Procedimiento de fabricación de un ensamblado de esquina de un buje de dirección.
Procedimiento de fabricación de un ensamblado de esquina (10, 210, 310) para un vehículo mediante las siguientes etapas:
obtener un buje (16) de una fuente, dicho buje (16) teniendo un primer cuerpo cilíndrico (18) con una pluralidad de proyecciones (22, 22' ··· 22n) que se extiendes desde el mismo, una perforación axial (27) que se extiende desde una primera superficie final (30) hasta una segunda superficie final (36);
ubicar dicho buje (16) en una fijación (100);
mantener dicho buje (16) fijo mientras una primera herramienta (102) entra en acoplamiento con dicho buje (16) para mecanizar un anillo externo (39) en dicha perforación axial (27) adyacente a dicha primera superficie final (30) en un anillo interno (45) en dicha perforación axial (27) adyacente a dicha segunda superficie final (36) con una superficie anular (32) entre ellas;
obtener una cubierta protectora de rueda (56) de una fuente, dicha cubierta protectora de rueda (56) estando definida por una segundo cuerpo cilíndrico (58) con un primer extremo (60) y un segundo extremo (62), una segunda perforación axial (64) que se extiende desde un primer extremo (60) hasta el segundo extremo (62), una pestaña de montaje radial (66) que se extiende desde el segundo cuerpo cilíndrico (58) y se encuentra entre dicho primer extremo (60) y dicho segundo extremo (62), y una superficie de soporte periférica (72) que se extiende desde dicho segundo extremo (62) hasta un hombro (74) adyacente a dicha pestaña de montaje radial (66);
obtener un cono externo (44) de una fuente;
colocar un primer ensamblado de rodillo (52) en dicho cono externo (44);
presionar una junta anular externa (54) sobre dicho cono externo (44);
Presionar dicho cono externo (44) en dicha superficie de apoyo periférica (72) de dicha cubierta protectora de rueda (56) hasta que dicho cono externo (44) se acopla con dicho hombro (74) en dicho cuerpo cilíndrico (58);
presionar un anillo (78) sobre dicha superficie de soporte periférica (72) de dicho segundo cuerpo cilíndrico (58) hasta que dicho anillo (78) se acopla a dicho cono externo (44), dicho anillo (78) teniendo diferencias de superficie secuenciales en el mismo;
introducir dicho segundo extremo (62) de dicho segundo cuerpo cilíndrico (58) en la perforación axial (27) de dicho primer cuerpo cilíndrico (18) y mover dicho segundo cuerpo cilíndrico (58) hacia dicho buje (16) hasta que dicho primer ensamblado de rodillo (52) se acopla a la primera superficie de apoyo definida por dicho anillo externo (39), dicha junta anular externa (54) se acopla con dicha primera superficie final (30) para definir una junta externa del entorno circundante de la misma y dicha superficie secuencial en dicho anillo (78) se alineada con una perforación radial (28) en dicho primer cuerpo cilíndrico (18);
caracterizado por:
medir una primera distancia lineal (x) desde una cara (90) en dicho anillo (78) hasta un primer punto de referencia (47) en dicho primer cuerpo cilíndrico (18);
obtener un cono interno (80) de una fuente; colocar un segundo ensamblado de rodillo (94) en dicho cono interno (80);
medir una segunda distancia lineal (y) desde un primer extremo en dicho cono interno (80) y un segundo punto de referencia (92) en dicho segundo ensamblado de rodillo (94);
comparar dicha primera distancia lineal (x) con dicha segunda distancia lineal (y) y retirar material de dicho cono interno (80) cuando dicha segunda distancia lineal (y) es mayor que dicha primera distancia lineal (x) para que concuerde dicha segunda distancia lineal (y) con dicha primera distancia lineal (x);
presionar dicho cono interno (80) en dicha superficie de apoyo periférica (72) de dicho segundo cuerpo cilíndrico (58) hasta que dicho cono interno (80) se acopla con dicha cara (90) en dicho anillo (78) y dicho segundo ensamblado de rodillo (94) se acopla con una segunda superficie de apoyo definida por dicho anillo interno (45) en dicho primer cuerpo cilíndrico (18);
presionar una junta anular interna (42) sobre dicho cono interno (80) para que dicha junta anular interna (42) entre en acoplamiento con dicha segunda superficie final (36) para definir una junta interna en relación con el entorno circundante;
hacer que una segunda herramienta entre en acoplamiento con dicho segundo extremo (62) de dicho segundo cuerpo cilíndrico (58) para deformar dicho segundo extremo (62) de tal modo que dicho cono interno (80) es retenido en acoplamiento con dicho anillo (78) para definir una estructura unitaria.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05023576.
