PROCEDIMIENTO DE FABRICACIÓN DE ELEMENTOS CON ACABADO BRILLANTE PARA LA REALIZACIÓN DE MUEBLES U OTROS OBJETOS Y PRODUCTO.
Procedimiento de fabricación de elementos con acabado brillante para la realización de muebles u otros objetos,
y producto.
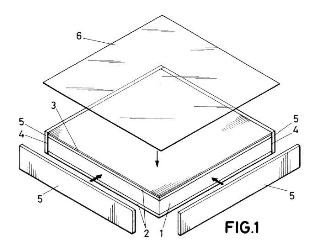
Presenta una primera etapa de aplicación y acondicionamiento de papel melamínico de baja presión (2) sobre un soporte (1) que incluye subetapas de prensado, corte y lijado; una segunda etapa de lacado en la que se aplica barniz (3) sobre el soporte melaminizado resultante de la primera etapa, que incluye operaciones de curado y aplicación de película protectora (6); y una tercera etapa de ajuste de tamaño, forma y acondicionamiento para su almacenaje y uso, de la pieza resultante tras la segunda etapa, que incluye operaciones de corte y canteado.
En el producto el soporte (1) es un tablero con sus caras principal y secundaria dotadas de ese papel (2), y barniz (3) sólo sobre el papel (2) de esa cara principal. Sobre este barniz se coloca la película protectora (6) y los bordes del tablero se cierran mediante cantos (5) con adhesivo (4).
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201030039.
Solicitante: GRUPO ALVIC FR MOBILIARIO, S.L.
Nacionalidad solicitante: España.
Inventor/es: ROSALES EXPOSITO,ALEJANDRO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A47B96/20 NECESIDADES CORRIENTES DE LA VIDA. › A47 MOBILIARIO; ARTICULOS O APARATOS DE USO DOMESTICO; MOLINILLOS DE CAFE; MOLINILLOS DE ESPECIAS; ASPIRADORES EN GENERAL. › A47B MESAS; ESCRITORIOS; MOBILIARIO DE OFICINA; MUEBLES CON CAJONES; CAJONES; PARTES CONSTITUTIVAS GENERALES DE LOS MUEBLES (unión de muebles F16B 12/00). › A47B 96/00 Partes constitutivas de muebles de cajones, estanterías o anaquelerías no cubiertas por uno solo de los grupos A47B 43/00 - A47B 95/00; Elementos generales de muebles (puertas E06B). › Paneles de muebles o elementos de muebles similares.
- B32B27/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › Productos estratificados compuestos esencialmente de resina sintética.
- B44C5/04 B […] › B44 ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 5/00 Procesos para la realización de objetos decorativos particulares. › Placas ornamentales, p. ej. paneles decorativos, placas decorativas.
Fragmento de la descripción:
PROCEDIMIENTO DE FABRICACIÓN DE ELEMENTOS CON ACABADO BRILLANTE PARA LA REALIZACIÓN DE MUEBLES U OTROS OBJETOS, Y PRODUCTO OBJETO DE LA INVENCIÓN
La presente invención, tal y como se expresa en el enunciado de esta memoria descriptiva, se refiere a un procedimiento de fabricación de elementos con acabado brillante para la realización de muebles u otros objetos, y producto; siendo su finalidad esencial el facilitar en los llamados planos de no trabajo de muebles de cocina, baño, hogar y oficina componentes tales como tableros de puertas, frontis de cajones y elementos decorativos; pero pudiendo en general aplicarse a la realización de otros objetos que requieran un acabado con alto grado de brillo. Para ello, la invención proporciona un procedimiento que cuenta con tres etapas y varias subetapas, presentándose además con la invención, un producto novedoso que resulta de ese procedimiento o de cualquier otro existente o por inventar, que permita este producto novedoso.
ANTECEDENTES DE LA INVENCIÓN
En la actualidad, existen diferentes tipos de productos que son utilizados como elementos de mobiliario, pudiendo definirse en general en función del soporte o sustrato que utilizan y del recubrimiento que incorporan.
Entre los sustratos o soportes más utilizados en la actualidad se encuentran los siguientes:
- Tablero de partículas o aglomerado;
- tablero de fibras de densidad media o MDF;
- madera natural maciza;
- otros tableros minoritarios tales como HDF, contrachapado o marino, etc.
por otra parte, para el recubrimiento de dichos soportes se emplean en la actualidad diversos procedimientos y productos tales como los que se indican a continuación:
- Tintado y barnizado;
- laminados de alta presión o HPL;
- laminados continuos de media presión o CPL;
- papel melamínico de baja presión;
- folios polilaminados termoplásticos tales como PVC, PET, ABS, etc;
- lacado tradicional.
