Componente de montaje para unir con un componente constructivo mediante soldadura ultrasónica torsional.
Componente (1) de montaje con por lo menos un punto (2) de soldadura previsto para soldar con uncomponente (3) constructivo,
debiendo realizarse la soldadura con el procedimiento de soldadura ultrasónicatorsional conocido en sí mismo, en el que se superpone un sonotrodo para transmitir las vibraciones generadoras delproceso de soldadura sobre el punto (2) de soldadura, con lo que se funde el plano (4) de junta entre el componente(1) de montaje y el componente (3) constructivo y se suelda el componente (1) de montaje con el componente (3)constructivo, caracterizado por que el punto (2) de soldadura del componente (1) de montaje se desacopla, encuanto a técnica de vibraciones, de la superficie restante del componente (1) de montaje.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10161197.
Solicitante: Faurecia Exteriors GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Nordsehler Strasse 38 31655 Stadthagen.
Inventor/es: SAUTNER, ANTON, BÜCKER,DIRK, GÖRSE,HERGEN, FENZEL,ROBERT, HELFENBERGER,ANDREAS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando fricción, p. ej. soldadura por rotación.
- B29C65/08 B29C 65/00 […] › utilizando vibraciones ultrasonoras.
PDF original: ES-2396307_T3.pdf
Fragmento de la descripción:
Componente de montaje para unir con un componente constructivo mediante soldadura ultrasónica torsional.
La invención se refiere a un componente de montaje con por lo menos un punto de soldadura previsto para soldar con un componente constructivo, debiendo realizarse la soldadura con el procedimiento de soldadura ultrasónica torsional conocido en sí mismo, en el que se sitúa un sonotrodo para transmitir al punto de soldadura las vibraciones generadoras del proceso de soldadura, con lo cual se funde el plano de junta entre el componente de montaje y el componente constructivo y se suelda el componente de montaje con el componente constructivo.
Estado actual de la técnica Una técnica establecida para unir componentes constructivos de plástico es la soldadura. Se aprovechan para ello 10 diversas posibilidades de aplicar energía. Por ejemplo, la soldadura por fricción y la soldadura ultrasónica.
Especialmente se centran en la utilización en la zona exterior de los automóviles, debido a las posibilidades que ofrecen las nuevas propiedades de los materiales en el moldeo por inyección, que permiten actualmente espesores de pared corrientes en la mecanización de >= 3, 0 mm. El tipo de material que se utiliza, en este caso, según las normas es el PP (polipropileno) reforzado con talco a causa del precio.
Debido a los delgados espesores de pared, bajan los costes y el peso de los componentes constructivos. Puesto que, sin embargo, especialmente el PP es susceptible a la fluencia bajo carga en comparación con otros plásticos técnicos y dispone de un módulo de elasticidad reducido, pero, al mismo tiempo, los requerimientos establecidos en la soldadura de componentes constructivos en cuanto a esfuerzos de retención en el combinado de componentes soldado permanecen invariables en > 200 N en cada punto de soldadura, no es posible unir, con frecuencia, los componentes constructivos sin defectos. En este caso, dos factores influyentes impiden una soldadura libre de marcas:
1.) Defectos de soldadura condicionados por el proceso La energía aplicada a la fusión y la unión interior del plano de junta actúan a través del componente constructivo de tal modo que la superficie se deforma al enfriarse el componente constructivo, a consecuencia de la diferencia de contracción, y se forma un defecto de soldadura.
2.) Defectos de soldadura condicionados por el esfuerzo Las fuerzas aplicadas puntualmente al soldar en el combinado de componentes constructivos dan lugar a deformaciones visibles en la superficie, en caso de espesores de los componentes constructivos y de módulo de elasticidad del material muy pequeños. La superficie cede bajo carga de las tensiones aplicadas y se forma un defecto de soldadura visible.
Un desarrollo para evitar ese efecto es la soldadura ultrasónica torsional, como se ha descrito en el documento EP 1 930 148 A1 y en el aún no publicado DE 10 2009 011273A1. En ella, el componente constructivo superior, que queda bajo el sonotrodo, se pone en vibración rotativa en el intervalo de frecuencias ultrasónicas. La vibración se transmite a través del componente constructivo superior y se transforma directamente en calor en el plano de junta 35 entre los componentes constructivos superior e inferior. El componente constructivo superior se calienta por su amortiguación interior pero no se funde. Gracias a ello, se reduce, por un lado, el calor operante sobre el componente constructivo inferior, y, por otro lado, se transforma la superficie de unión activa para introducir la fuerza de unión de una de tipo puntual en una de tipo lineal o superficial. Como resultado, son posibles uniones sin marcas en materiales poliolefínicos incluso por debajo de 3, 0 mm de espesor de pared. Se podría evitar así la formación de defectos de soldadura.
En esta descripción, los conceptos de componente constructivo superior y componente de montaje, así como de componente constructivo inferior y componente constructivo, indican los mismos artículos. Sobre el componente de montaje o bien sobre el componente constructivo superior se coloca el sonotrodo para soldar con el componente de montaje el componente constructivo, que se encuentra bajo el componente de montaje.