Solicitante: ROBERT BOSCH CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 2800 SOUTH 25TH AVENUE BROADVIEW, ILLINOIS 60155 ESTADOS UNIDOS DE AMERICA.
Inventor/es: SADANOWICZ,DAVID THOMAS, Brackmann,Larry William.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B62D7/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B62 VEHICULOS TERRESTRES QUE SE DESPLAZAN DE OTRO MODO QUE POR RAILES. › B62D VEHICULOS DE MOTOR; REMOLQUES (dirección o guiado de máquinas o instrumentos agrícolas según un recorrido determinado A01B 69/00; ruedas, ruedecillas pivotantes, mejora de la adherencia de ruedas B60B; neumáticos para vehículos, inflado de neumáticos, cambio o reparación de neumáticos B60C; conexiones entre vehículos de un mismo tren o de un conjunto similar B60D; vehículos raíl-carretera, vehículos anfibios o transformables B60F; disposiciones de suspensión B60G; calefacción, refrigeración, ventilación u otros dispositivos de tratamiento del aire B60H; ventanas, parabrisas, techos descapotables, puertas o dispositivos similares, cubiertas de protección para vehículos fuera de servicio B60J; disposiciones de conjuntos de propulsión, accionamientos auxiliares, transmisiones, disposición de instrumentos o tableros de a bordo B60K; equipo eléctrico o propulsión de vehículos de tracción eléctrica B60L; alimentación de energía eléctrica para vehículos de tracción eléctrica B60M; disposiciones para pasajeros no previstas en otro lugar B60N; vehículos adaptados al transporte de cargas o para llevar cargas u objetos especiales B60P; adaptación de los dispositivos de señalización o de iluminación, su montaje o soporte, circuitos a este efecto, para vehículos en general B60Q; vehículos, equipos o partes de vehículos, no previstos en otro lugar B60R; servicio,limpieza, reparación, elevación o maniobra, no previstos en otro lugar B60S; frenos, sistemas de control de frenos o partes de estos sistemas B60T; vehículos de colchón de aire B60V; ciclos de motor, sus accesorios B62J, B62K; ensayo de vehículos G01M). › B62D 7/00 Timonería de dirección; Manguetas o su montaje (B62D 13/00 tiene prioridad; dirección asistida o de relé de potencia B62D 5/00). › Rótulas de dirección; Gorrones de mangueta.
PDF original: ES-2380982_T3.pdf
Fragmento de la descripción:
Procedimiento de fabricación de un ensamblado de esquina de un buje de dirección [0001] Esta invención se refiere a un proceso para fabricar un ensamblado de esquina que tiene un buje de dirección con un cuerpo cilíndrico que contiene los canales de conducción externos para un apoyo de rueda. Los canales de conducción externos retienen los elementos de rodamiento que a su vez retiene una cubierta protectora de tal modo que cuando un rotor se fija a la cubierta protectora, el rotor se alinea en una relación perpendicular con el eje de la cubierta protectora. Antecedentes de la invención [0002] Los sistemas de frenos de disco se utilizan habitualmente en un eje delantero de la mayoría de vehículos porque resultan eficaces para frenar el vehículo. En tales sistemas, un ensamblado de apoyo está fijado a una cubierta protectora que está atornillada a un elemento de buje, un rotor de freno se acopla a continuación a la cubierta protectora y un calibrador que está atornillado al elemento de buje se extiende en el rotor. El elemento de buje está acoplado de forma pivotante a la estructura del vehículo y un calibrador está atornillado al buje para ubicar un primer y un segundo elemento de fricción en lados opuestos del rotor para definir un ensamblado de esquina. Durante el frenado, los elementos de fricción se mueven hasta acoplarse con las superficies de frenado correspondientes en el rotor para efectuar la aplicación de freno. Lamentablemente, aunque que la tolerancia de fabricación individual de los diferentes elementos que componen un ensamblado de esquina puede estar dentro de los límites cuando las tolerancias se combinan o se juntan, se puede dar una relación en la que una superficie de montaje de la cubierta de la rueda para el rotor y/o la superficie de frenado en el rotor no están en alineación perpendicular con el eje del apoyo de la rueda. En la solicitud de EE.UU. 10/904.202, ahora la patente de EE.UU. 7.159.316, se describe un proceso para fabricar un ensamblado de esquina modular en el que las superficies en una cubierta protectora de rueda y un buje están realizadas primeramente en una sola fijación para mantener una relación perpendicular entre la cubierta protectora de la rueda y el buje.