Son conocidos en la actualidad soportes de melamina lacada entre los que se diferencian dos grandes grupos definidos en función del grado de su brillo y que se pueden denominar melamina lacada de alto brillo y melamina lacada supermate; pero ninguno de los procedimientos o productos resultantes del estado de la técnica actual presentan las etapas, subetapas, operaciones y características del procedimiento de la invención, ni las cualidades del producto resultante que se presenta con la invención.
Para determinar dichas cualidades del producto resultante se han empleado normativas existentes en el campo más estricto que es el correspondiente a mobiliario de cocina, habiéndose utilizado las siguientes:
- UNE 56843:2001 muebles de cocina. Ensayos de los revestimientos superficiales.
- UNE 56843:2001 muebles de cocina. Ensayos físicos.
- UNE -EN 438-2:2005 laminados decorativos de alta presión. Determinación de propiedades.
- UNE 48025:1979 ciclos de calor frío.
- UNE -ISO 2813:1999. Determinación del brillo especular.
Muchas de las características definidas por las normas para muebles de cocina son poco determinantes para el objetivo de establecer diferencias de comportamiento entre diferentes tipos de productos. Sin embargo, existen otras características, concretamente tres que son las que realmente establecen diferencias y las que son consideradas principalmente por el mercado del mobiliario; siendo dichas tres características la resistencia al rayado, el grado de brillo y el efecto piel de naranja. Únicamente la primera mencionada de dichas tres características se encuentra incluida en las normas que se han señalado anteriormente, ya que las otras dos definen el resultado estético de cada uno de los productos, lo cual, lógicamente, no se puede establecer en forma de requisitos mínimos para un determinado mobiliario. No obstante, en la práctica, el resultado estético define que productos serán exitosos o no en el mercado.
Durante los últimos años, los fabricantes de laminados de alta presión (HPL) han comercializado lo que se han venido llamando laminados de alta resistencia, en referencia a su dureza frente al rayado. Esta característica, muy valorada por toda la cadena de empresas utilizadoras, transformadoras e instaladoras de mobiliario, ha conseguido proporcionar a este producto una gran cuota de mercado, sobre todo en su vertiente de alto brillo.
Con la melamina lacada se consigue un grado de brillo que puede fijarse en un amplio rango. No obstante, en la actualidad, para cubrir las tendencias del mercado se pueden considerar los grupos señalados anteriormente denominados como "alto brillo" y "supermate".
El "alto brillo" es la tendencia actual más importante. Cualquier recubrimiento puede considerarse como alto brillo cuando la medición del brillo especular supera los 80 GU (gloss) , medido según la norma EN-ISO 2813:1999 a 600. El brillo especular nominal de la melamina lacada es de 95 GU. Otros recubrimientos alternativos en este mercado, como pueden ser los recubrimientos polilaminados de PCV, PET, etc. suelen tener un brillo especular que oscila entre los 85 y 95 GU. En cualquier caso, estos valores hacen referencia a una medición del brillo de la capa externa de los recubrimientos con un instrumento denominado brillómetro. Sin embargo, visualmente, esta característica está íntimamente ligada a la característica llamada "piel de naranja", puesto que algunos recubrimientos pueden presentar un brillo especular muy alto y, estéticamente, no consiguen dar una sensación de alto brillo real. Ese el caso de los laminados de alta presión que obteniendo valores de brillo especular por encima de 100 GU, visualmente, parece que tienen mucho menos brillo si se compara con la melamina lacada, lo cual es debido a la presencia de la referida característica o efecto de "piel de naranja". Por otra parte, en el extremo contrario, se encuentra la línea "supermate", que presenta niveles de brillo inferiores a 10 GU, medido de la misma forma.
Respecto al aludido efecto o característica "piel de naranja", se da esta denominación a un efecto visual de los recubrimientos superficiales producidos por una falta de planitud bajo la capa externa de los mismos. Cuanto menor sea el referido efecto de "piel de naranja" en un recubrimiento superficial, mayor será el parecido a un espejo, que es el objetivo de cualquier recubrimiento de alto brillo.
Por todo ello, los soportes de melamina lacada actuales presentan inconvenientes relativos a que carecen del grado de brillantez que sería deseable.
