negativo (10) .
7. Procedimiento según una de las reivindicaciones precedentes,
caracterizado porque
se emplea por lo menos un conducto (50) hacia el molde negativo (10) tanto para la aplicación del vacío como para la insuflación de aire comprimido, estando controlada una conmutación desde vacío a sobrepresión, dado el caso mediante un estado de falta de presión, preferentemente por medio de una válvula, en particular una válvula magnética.
8. Procedimiento según una de las reivindicaciones precedentes,
caracterizado porque
una extracción del artículo de vidrio se realiza con ayuda de un dispositivo de aspiración.
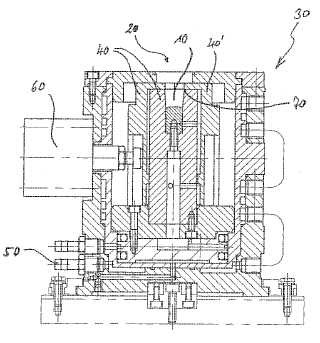
9. Dispositivo para fabricar artículos de vidrio, especialmente cuerpos de cierre de vidrio, como por ejemplo tapones de vidrio, compuesto por una caja (30) que presenta un molde negativo (10) para un artículo de vidrio a fabricar, siendo el molde negativo (10) apropiado para alojar vidrio líquido o pastoso,
caracterizado porque
está previsto al menos un conducto (50) que comunica con el molde negativo (10) , por medio del cual puede aplicarse al molde negativo (10) una presión de fluido predefinida, y la caja (30) además está configurada atemperable, de manera que los artículos de vidrio a fabricar pueden recibir un tratamiento térmico superficial.
10. Dispositivo según la reivindicación 9,
caracterizado porque
está prevista al menos una válvula magnética, por medio de la cual la presión aplicada en el molde negativo (10) es conmutable desde un sistema para la generación de vacío, dado el caso mediante un estado de falta de presión, a un sistema para la generación de sobrepresión.
11. Dispositivo según una de las reivindicaciones 9 o 10,
caracterizado porque
el molde negativo (10) y/o una caja (30) que presenta el molde negativo (10) pueden ser refrigerados, preferentemente ser refrigerados por agua, estando previstos especialmente conductos de refrigeración que pasan por la caja.
12. Dispositivo según una de las reivindicaciones 9 a 11,
caracterizado porque
el molde negativo (10) , preferentemente mediante un desplazamiento lineal, en particular por medio de al menos un cilindro neumático (60) , puede ser abierto por al menos un elemento de molde (40) de los elementos de molde (40, 40’) que forman el molde negativo (10) .
13. Instalación para la fabricación de artículos de vidrio, especialmente cuerpos de cierre de vidrio, como por ejemplo tapones de vidrio,
caracterizada porque
están previstos varios dispositivos según una de las reivindicaciones 9 a 12, que están dispuestos unos al lado de otros y son accionables sincrónicamente. estando dispuestos de manera ventajosa móviles los dispositivos en la instalación y siendo desplazables en particular a manera de estaciones. la línea de unión formada por el centro del tercer agujero de retención (4)
14. Instalación según la reivindicación 13,
caracterizada porque
los dispositivos están dispuestos móviles en la instalación y, en particular, son desplazables a manera de estaciones.
15. Empleo de un dispositivo según una de las reivindicaciones 9 a 12 y/o de una instalación según una de las reivindicaciones 13 o 14 para fabricar tapones de vidrio.
Patentes similares o relacionadas:
Sistema de procesamiento de lámina de vidrio que tiene enfriamiento de extremos de rodillo transportador, del 15 de Mayo de 2019, de GLASSTECH, INC.: Sistema de procesamiento para procesar una lámina de vidrio caliente, comprendiendo el sistema de procesamiento: un rodillo transportador […]
Procedimiento de fabricación de un recipiente de vidrio por prensado, del 7 de Febrero de 2018, de Pochet du Courval: Procedimiento de fabricación de un recipiente de vidrio por prensado, que comprende: a) se proporciona una cuba de conformado que comprende una […]
Procedimiento y dispositivo de fabricación de un artículo de vidrio hueco, del 3 de Mayo de 2017, de Pochet du Courval: Procedimiento de fabricación de un artículo de vidrio hueco, como por ejemplo una botella o frasco, caracterizado por que consiste en las siguientes etapas: - se deposita, […]
SISTEMA DE REFRIGERACION PARA UNA MAQUINA PARA FABRICAR CRISTALERIA., del 16 de Abril de 2007, de LIBBEY GLASS INC.: Un sistema de refrigeración para una máquina para fabricar cristalería que comprende: una máquina para fabricar cristalería que tiene un macho (de […]
METODO Y APARATO PARA PRENSAR ARTICULOS DE VIDRIO EN UNA ALTA PROPORCION DE CAVIDAD., del 1 de Febrero de 2004, de LIBBEY GLASS INC.: SE EXPONE UN APARATO PARA PRENSAR UN ARTICULO DE VIDRIO, QUE INCLUYE UN BASTIDOR , UN MOLDE MONTADO SOBRE EL BASTIDOR, QUE TIENE UNA […]
MONTAJE DE MOLDE PARA UNA MAQUINA QUE OPERA CICLICAMENTE PARA ARTICULOS DE VIDRIO CONFORMADO., del 1 de Abril de 1993, de BOTTERO S.P.A.: EL MONTAJE COMPRENDE, AL MENOS UN MOLDE QUE FORMA UNA CAVIDAD PARA UN ARTICULO DE VIDRIO, Y PROVISTA CON AL MENOS UNA BASE Y DOS PAREDES LATERALES […]
 UN APARATO DE CONTROL Y MEDIDAS ELÉCTRICAS, del 1 de Enero de 1960, de CORNING GLASS WORKS: Aparato de control y medidas eléctricas, caracterizado porque comprende un generador de señales que proporciona una primera señal eléctrica a una frecuencia primera […]
UN APARATO DE CONTROL Y MEDIDAS ELÉCTRICAS, del 1 de Enero de 1960, de CORNING GLASS WORKS: Aparato de control y medidas eléctricas, caracterizado porque comprende un generador de señales que proporciona una primera señal eléctrica a una frecuencia primera […]
Procedimientos de fabricación de cuerpos semiconductores delgados a partir de material fundido, del 10 de Septiembre de 2018, de 1366 Technologies Inc: Procedimiento de fabricación de un cuerpo semiconductor, comprendiendo el procedimiento las etapas de: a. proporcionar un material semiconductor […]