Un procedimiento para formar un ensamblado de freno que incluye una cubierta protectora, un buje y un rotor de freno se ha descrito en WO 03/018376 A2, en el que las tolerancias acumuladas se compensan mediante la mecanización del rotor de freno como un acabado final para reducir el desplazamiento lateral del rotor de freno. Este procedimiento resulta satisfactorio en la instalación original, pero no proporciona el cambio del rotor en una etapa posterior.
Resumen de la invención [0004] Es un objeto de la presente invención proporcionar un ensamblado de módulo de esquina para un vehículo en el que un buje tiene un cuerpo cilíndrico con anillos externos e interno mecanizados en el mismo para recibir disposiciones de rodillo llevadas en una cubierta protectora de rueda de tal modo que un rotor fijado a la cubierta protectora de rueda está ubicado en una alineación perpendicular con el eje de la cubierta protectora de rueda.
Este objetivo se logra mediante el objeto de las reivindicaciones independientes 1 y 5, respectivamente.
La presente invención proporciona un ensamblado de esquina modular en el que las superficies de frenado en un rotor se encuentran en relación perpendicular con el eje de un apoyo, mientras que un calibrador acoplado a un buje retiene elementos de fricción en la misma relación paralela con las superficies de frenado.
Breve descripción de los dibujos [0007]
La figura 1 es una vista seccional de un buje para utilizarse en un ensamblado de esquina modular según la presente invención.
La figura 2 es una vista en perspectiva del buje de la figura 1 ubicado en una fijación en la que anillos externos e internos están mecanizados en un cuerpo cilíndrico del buje;
La figura 3 es una vista en perspectiva del buje de la figura 2 tras el mecanizado del cuerpo cilíndrico;
La figura 4 es una vista seccional de un primer ensamblado de esquina modular para un vehículo con el buje de la figura 3;
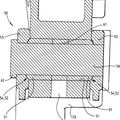
La figura 5 es una vista seccional de un segundo ensamblado de esquina modular con el buje de la figura 3; y La figura 6 es una vista seccional de un tercer ensamblado de esquina modular en el que los elementos de rodillo están inicialmente instalados en el buje de la figura 1 y una cubierta protectora de rueda se instala después para definir una estructura unitaria.
Descripción detallada de la invención [0008] En las diferentes realizaciones de un ensamblado de esquina modular, algunos elementos están identificados con el mismo número y solo elementos estructurales diferentes tienen un nuevo número.
EL buje 16 de la presente invención se muestra ubicado en un ensamblado de esquina 10 mostrado en la figura 4, el ensamblado de esquina 210 mostrado en la figura 5 y el ensamblado de esquina 300 de la figura 6. El ensamblado de esquina modulares 10, 210 y 310 están hechos mediante una sucesión de etapas que son similares a las etapas descritas en la solicitud de patente pendiente US 10/904.202 presentada el mismo día que esta solicitud. Los ensamblados de esquina 10, 210 y 310 se diferencian en que el buje 16 tiene una superficie externa y una superficie interna que están mecanizadas en el mismo para definir anillos para los apoyos asociados a una cubierta protectora 56 que se seleccionan para unir la tolerancia construida asociada con el ensamblado y como resultado las superficies de frenado 12a y 12b ubicadas en un rotor 12 están inicialmente ubicadas y mantenidas en alineación paralela con las caras de los elementos de fricción 14a y 14b asociadas al calibrador 14 que expande el rotor 12. La alineación paralela fomenta al acoplamiento uniforme de la superficie de desgaste y las superficies de frenado de tal modo que la expansión que se puede producir tras un período de tiempo se reduce y el retraso de la rotación de un rotor 12 es una función lineal de una fuerza aplicada para mover los elementos de fricción 14a y 14b para su acoplamiento con el rotor 12.