DESCRIPCIÓN DE LA INVENCIÓN
Para lograr los objetivos y evitar los inconvenientes indicados en anteriores apartados, la invención consiste en un procedimiento de fabricación de elementos con acabado brillante para la realización de muebles u otros objetos, y producto; siendo particularmente aplicables dichos procedimiento y producto a los llamados planos de no trabajo en muebles de cocina, baño, hogar y oficina para efectuar componentes tales como tableros de puertas, frontis de cajones y elementos decorativos; pudiendo en general aplicarse a la realización de otros objetos que requieran un acabado con alto grado de brillo.
Novedosamente, según la invención, el procedimiento de la misma presenta al menos:
- Una primera etapa de aplicación y acondicionamiento de papel melamínico de baja presión sobre un soporte; incluyéndose en esta primera etapa subetapas de prensado, corte y lijado;
- una segunda etapa de lacado en la que se aplica barniz sobre el soporte melaminizado resultante de la primera etapa; incluyéndose operaciones de curado y aplicación de película protectora; y
- una tercera etapa de ajuste de tamaño, forma y acondicionamiento para su almacenaje y uso, de la pieza resultante tras la segunda etapa; incluyéndose en esta tercera etapa operaciones de corte y canteado.
Según la realización preferente del procedimiento de la invención, en la mencionada primera etapa se emplea como el referido soporte un tablero de fibras de densidad media (MDF) o un tablero de partículas (aglomerado) desprovisto de fibras bastas en su superficie; aplicándose el mencionado papel melamínico en una cara principal y en una cara secundaria opuesta a la anterior, con un gramaje tal que permita una subetapa de lijado en esa cara principal sin que se aprecien transparencias del tablero y que otorga planitud y adherencia para la aplicación del barniz de la segunda etapa; permitiendo además el aludido gramaje en la referida cara secundaria una subetapa de prensado que evita o minimiza rayados por manipulaciones...
Reivindicaciones:
1. PROCEDIMIENTO DE FABRICACIÓN DE ELEMENTOS CON ACABADO BRILLANTE PARA LA REALIZACIÓN DE MUEBLES U OTROS OBJETOS, particularmente aplicable a los llamados planos de no trabajo en muebles de cocina, baño, hogar y oficina para efectuar componentes tales como tableros de puertas, frontis de cajones y elementos decorativos; pudiendo en general aplicarse a la realización de otros objetos que requieran un acabado con alto grado de brillo; caracterizado porque presenta al menos:
- Una primera etapa, de aplicación y acondicionamiento de papel melamínico de baja presión (2) sobre un soporte (1) , incluyéndose subetapas de prensado, corte y lijado;
- una segunda etapa de lacado en la que se aplica barniz (3) sobre el soporte melaminizado resultante de la primera etapa; incluyéndose operaciones de curado y aplicación de película protectora (6) ; y
- una tercera etapa de ajuste de tamaño, forma y acondicionamiento para su almacenaje y uso, de la pieza resultante tras la segunda etapa; incluyéndose operaciones de corte y canteado.
2. PROCEDIMIENTO DE FABRICACIÓN DE ELEMENTOS CON ACABADO BRILLANTE PARA LA REALIZACIÓN DE MUEBLES U OTROS OBJETOS, según la reivindicación 1, caracterizado porque en la primera etapa se emplea como el referido soporte (1) un tablero de fibras de densidad media (MDF) o un tablero de partículas (aglomerado) desprovisto de fibras bastas en su superficie; aplicándose el mencionado papel melamínico (2) en una cara principal y en una cara secundaria opuesta a la anterior, con un gramaje tal que permite una subetapa de lijado en esa cara principal sin que se aprecien transparencias del tablero y que otorga planitud y adherencia para la aplicación del barniz (3) de la segunda etapa; permitiendo además el aludido gramaje en la referida cara secundaria una subetapa de prensado que evita o minimiza rayados por manipulaciones en dicha cara secundaria; efectuándose además otra subetapa de corte, que divide al tablero o soporte (1) melaminizado en varios segmentos, tiras o piezas independientes; siendo el orden preferente de dichas tres subetapas, tras el melaminizado del tablero, primero la de prensado, después la de corte y por último la de lijado.
