Aparato de llenado de envases.
Una máquina de embalaje y llenado en la que se empalma un material laminado de embalaje a modo de banda en un empalme del siguiente material laminado de embalaje a modo de banda,
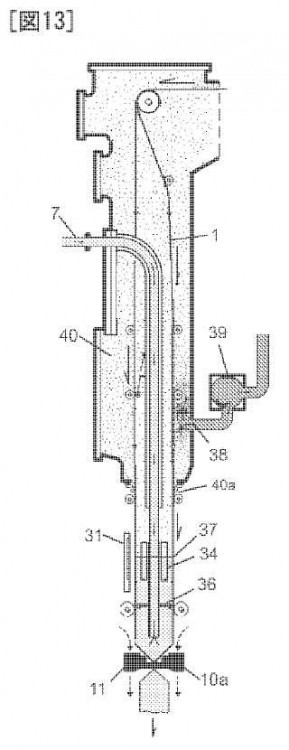
se aporta continuamente el material de embalaje a modo de banda y se le da una forma tubular, se suelda longitudinalmente el tubo solapado en ambos extremos del material de embalaje a lo largo de la dirección longitudinal, se carga un alimento líquido hasta un nivel de líquido (37) de una posición predeterminada por encima de una salida de un conducto de llenado (7), efectuándose esta carga desde el conducto de llenado (7) en el material de embalaje tubular (1) transportado continuamente y en dirección vertical hacia abajo, mientras se sujeta el tubo con unas mordazas de sellado (10) y unas contramordazas (11) a lo largo de una dirección transversal por debajo del nivel de líquido (37) y se le arrastra hacia abajo, se sella transversalmente el tubo, mientras se sujeta el tubo con las mordazas de sellado (10) y las 10 contramordazas (11) a lo largo de una dirección transversal por debajo del nivel de líquido (37), se sujeta el tubo con unas aletas formadoras al mismo tiempo que se le preforma, se corta el tubo en la zona de sellado transversal y se fabrican recipientes embalados,
en donde la máquina de embalaje y llenado comprende una pestaña de presión (36) que corresponde a un medio de mantenimiento de una presión positiva, la pestaña de presión está dispuesta alrededor de la periferia del conducto de llenado por debajo del nivel de líquido en el material de embalaje tubular (1), la pestaña de presión (36) controla flujos libres desde la parte inferior hasta la parte superior del alimento líquido cargado en el tubo para mantener la presión del alimento líquido en el tubo por debajo de la pestaña de presión (36) en un valor de presión positiva y para hacer que sea fácil la preformación con las aletas formadoras, y el medio de mantenimiento de presión positiva absorbe la fluctuación de la presión del alimento líquido en el tubo por debajo de la pestaña de presión (36) e impide que la presión del alimento líquido caiga en presión negativa para mantener la presión del alimento líquido en el tubo por debajo de la pestaña de presión (36) en un valor de presión positiva,
caracterizada porque el medio de mantenimiento de presión positiva se mueve libremente hacia arriba y hacia abajo sobre la periferia del conducto de llenado (7).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2009/001991.
Solicitante: TETRA LAVAL HOLDINGS & FINANCE S.A..
Nacionalidad solicitante: Suiza.
Dirección: AVENUE GENÉRAL-GUISAN 70 1009 PULLY SUIZA.
Inventor/es: YANO, KEIJI, KONNO, HIDETOSHI, KANEKO,YUTAKA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Ensamblado de elementos preformados; Aparatos a este efecto.
- B65B51/30 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › Dispositivos, p. ej. mordazas, para aplicar sucesivamente presión y calor, p. ej. para fraccionar tubos llenados.
- B65B57/14 B65B […] › B65B 57/00 Dispositivos de control automático, de verificación, de alarma, o de seguridad (posicionado del material de envoltura o formando receptáculo alimentado a partir de bobinas B65B 41/18). › y cuyo funcionamiento manda o para la alimentación de los objetos o productos a embalar.
- B65B61/28 B65B […] › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › para descargar de las máquinas los paquetes acabados.
- B65B9/12 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › División de tubos llenos para formar dos o más paquetes por soldado o amarrado que supone el desplazamiento del contenido.
- B65B9/20 B65B 9/00 […] › tomando las bandas la forma de tubo in situ alrededor de las bocas de llenado.
PDF original: ES-2385425_T3.pdf
Fragmento de la descripción:
Aparato de llenado de envases.
CAMPO DE LA INVENCIÓN
Esta invención se refiere a una máquina de embalaje y llenado para cargar y embalar algo de beber en recipientes.