En la presente invención, el buje 16 como se muestra en la figura 1 se moldea o se forma con las diferentes características de superficie como se muestra aquí. El buje 16 se obtiene a partir de una fuente y se puede distinguir por una base 20 con un cuerpo cilíndrico 18 que se extiende desde ahí y levas 24 y 16 ubicadas en la base 20. El cuerpo cilíndrico 18 tiene una perforación axial 27 que se extiende desde una primera superficie final 30 hasta una segunda superficie final 36. Como se muestra, l perforación axial 27 tiene el mismo diámetro pero podría escalonarse o formarse parcialmente de forma similar hasta lograr la forma deseada ya que se mecanizará posteriormente. El buje 16 se coloca en una fijación 10, , como se ilustra en la figura 2, y se retiene allí en una posición estacional o fija a través del acoplamiento de una pluralidad de proyecciones 22, 22`... 22n con la fijación 100 para estimular el acoplamiento de un buje 16 con un vehículo. Se provoca que una herramienta 102 entre en acoplamiento con la perforación axial 27 y una sección externa 28 mecanizada en la misma se extiende desde una primera superficie final 30 y una sección interna 34 se extiende desde una segunda superficie final 36 de tal modo que una pequeña sección 32 se deja en medio. Una perforación radial 38 es perforada desde la superficie periférica 19 hasta el centro de la sección pequeña 32 para el posterior acoplamiento de un elemento sensor 38a. La sección externa 28 es inclinada desde una ranura de junta 40 adyacente a la superficie final 30 hasta el borde de la sección pequeña 32 para definir un anillo externo 39 mientras que la sección interna 34 es inclinada desde una ranura de junta 42 adyacente a la superficie final 36 hasta el borde de la sección pequeña 32 para definir un anillo interno 45, como se muestra en las figuras 3 y 4. La herramienta 102 se muestra como una cuchilla, pero la herramienta puede ser un elemento giratorio que elimine el material de la superficie original de la perforación axial 27, siempre que el anillo externo 39 y el anillo interno 45 resultantes se finalicen hasta obtener una tolerancia y una forma deseadas en relación con el eje del cuerpo cilíndrico 18 mantenidos en una posición fija en la fijación 100. En una forma deseada, las superficies se vuelven ásperas a través de la perforación axial 27, por lo que se realiza un tratamiento térmico por inducción para obtener la tolerancia deseada.... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de un ensamblado de esquina (10, 210, 310) para un vehículo mediante las siguientes etapas:
obtener un buje (16) de una fuente, dicho buje (16) teniendo un primer cuerpo cilíndrico (18) con una pluralidad de proyecciones (22, 22' ··· 22n) que se extiendes desde el mismo, una perforación axial (27) que se extiende desde una primera superficie final (30) hasta una segunda superficie final (36) ;
ubicar dicho buje (16) en una fijación (100) ;
mantener dicho buje (16) fijo mientras una primera herramienta (102) entra en acoplamiento con dicho buje (16) para mecanizar un anillo externo (39) en dicha perforación axial (27) adyacente a dicha primera superficie final (30) en un anillo interno (45) en dicha perforación axial (27) adyacente a dicha segunda superficie final (36) con una superficie anular (32) entre ellas;
obtener una cubierta protectora de rueda (56) de una fuente, dicha cubierta protectora de rueda (56) estando definida por una segundo cuerpo cilíndrico (58) con un primer extremo (60) y un segundo extremo (62) , una segunda perforación axial (64) que se extiende desde un primer extremo (60) hasta el segundo extremo (62) , una pestaña de montaje radial (66) que se extiende desde el segundo cuerpo cilíndrico (58) y se encuentra entre dicho primer extremo (60) y dicho segundo extremo (62) , y una superficie de soporte periférica (72) que se extiende desde dicho segundo extremo (62) hasta un hombro (74) adyacente a dicha pestaña de montaje radial (66) ;
obtener un cono externo (44) de una fuente;
colocar un primer ensamblado de rodillo (52) en dicho cono externo (44) ;
presionar una junta anular externa (54) sobre dicho cono externo (44) ;