3. PROCEDIMIENTO DE FABRICACIÓN DE ELEMENTOS CON ACABADO BRILLANTE PARA LA REALIZACIÓN DE MUEBLES U OTROS OBJETOS, según la reivindicación 2, caracterizado porque en la segunda etapa, sobre cada cara principal melaminizada y lijada del tablero o soporte (1) prensado y cortado, se aplican al menos dos capas de barniz (3) , siendo la capa inicial una capa adherente de poco gramaje aplicada con rodillo que prepara la superficie de esa cara principal para la siguiente o siguientes capas de barniz (3) , otorgadoras de brillo, que se aplican mediante paso por cascada de laca y con gramajes superiores al de la capa inicial; procediéndose entre las aplicaciones de las capas de barniz (3) a su curado y secado mediante métodos de aireado, radiación infrarroja, radiación ultravioleta o cualquier combinación de dichos métodos, en función de la composición química del barniz o barnices empleados y en función de la optimización de su curado y secado; colocándose tras el curado y secado de la última capa de barniz (3) un film plástico o película protectora (6) que se dispone adyacentemente sobre dicha última capa de barniz (3) .
4. PROCEDIMIENTO DE FABRICACIÓN DE ELEMENTOS CON ACABADO BRILLANTE PARA LA REALIZACIÓN DE MUEBLES U OTROS OBJETOS, según la reivindicación 3, caracterizado porque en la tercera etapa, el tablero, o cada segmento del mismo, lacado y provisto de la mencionada película protectora (6) se lleva a una sección de corte en la que se ajusta en formas y tamaños a piezas de uso; procediéndose a continuación a un canteado de dichas piezas de uso, preferentemente mediante la aplicación de cantos de material plástico (5) con intermediación de adhesivo (4) que dejan selladas esas piezas de uso, evitando la entrada de humedad en las mismas.
5. PROCEDIMIENTO DE FABRICACIÓN DE ELEMENTOS CON ACABADO BRILLANTE PARA LA REALIZACIÓN DE MUEBLES U OTROS OBJETOS, según una cualquiera de las reivindicaciones 2 a 4, caracterizado porque el papel melamínico (2) que se aplica en la primera etapa se pega al tablero constituyente del soporte (1) de manera que la curvatura que pueda quedar en dicho tablero sea cóncava respecto de la referida cara principal, para poder ser compensada mediante el lacado de la segunda etapa; admitiéndose un alabeo máximo en el tablero lacado de 2 mm por metro lineal.
6. PRODUCTO CON ACABADO BRILLANTE PARA LA RALIZACIÓN DE MUEBLES U OTROS OBJETOS, particularmente aplicable a los llamados planos de no trabajo en muebles de cocina, baño, hogar y oficina para efectuar componentes tales como tableros de puertas, frontis de cajones y elementos decorativos; pudiendo en general aplicarse a la realización de otros objetos que requieran un acabado con alto grado de brillo; y pudiendo obtenerse, entre otros, mediante el procedimiento de las reivindicaciones 1 a 5; caracterizado porque se constituye mediante un soporte (1) cubierto con papel melamínico de baja presión (2) lijado y prensado; existiendo al menos sobre parte de dicho papel un barniz (3) ; y donde dicho soporte (1) es un tablero de fibras o partículas de madera que presenta una cara principal y una cara secundaria opuesta a la principal, ambas dotadas del referido papel (2) ; en tanto que solo la cara principal cuenta con el mencionado barniz (3) sobre el papel (2) ; estando cubierto este barniz (3) con un film plástico o película protectora (6) que se retirará al utilizar el producto; en tanto que los extremos correspondientes a los bordes del tablero se cierran mediante cantos plásticos (5) con intermediación de un adhesivo (4) que otorga hermeticidad al producto, evitando la entrada de humedad.