TÉCNICA ANTERIOR
Cuando se fabrican recipientes embalados llenos de un alimento líquido tal como leche, agua mineral, té, zumo, sopa o alcohol, se utilizan materiales de embalaje laminados en forma de banda. El material laminado de embalaje a modo de banda se empalma en empalmes del material laminado de embalaje siguiente. Se conforma un recipiente embalado sellando continuamente el material laminado de embalaje con termosellado, sellado ultrasónico y similares. Por ejemplo, en una máquina de embalaje y llenado se empalma un material laminado de embalaje en un empalme del material laminado de embalaje siguiente. Se une una tira continuamente en el borde del material laminado de embalaje. El material laminado de embalaje es convertido en una forma tubular. Ambos lados extremos del material de embalaje se colocan uno sobre otro para formar un solapamiento. El solapamiento es prensado por una tira que cubre una cara de la sección de borde interior del sellado longitudinal, y se sella el solapamiento con un elemento de sellado longitudinal a lo largo de la dirección longitudinal. En la atmósfera asépticamente cubridora en una cámara aséptica se sella un material laminado de embalaje en dirección transversal por medio de un dispositivo de sellado transversal, al tiempo que se carga alimento líquido en el material laminado de embalaje tubular, y se corta el material laminado de embalaje. Se produce un recipiente preliminar de forma de almohada. Se configura adicionalmente un recipiente preliminar dándose la forma predeterminada y se completa un recipiente embalado.
La figura 4 es un diagrama en perspectiva de un croquis que muestra un ejemplo de una máquina de embalaje y llenado. Un material laminado de embalaje 1 de forma de banda y semejante a un carrete es cargado en la máquina de embalaje y llenado. El material laminado de embalaje 1 comprende un laminado flexible resultante de un sustrato de papel y capas de resina de polietileno en ambos lados del sustrato de papel. Entre el sustrato de papel y la capa de película se forma, si es necesario, una capa de barrera que incluye papel de aluminio, resina de barrera frente a gases y similares. Se imprimen decoraciones sobre secciones correspondientes a la superficie del recipiente embalado 14.
El material laminado de embalaje desenrollado 1 es transportado continuamente con un alimentador de los medios de transporte y es transportado hasta un aplicador 3 de una tira a través de rodillos curvadores y rodillos amortiguadores. Cuando se empalma la tira siguiente, se aplica continuamente una tira 2 sobre un borde del material laminado de embalaje 1 por medio de un aplicador de tira.
Se aplica una lengüeta de tracción al material laminado de embalaje 1, si es necesario, mediante un aplicador de lengüeta de tracción. Se transfiere el material laminado de embalaje 1 a un tanque de esterilización 4 y se le esteriliza en el tanque de esterilización 4 con un líquido esterilizante de peróxido de hidrógeno y similares. Se lleva el material laminado de embalaje 1 hasta una cuchilla de aire 5 para que sea secado por la cuchilla de aire 5. Se lleva el material laminado de embalaje 1 a una cámara aséptica 40 que asegura que se cargue un alimento líquido en el material de embalaje tubular con la atmósfera aséptica. Se transforma gradualmente el material laminado de embalaje 1 con anillos formadores 6 y con otros anillos formadores para convertirlo en la forma tubular. Se precaliente el material laminado de embalaje tubular 1 por medio de aire caliente proveniente de un medio de precalentamiento 8 de un dispositivo de sellado longitudinal para que sea sellado longitudinalmente. Se carga el alimento líquido en el material laminado de embalaje tubular 1 desde un extremo inferior de una salida de un conducto de llenado 7.
En la figura 5 se muestra un ejemplo de la carga de alimento líquido hasta el nivel de líquido predeterminado desde un conducto de llenado en un material de embalaje tubular.
Se inserta una porción vertical del conducto de llenado 7 en la parte inferior interna del material de embalaje tubular 1. Se conecta la porción de aguas arriba a una válvula de control 32. Un flotador cilíndrico 34 está dispuesto alrededor de la periferia de la porción vertical del conducto de llenado 7. El flotador 34, que flota en el alimento líquido y está entre el material de embalaje tubular 1 y el conducto de llenado 7, es puesto alrededor de la superficie externa de la porción vertical del conducto de llenado 7 con libre movilidad ascendente-descendente. En el flotador 34 está instalado un medio 35 a detectar (un imán, un transmisor, una etiqueta y similares) . Un detector 31 está dispuesto en el exterior del tubo 1. El detector 31 convierte un cambio de la intensidad y la debilidad de la señal del medio a detectar en corriente eléctrica y el detector da salida a esta corriente en forma de una señal eléctrica. El detector entrega a un medio de control 33 una señal de parada a más del nivel predeterminado y una señal de apertura a menos del nivel predeterminado, respectivamente. Una válvula de control de flujo 32 está montada en la porción de aguas arriba del conducto de llenado 7 y la válvula de control de flujo 32 es controlada por el medio de control 33.