Presionar dicho cono externo (44) en dicha superficie de apoyo periférica (72) de dicha cubierta protectora de rueda (56) hasta que dicho cono externo (44) se acopla con dicho hombro (74) en dicho cuerpo cilíndrico (58) ;
presionar un anillo (78) sobre dicha superficie de soporte periférica (72) de dicho segundo cuerpo cilíndrico (58) hasta que dicho anillo (78) se acopla a dicho cono externo (44) , dicho anillo (78) teniendo diferencias de superficie secuenciales en el mismo;
introducir dicho segundo extremo (62) de dicho segundo cuerpo cilíndrico (58) en la perforación axial (27) de dicho primer cuerpo cilíndrico (18) y mover dicho segundo cuerpo cilíndrico (58) hacia dicho buje (16) hasta que dicho primer ensamblado de rodillo (52) se acopla a la primera superficie de apoyo definida por dicho anillo externo (39) , dicha junta anular externa (54) se acopla con dicha primera superficie final (30) para definir una junta externa del entorno circundante de la misma y dicha superficie secuencial en dicho anillo (78) se alineada con una perforación radial (28) en dicho primer cuerpo cilíndrico (18) ;
caracterizado por:
medir una primera distancia lineal (x) desde una cara (90) en dicho anillo (78) hasta un primer punto de referencia (47) en dicho primer cuerpo cilíndrico (18) ;
obtener un cono interno (80) de una fuente; colocar un segundo ensamblado de rodillo (94) en dicho cono interno (80) ;
medir una segunda distancia lineal (y) desde un primer extremo en dicho cono interno (80) y un segundo punto de referencia (92) en dicho segundo ensamblado de rodillo (94) ;
comparar dicha primera distancia lineal (x) con dicha segunda distancia lineal (y) y retirar material de dicho cono interno (80) cuando dicha segunda distancia lineal (y) es mayor que dicha primera distancia lineal (x) para que concuerde dicha segunda distancia lineal (y) con dicha primera distancia lineal (x) ;
presionar dicho cono interno (80) en dicha superficie de apoyo periférica (72) de dicho segundo cuerpo cilíndrico (58) hasta que dicho cono interno (80) se acopla con dicha cara (90) en dicho anillo (78) y dicho segundo ensamblado de rodillo (94) se acopla con una segunda superficie de apoyo definida por dicho anillo interno (45) en dicho primer cuerpo cilíndrico (18) ;
presionar una junta anular interna (42) sobre dicho cono interno (80) para que dicha junta anular interna (42) entre en acoplamiento con dicha segunda superficie final (36) para definir una junta interna en relación con el entorno circundante;
hacer que una segunda herramienta entre en acoplamiento con dicho segundo extremo (62) de dicho segundo cuerpo cilíndrico (58) para deformar dicho segundo extremo (62) de tal modo que dicho cono interno (80) es retenido en acoplamiento con dicho anillo (78) para definir una estructura unitaria.
2. Procedimiento de fabricación de un ensamblado de esquina como se cita en la reivindicación 1, caracterizado porque dicha etapa de mantener dicho buje (16) fijo en dicha fijación incluye además la etapa de hacer que una tercera herramienta entre en acoplamiento con dicha pestaña de montaje radial (66) en dicho segundo cuerpo cilíndrico (58) y retirar material del mismo para obtener una relación perpendicular respecto al eje de dicha cubierta protectora de rueda (56) .
3. Procedimiento de fabricación de un ensamblado de esquina (10, 210, 310) como se cita en la reivindicación 2, caracterizado porque dicha etapa de mantener dicho buje (16) inmóvil en dicha fijación incluye la etapa de: Acoplar un rotor (12) a dicha pestaña de montaje radial (66) y después hacer que una cuarta herramienta entre en acoplamiento con una superficie de frenado (12a, 12b) en el rotor (12) para retirar cualquier material que no esté en un primer o un segundo plano perpendicular respecto al eje de dicha cubierta protectora de rueda (56) .
4. Procedimiento de fabricación de un ensamblado de esquina (10, 210, 310) como se cita en la reivindicación 3, caracterizado porque incluye además la etapa de:
endurecer al menos dicho anillo externo (39) y dicho anillo interno (45) de dicha perforación axial (27) en dicho primer cuerpo cilíndrico (18) .