Crítica al estado actual de la técnica:
La técnica de soldadura por ultrasonidos conocida como soldadura torsional sólo se ha podido aplicar, hasta ahora, a componentes constructivos ligeros, relativamente pequeños. Si se intentase poner en vibración un componente constructivo grande y plano, el momento de inercia de la superficie es, por lo general, tan grande que no da lugar a una transmisión de la vibración. La resistencia del componente 50 constructivo a soldar es tan grande, respecto del impulso de giro aplicado, que no se transmite la energía al plano de junta, sino que ya se libera en el componente constructivo superior. Se funde el sonotrodo con el componente constructivo. El plano de junta entre los componentes constructivos queda sin soldar.
Los componentes constructivos no se unen. Lo cual se debe a que la superficie del componente constructivo entra al cuadrado en la ecuación del momento de inercia, mientras que la masa del
componente constructivo determina de modo directamente proporcional el momento de inercia.
Se le plantea a la invención el problema de mejorar un componente de montaje grande y plano según el preámbulo de la reivindicación 1 de tal modo que pueda soldarse con un componente constructivo mediante soldadura
ultrasónica torsional. Se le plantea además a la invención el problema de desarrollar componentes grandes y planos para soldar por medio de vibración torsional.
Se resuelve este problema, según el invento, mediante las características de la reivindicación 1.
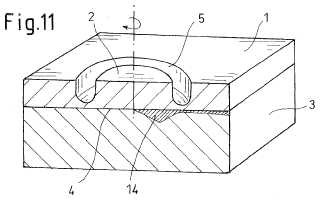
Según el invento, se propone que el punto de soldadura del componente de montaje se desacople en cuanto a técnica vibratoria de la superficie restante del componente de montaje. Esto tiene por consecuencia que la energía aplicada por el sonotrodo sea transmitida, en la mayor cantidad posible, al punto de soldadura y no se libere en la restante superficie del componente de montaje. La energía aplicada se transmite, por tanto, lo más ampliamente posible al plano de junta entre el componente de montaje y el componente constructivo, con lo cual el plano de junta se funde y se suelda el componente de montaje con el componente constructivo. El sonotrodo no se funde con el componente de montaje.
En una primera configuración, se propone que el punto de soldadura se desacople mediante rebajos y/o perforaciones de la restante superficie. Rebajos y/o perforaciones se pueden aplicar fácilmente en la fabricación de componentes de montaje. Cuando se trate de componentes de plástico, dichos rebajos y/o perforaciones pueden integrarse en el molde de inyección. En todo caso, se desacopla el punto de soldadura de la restante superficie del componente de montaje gracias a dichos rebajos y/o perforaciones.
Se prefieren los rebajos y/o perforaciones dispuestos coaxialmente alrededor del punto de soldadura para que el punto de soldadura esté desacoplado en todas las direcciones.
En una forma de realización, los rebajos están en una ranura anular. Esta ranura anular rodea coaxialmente el punto de soldadura. La profundidad de los rebajos se elige generalmente de modo que, por un lado, tenga lugar un desacoplamiento suficiente y, por otro, se dé una suficiente resistencia del punto de soldadura respecto de la restante superficie del componente de montaje.
La profundidad de los rebajos puede aumentar o disminuir continuamente desde una profundidad de partida a una profundidad final. Gracias a ello, se puede regular exactamente el comportamiento de las vibraciones.
Resultan ventajosamente los rebajos y/o las perforaciones dispuestos de modo mutuamente desplazado. También gracias a estas medidas se puede regular con exactitud el comportamiento de las vibraciones.
En otra configuración preferida, el punto de soldadura está rodeado de un rebajo o perforación en forma de U. Con ello, el punto de soldadura está completamente unido por una parte con la superficie restante del componente de montaje.
En otra configuración, el punto de soldadura está rodeado por un rebajo de sección transversal curvada o en zigzag situado periféricamente alrededor del punto de soldadura. El punto de soldadura puede vibrar, por consiguiente, casi libremente en el componente de montaje sin que la vibración sea transmitida a la restante superficie del componente de montaje.
En otra configuración ventajosa más, se propone ampliar la superficie útil para el acoplamiento entre sonotrodo y componente de montaje. Cuanto mayor sea dicha superficie, por ejemplo,... [Seguir leyendo]
Reivindicaciones:
1. Componente (1) de montaje con por lo menos un punto (2) de soldadura previsto para soldar con un componente (3) constructivo, debiendo realizarse la soldadura con el procedimiento de soldadura ultrasónica torsional conocido en sí mismo, en el que se superpone un sonotrodo para transmitir las vibraciones generadoras del proceso de soldadura sobre el punto (2) de soldadura, con lo que se funde el plano (4) de junta entre el componente (1) de montaje y el componente (3) constructivo y se suelda el componente (1) de montaje con el componente (3) constructivo, caracterizado por que el punto (2) de soldadura del componente (1) de montaje se desacopla, en cuanto a técnica de vibraciones, de la superficie restante del componente (1) de montaje.
2. Componente de montaje según la reivindicación 1, caracterizado por que el punto (2) de soldadura se desacopla de la superficie restante por medio de rebajos (5) y/o perforaciones (6) .