OFICINA ESPAÑOLA DE PATENTES Y MARCAS
Nº solicitud: 201030039
ESPAÑA
Fecha de presentación de la solicitud: 15.01.2010
Fecha de prioridad:
INFORME SOBRE EL ESTADO DE LA TECNICA
51 Int. Cl. : Ver Hoja Adicional DOCUMENTOS RELEVANTES
Categoría 56 Documentos citados Reivindicaciones afectadas Y ES 370796 A1 (CARTIERE AMBROGIO BINDA SPA) 01.01.1972, todo el documento. 1, 2, 6 Y ES 2024875 A6 (CREACIONES BOBINGA S A ) 01.03.1992, todo el documento. 1, 2, 6 A WO 0061385 A1 (EUCATEX SA et al.) 19.10.2000, todo el documento. 1-6 A KR 100917066 B1 (PARK IN SU) 15.09.2009, todo el documento. 1-6 A EP 2179863 A1 (FLOORING TECHNOLOGIES LTD) 28.04.2010, todo el documento. 1-6 A ES 2221776 A1 (INTER BON S A) 01.01.2005, todo el documento. 1-6 Categoría de los documentos citados X: de particular relevancia Y: de particular relevancia combinado con otro/s de la misma categoría A: refleja el estado de la técnica O: referido a divulgación no escrita P: publicado entre la fecha de prioridad y la de presentación de la solicitud E: documento anterior, pero publicado después de la fecha de presentación de la solicitud El presente informe ha sido realizado • para todas las reivindicaciones • para las reivindicaciones nº : Fecha de realización del informe 26.03.2012 Examinador R. Marcos Najera Página 1/4INFORME DEL ESTADO DE LA TÉCNICA
Nº de solicitud: 201030039
CLASIFICACIÓN OBJETO DE LA SOLICITUD B44C5/04 (2006.01)
A47B96/20 (2006.01) B32B27/00 (2006.01) Documentación mínima buscada (sistema de clasificación seguido de los símbolos de clasificación)
A47B, B32B, B44C
Bases de datos electrónicas consultadas durante la búsqueda (nombre de la base de datos y, si es posible, términos de búsqueda utilizados) INVENES, EPODOC
Informe del Estado de la Técnica Página 2/4
OPINIÓN ESCRITA
Nº de solicitud: 201030039
Fecha de Realización de la Opinión Escrita: 26.03.2012
Declaración
Novedad (Art. 6.1 LP 11/1986) Reivindicaciones Reivindicaciones 1-6 SI NO Actividad inventiva (Art. 8.1 LP11/1986) Reivindicaciones Reivindicaciones 3-5 1, 2, 6 SI NOSe considera que la solicitud cumple con el requisito de aplicación industrial. Este requisito fue evaluado durante la fase de examen formal y técnico de la solicitud (Artículo 31.2 Ley 11/1986) .
Base de la Opinión.
La presente opinión se ha realizado sobre la base de la solicitud de patente tal y como se publica.
Informe del Estado de la Técnica Página 3/4
OPINIÓN ESCRITA
Nº de solicitud: 201030039
1. Documentos considerados.
A continuación se relacionan los documentos pertenecientes al estado de la técnica tomados en consideración para la realización de esta opinión.
Documento Número Publicación o Identificación Fecha Publicación D01 ES 370796 A1 (CARTIERE AMBROGIO BINDA SPA ) 01.01.1972 D02 ES 2024875 A6 (CREACIONES BOBINGA S A ) 01.03.1992 D03 WO 0061385 A1 (EUCATEX SA et al.) 19.10.2000 D04 KR 100917066 B1 (PARK IN SU ) 15.09.2009 D05 EP 2179863 A1 (FLOORING TECHNOLOGIES LTD ) 28.04.2010 D06 ES 2221776 A1 (INTER BON S A ) 01.01.20052. Declaración motivada según los artículos 29.6 y 29.7 del Reglamento de ejecución de la Ley 11/1986, de 20 de marzo, de Patentes sobre la novedad y la actividad inventiva; citas y explicaciones en apoyo de esta declaración La solicitud se refiere a un procedimiento de fabricación de elementos con acabado brillante para la realización de muebles y otros objetos y a un producto con acabado brillante para la realización de muebles u otros objetos. La primera reivindicación R1, tal y como ha sido redactada, se refiere a un procedimiento con al menos las siguientes etapas: aplicación de papel melamínico de baja presión sobre un soporte incluyendo sub-etapas de prensado, corte y lijado; lacado aplicando barniz incluyendo curado y película protectora; y ajuste de tamaño y forma y acondicionado para su almacenaje y uso incluyendo corte y canteado. La segunda reivindicación R2 indica que el soporte es un tablero MDF o de partículas en la que se aplica un papel melaminizado en ambas caras que permita lijado de la cara principal previo a la aplicación del barniz. La reivindicación R6 se refiere al producto que se caracteriza por las capas resultantes de las etapas descritas en la reivindicación R1.
El documento D01 divulga un procedimiento para el acabado de superficies y paneles de madera que incluye etapas de impregnación de un papel en resina de melamina a aplicación a un soporte a una presión inferior a 15 Kg/cm2, con una etapa posterior de barnizado.