5. Procedimiento de fabricación de un ensamblado de esquina (10, 210, 310) para un vehículo mediante las siguientes etapas:
obtener un buje (16) de una fuente, dicho buje (16) teniendo un primer cuerpo cilíndrico (18) con una pluralidad de proyecciones (22, 22' ··· 22n) que se extienden desde el mismo, una perforación axial (27) que se extiende desde una primera superficie final (30) hasta una segunda superficie final (36) ;
ubicar dicho buje (16) en una fijación (100) ;
mantener dicho buje (16) fijo mientras una primera herramienta (102) entra en acoplamiento con dicho buje (16) para mecanizar un anillo externo (39) en dicha perforación axial (27) adyacente a dicha primera superficie final (30) en un anillo interno (45) en dicha perforación axial (27) adyacente a dicha segunda superficie final (36) con una superficie anular (32) entre ellas;
obtener una cubierta protectora de rueda (56) de una fuente, dicha cubierta protectora de rueda (56) estando definida por una segundo cuerpo cilíndrico (58) con un primer extremo (260) y un segundo extremo (262) , una segunda perforación axial (64) que se extiende desde un primer extremo (260) hasta el segundo extremo (262) , una pestaña de montaje radial (266) que se extiende desde el segundo cuerpo cilíndrico (258) y se encuentra entre dicho primer extremo (260) y dicho segundo extremo (262) , y una superficie de soporte periférica (272) que se extiende desde dicho segundo extremo (262) hasta un primer hombro (274) adyacente a dicha pestaña de montaje radial (266) , dicha superficie de apoyo periférica (272) estando definida por una primera sección (272a) que se extiende desde dicho primer hombro (274) hasta un segundo hombro (274a) y una segunda sección (272b) que se extiende desde dicho segundo hombro (274a) hasta un tercer hombro (274b) y una tercera sección (272c) que se extiende desde dicho tercer hombro (274b) hasta dicho segundo extremo (262) , dicha primera sección (272a) teniendo un primera diámetro variable, dicha segunda sección (272b) teniendo un segundo diámetro y dicha tercera sección (272c) teniendo un tercer diámetro de tal modo que dicho primera diámetro es mayor y aumenta desde dicho segundo diámetro y dicho segundo diámetro es mayor que dicho tercer diámetro;
presionar una junta anular externa (54) en dicho segundo cuerpo cilíndrico (258) entre dicha pestaña (266) y dicho hombro (274) ;
ubicar un primer ensamblado de rodillo (52) en dicha primera sección (272a) de dicha superficie de apoyo periférica (272) ;
presionar dicho segundo cuerpo cilíndrico (258) en dicha perforación axial (27) de dicho primer cuerpo cilíndrico (18) de tal modo que dicho primer ensamblado de apoyo (52) se acopla con dicho primer anillo (39) , dicha segunda sección (272b) está alineada con una perforación axial (38) en dicho primer cuerpo cilíndrico (18) y dicha junta externa (54) se acopla con dicha primera cara final (30) para definir una junta externa respecto al entorno circundante;
obtener un anillo (78) que tiene una superficie con diferencias secuenciales en la misma;
introducir dicho anillo (78) en dicha perforación axial (27) desde dicha segunda superficie final (36) de dicho primer cuerpo cilíndrico (18) ;
presionar dicho anillo (78) en la segunda sección (272b) de dicha superficie de apoyo periférica (272) de dicho segundo cuerpo cilíndrico (258) hasta que se acople con dicho segundo hombro (274a) ;
caracterizado por:
medir una primera distancia lineal (x) desde una cara (90) en dicho anillo (78) hasta un primer punto de referencia (47) en dicho primer cuerpo cilíndrico (18) ;
obtener un cono (80) de una fuente; colocar un segundo ensamblado de rodillo (94) en dicho cono (80) ;
medir una segunda distancia lineal (y) desde un primer extremo en dicho cono (80) y un segundo punto de referencia (92) en dicho ensamblado de rodillo;
comparar dicha primera distancia lineal (x) con dicha segunda distancia lineal (y) ;
retirar material de dicho cono (80) cuando dicha segunda distancia lineal (y) es mayor que dicha primera distancia lineal (x) para que concuerde dicha segunda distancia lineal (y) con dicha primera distancia lineal (x) ;
presionar dicho cono (80) sobre dicha tercera sección (272c) de dicha superficie de apoyo periférica (272) de dicho segunda cuerpo cilíndrico (258) hasta que dicho cono (80) se acopla con dicha cara (90) en dicho anillo (78) ;
presionar una junta anular interna (96) en dicho cono (80) de tal modo que dicha junta anular interna (96) se acople a dicha segunda cara (36) en dicho primer cuerpo cilíndrico (18) para definir una junta interna respecto al entorno circundante; y hacer que una segunda herramienta entre en acoplamiento con dicho segundo extremo (262) de dicho segundo cuerpo cilíndrico (258) para deformar dicho segundo extremo (262) y definir una estructura unitaria.