3. Componente según la reivindicación 2, caracterizado por que los rebajos (5) y/o las perforaciones (6) se han dispuesto coaxialmente alrededor del punto (2) de soldadura.
4. Componente de montaje según una de las reivindicaciones precedentes, caracterizado por que los rebajos
(5) son una ranura anular.
5. Componente de montaje según una de las reivindicaciones precedentes, caracterizado por que los rebajos (5) aumentan o disminuyen constantemente en profundidad desde una profundidad (7) inicial a una profundidad (8) final.
6. Componente de montaje según una de las reivindicaciones precedentes, caracterizado por que los rebajos (5) y/o perforaciones (6) se disponen mutuamente desplazadas.
7. Componente según una de las reivindicaciones precedentes, caracterizado por que el punto (2) de soldadura está rodeado de un rebajo (5) o perforación (6) en forma de U.
8. Componente de montaje según una de las reivindicaciones precedentes, caracterizado por que el punto (2) de soldadura está rodeado por un rebajo de sección transversal curvada o en zigzag dispuesto periféricamente alrededor del punto (2) de soldadura.
9. Componente de montaje con al menos un punto (2) soldadura previsto para soldar con un componente (3) constructivo, pudiéndose realizar la soldadura con el procedimiento de soldadura ultrasónica torsional conocido en sí mismo, en el que se superpone un sonotrodo para transmitir las vibraciones generadoras del proceso de soldadura sobre el punto (2) de soldadura, con lo cual se funde el plano (4) de junta entre el componente (1) de montaje y el componente (3) constructivo y se suelda el componente (1) de montaje con el componente (3) constructivo, en especial, según una de las reivindicaciones 1 a 8, caracterizado por que, en la región del punto (2) de soldadura, la superficie de acoplamiento para el sonotrodo es mayor que la superficie de apoyo, dispuesta en la cara opuesta, con cuya superficie de apoyo se puede superponer el componente (1) de montaje sobre el componente (3) constructivo.
10. Componente de montaje según una de las reivindicaciones precedentes, caracterizado por que la superficie del punto (2) de soldadura y/o el borde circundante del punto (2) de soldadura presenta una superficie (9) de acoplamiento útil para el sonotrodo ampliada con respecto a una superficie plana.
11. Componente según una de las reivindicaciones precedentes, caracterizado por que la forma constructiva del componente (1) de montaje, en la región del punto de apoyo del sonotrodo, se ha adaptado al contorno de un sonotrodo no plano.
12. Componente de montaje según una de las reivindicaciones precedentes, caracterizado por que la superficie
(9) de acoplamiento para el sonotrodo se amplía redondeando los bordes exteriores, por rugosidades o por dentado.
13. Componente de montaje según una de las reivindicaciones precedentes, caracterizado por que el componente (1) de montaje presenta una superficie de apoyo reducida en comparación con una superficie plana en la cara opuesta al punto de apoyo del sonotrodo, habiéndose dispuesto preferiblemente protuberancias (10) y/o concavidades en la superficie de apoyo.
14. Componente de montaje según una de las reivindicaciones precedentes, caracterizado por que el componente (1) de montaje y el componente (3) constructivo son de plástico y están preferiblemente en la parte interior o exterior de un vehículo automóvil.
15. Componente de montaje según una de las reivindicaciones precedentes, caracterizado por que la soldadura se dispone debajo de las superficies exteriores pintadas.
Patentes similares o relacionadas:
Barra de sellado y procedimiento para usar la misma, del 22 de Julio de 2020, de Dow Global Technologies LLC: Una barra de sellado que comprende: un miembro de base que tiene una superficie frontal plana y una superficie plana rebajada una distancia (d) […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Método de fabricación de sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, del 27 de Mayo de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para producir sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, en donde se aplica un elemento de fijación […]
Bolsa de filtro para aspiradora con costura de soldadura altamente resistente, procedimiento para su producción, así como herramienta e instalación de soldadura por ultrasonidos para la producción de una costura de soldadura ultrarresistente, del 13 de Mayo de 2020, de EUROFILTERS N.V.: Bolsa de filtro para aspiradora a partir de un material de filtro que puede ser soldado térmicamente, definiéndose mediante el material de filtro un espacio interior cerrado […]
Máquina rotatoria y procedimiento para el sellado de bolsas de láminas, del 6 de Mayo de 2020, de Pouch Partners GmbH: Máquina rotatoria (M), en particular máquina llenadora rotatoria (F), al menos para el sellado continuo de bolsas de láminas (B) individuales a través de […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Procedimiento de fabricación de cápsula, del 22 de Abril de 2020, de Melchior Material and Life Science: Procedimiento de fabricación de cápsula, caracterizado por que comprende las etapas siguientes: a) una etapa de preparación que comprende la preparación de un primer […]
Estación de soldadura para la soldadura de bolsas de láminas y procedimiento asociado, del 22 de Abril de 2020, de Pouch Partners GmbH: Estación de soldadura en un dispositivo de llenado de bolsas de láminas para la soldadura de bolsas de láminas después de un proceso de llenado, […]