El documento D02 divulga un procedimiento para el acabado de soportes de madera chapados con papel. El papel puede colocarse en una o en las dos caras del soporte y se realizan etapas de corte, lijado, y lacado de la superficie vista con una capa protectora de barniz o similar, se fresa el canto con el perfil deseado y se chapa.
Otros documentos que sirven para ilustrar es estado de la técnica son:
D03 que divulga una placa de decoración y su proceso de fabricación donde el soporte o placa se recubre por la parte superior con un papel decorativo impregnado con una resina de melamina y sobre ella otra capa protectora, y en la cara inferior está cubierta por un papel de alto espesor impregnado con resina de melanina, D04 divulga un método de fabricación de un tablero en el que se imprime el papel transparente en el que se realiza un laminado de baja presión de melamina en a una la placa de fibras de densidad media se aplica melamina presión con el papel transparente, se pule la superficie, y se forma una capa protectora, D05 que describe un método que consiste en aplicar un papel laminado sobre un soporte, una capa de resina de melamina para sellarlo, las capas superior e inferior se prensan. La resina se cura. Se contemplan varias capas de resina, y D06 que divulga un tablero melamínico de alta resistencia, estructurado a partir de un tablero base, tipo aglomerado de partículas, que incorpora al menos en una de sus caras una lámina de papel decorativo y un papel, de bajo gramaje.
La aplicación del papel melamínico por una o ambas caras de tableros contrachapados o MDF es ampliamente conocida en el sector y las etapas que se indican en las reivindicaciones R1, R2 y R6 son etapas habituales en los procesados y postprocesados de los tableros de madera sin que se reivindiquen formas específicas de realizarlas que aporten ventajas técnicas innovadoras. La combinación de los documentos D01 y D02 afecta a la actividad inventiva de las reivindicaciones R1, R2, y R6 tal y como han sido redactadas. (Artículo 6.1 de la LP) .
La reivindicación R3 reivindica la aplicación de dos capas de barniz, la primera adherente de poco gramaje y aplicada con rodillo y las posteriores se aplican mediante cascada de laca con gramajes superiores a la capa inicial y curado y secado entre las aplicaciones de barniz, colocándose tras el curado y secado de la última capa de barniz se aplica un film plástico o película protectora. La reivindicación R4, dependiente de la reivindicación R3, se refiere al corte y canteado mediante material plástico y R5 a la curvatura. Se considera que los documentos anteriormente comentados no afectan a la novedad ni a la actividad inventiva de las reivindicaciones R3, R4 y R5.
Informe del Estado de la Técnica Página 4/4
Patentes similares o relacionadas:
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Lámina decorativa y panel decorativo, del 24 de Junio de 2020, de TOPPAN PRINTING CO., LTD: Lámina decorativa que comprende: una capa de patrón de imagen formada sobre un material de base de lámina; una primera capa de protección de superficie […]
Material compuesto de aislamiento térmico multicapa, del 3 de Junio de 2020, de Unifrax I LLC: Un material compuesto de aislamiento térmico multicapa que comprende: al menos una capa de superaislamiento que comprende un material de superaislamiento […]
Película de poliéster que tiene una estructura multicapa para laminar un sustrato metálico, sustrato metálico que tiene una película de poliéster y un contenedor que tiene un componente fabricado a partir de este sustrato metálico, del 6 de Mayo de 2020, de Tata Steel IJmuiden B.V: Un sustrato metálico que tiene una película de poliéster laminada en al menos una cara del sustrato metálico para producir un laminado, en donde la película de poliéster es una […]
Película de polietileno metalizada con adhesión metálica mejorada, del 8 de Abril de 2020, de Dow Global Technologies LLC: Una estructura multicapa que comprende: (a) una capa de revestimiento que comprende al menos un 50 % en peso de una composición interpolimérica de etileno/α-olefina […]
 Pantalla de invernadero, del 25 de Marzo de 2020, de Aktiebolaget Ludvig Svensson: Una pantalla de invernadero que comprende tiras del material de película que están interconectadas por un sistema de hilo de hebras transversales y hebras […]
Pantalla de invernadero, del 25 de Marzo de 2020, de Aktiebolaget Ludvig Svensson: Una pantalla de invernadero que comprende tiras del material de película que están interconectadas por un sistema de hilo de hebras transversales y hebras […]
Telas de PCM flexibles, del 25 de Marzo de 2020, de smartpolymer GmbH: Tela de PCM flexible con alta densidad de almacenamiento de energía térmica latente, caracterizada por una estructura de soporte bidimensional […]