6. Procedimiento de fabricación de un ensamblado de esquina (210) como se cita en la reivindicación 5, caracterizado porque dicha etapa de mantener dicho buje (16) inmóvil en dicha fijación incluye la etapa de: hacer que una tercera herramienta entre en acoplamiento con dicha pestaña de montaje radial (266) en dicho segundo cuerpo cilíndrico (258) y retirar material del mismo para obtener una relación perpendicular respecto al eje de dicha cubierta protectora de rueda (256) .
7. Procedimiento de fabricación de un ensamblado de esquina (210) como se cita en la reivindicación 6, caracterizado porque dicha etapa de mantener dicho buje (16) inmóvil en dicha fijación incluye la etapa de: acoplar un rotor (12) a dicha pestaña de montaje radial (266) y después hacer que una cuarta herramienta entre en acoplamiento con superficies de frenado (12a, 12b) en el rotor (12) para retirar cualquier material que no esté en un primer o un segundo plano perpendicular respecto al eje de dicha cubierta protectora de rueda (256) .
8. Procedimiento de fabricación de un ensamblado de esquina (210) como se cita en la reivindicación 7, caracterizado porque incluye además la etapa de: endurecer al menos dicho anillo externo (39) y dicho anillo interno de dicha perforación axial en dicho primer cuerpo cilíndrico (18) .
Patentes similares o relacionadas:
Aparato de mangueta de dirección para un vehículo, del 8 de Mayo de 2019, de HITACHI METALS, LTD.: Una mangueta de dirección de vehículo que comprende: una parte de cuerpo a la que está unido un árbol; una porción de brazo (1a) que incluye un […]
Aparato para el acabado final de un cubo de rueda de un conjunto de articulación y procedimiento relacionado, del 7 de Marzo de 2018, de SMW Automotive Corp: Una fijación para el acabado final de las caras del reborde de un cubo de un conjunto de articulación , la fijación incluyendo […]
Sistema de suspensión en rueda con resorte remoto y medios de amortiguación, del 10 de Junio de 2015, de MULTIMATIC INC.: Un sistema de suspensión para vehículos, que comprende: a) un montante adaptado para proporcionar un montaje giratorio para un cubo de rueda configurado para […]
Suspensión de vehículo de carretera y vehículo de carretera correspondiente, del 21 de Mayo de 2014, de IVECO FRANCE S.A.: Suspensión para un vehículo de carretera, en particular para un vehículo de autobús, autocar o de mercancías pesadas, que comprende un eje de mangueta […]
Eje de puntal de amortiguador de la clase de construcción de una sola articulación, del 16 de Abril de 2014, de BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT: Eje de puntal de amortiguador de la clase de construcción de una sola articulación para un vehículo automóvil, especialmente para un automóvil de turismo, […]
 UNIDAD DE RUEDA SIMPLE DIRIGIBLE PARA TRAILERES, del 29 de Marzo de 2010, de STEERABLE WHEEL SYSTEMS PTY LTD: Una unidad de rueda simple , adaptada para montarse en un cuerpo de vehículo , que comprende:
un bastidor de rueda que soporta un mecanismo de […]
UNIDAD DE RUEDA SIMPLE DIRIGIBLE PARA TRAILERES, del 29 de Marzo de 2010, de STEERABLE WHEEL SYSTEMS PTY LTD: Una unidad de rueda simple , adaptada para montarse en un cuerpo de vehículo , que comprende:
un bastidor de rueda que soporta un mecanismo de […]
DISPOSITIVO DE SOPORTE PARA VEHICULOS AUTOMOVILES., del 1 de Septiembre de 2004, de GEORG FISCHER FAHRZEUGTECHNIK AG: Dispositivo de soporte que comprende una primera pieza de soporte para la conexión con un tubo telescópico de resorte y con un dispositivo de dirección de un […]
SISTEMA DE SUSPENSIÓN PARA RUEDAS DE DIRECCIÓN DE VEHÍCULO DE TRANSPORTE DEL TIPO AUTOBÚS, Y EL VEHÍCULO DE TRANSPORTE CORRESPONDIENTE, del 31 de Enero de 2012, de IVECO FRANCE S.A.: Sistema de suspensión para ruedas de dirección de un vehículo de transporte de piso bajo con ruedas independientes, del tipo autobús, que comprende un huso diseñado […]