Un nivel del líquido está coordinado con el nivel predeterminado; véase el documento JP 01-82102 Y.
El material laminado de embalaje tubular 1 es guiado hacia abajo y transportado al dispositivo de sellado transversal 10, como se muestra en la figura 4. El material laminado de embalaje tubular 1 es termosellado con prensado a lo largo de la dirección transversal y es convertido a la forma de un recipiente. El material laminado de embalaje transversalmente sellado es cortado con una cuchilla y se conforma un recipiente preliminar (cuerpo preformado) 13 a modo de almohada.
En la figura 6 se muestra una vista detallada en sección transversal parcial del dispositivo de sellado transversal 10. En primer lugar, en esta realización se sujeta el material de embalaje tubular 1 con el alimento cargado mediante un par superior de una mordaza de sellado 10a y una contramordaza 11. Mientras se transporta el material de embalaje tubular 1 hacia abajo a lo largo de una distancia de longitud correspondientemente a solamente un recipiente embalado, se sujeta dicho material por medio de un par de aletas formadoras superiores 41 y 41 y se le convierte a una forma de recipiente aproximada. Se forman transversalmente dos zonas de sellado transversales por medio del sellado transversal. Se corta el centro de las zonas de sellado de los cuerpos preformados conectados a modo de almohada por medio de la cuchilla 42 y se conforman cuerpos preformados separados 13 a modo de almohada.
En la realización mostrada en la figura 6 están previstos para el sellado transversal, la preformación y el corte a alta velocidad dos pares de la mordaza de sellado y la mordaza opuesta, así como de las aletas formadoras, y el primer par que ha acabado los pasos de sellado transversal, preformación y corte es evacuado hacia un lado y retorna hacia arriba, y se repiten los siguientes pasos de sellado transversal, preformación y corte.
El recipiente preliminar 13 es transportado y convertido a la forma final por medio de un dispositivo de conformación final 15, como se muestra en la figura 4, y se produce un recipiente embalado 14 lleno de alimento líquido.
SUMARIO DE LA INVENCIÓN
PROBLEMA A RESOLVER POR LA INVENCIÓN
En el sistema de embalaje y llenado anteriormente mencionado la presión del alimento líquido cargado en el tubo es una presión positiva correspondiente a una profundidad del líquido desde el nivel de llenado. Cuando se conforma el material de embalaje con las aletas formadoras, la presión positiva del alimento líquido en el tubo se combina con una presión externa de las aletas formadoras para conformar bien el material de embalaje.
Además, al mantenimiento de tal presión positiva mantiene también las buenas condiciones higiénicas de los alimentos cargados. Esto quiere decir que, aun cuando el material de embalaje tenga pequeñas grietas, rajas y picaduras, el alimento líquido solamente escapa al exterior desde tales puntos, pero ninguna sustancia de la atmósfera exterior invade el tubo ni tampoco contamina el alimento líquido contenido en el tubo.
Reivindicaciones:
1. Una máquina de embalaje y llenado en la que se empalma un material laminado de embalaje a modo de banda en un empalme del siguiente material laminado de embalaje a modo de banda, se aporta continuamente el material de embalaje a modo de banda y se le da una forma tubular, se suelda longitudinalmente el tubo solapado en ambos extremos del material de embalaje a lo largo de la dirección longitudinal, se carga un alimento líquido hasta un nivel de líquido (37) de una posición predeterminada por encima de una salida de un conducto de llenado (7) , efectuándose esta carga desde el conducto de llenado (7) en el material de embalaje tubular (1) transportado continuamente y en dirección vertical hacia abajo, mientras se sujeta el tubo con unas mordazas de sellado (10) y unas contramordazas (11) a lo largo de una dirección transversal por debajo del nivel de líquido (37) y se le arrastra hacia abajo, se sella transversalmente el tubo, mientras se sujeta el tubo con las mordazas de sellado (10) y las contramordazas (11) a lo largo de una dirección transversal por debajo del nivel de líquido (37) , se sujeta el tubo con unas aletas formadoras al mismo tiempo que se le preforma, se corta el tubo en la zona de sellado transversal y se fabrican recipientes embalados, en donde la máquina de embalaje y llenado comprende una pestaña de presión (36) que corresponde a un medio de mantenimiento de una presión positiva, la pestaña de presión está dispuesta alrededor de la periferia del conducto de llenado por debajo del nivel de líquido en el material de embalaje tubular (1) , la pestaña de presión (36) controla flujos libres desde la parte inferior hasta la parte superior del alimento líquido cargado en el tubo para mantener la presión del alimento líquido en el tubo por debajo de la pestaña de presión (36) en un valor de presión positiva y para hacer que sea fácil la preformación con las aletas formadoras, y el medio de mantenimiento de presión positiva absorbe la fluctuación de la presión del alimento líquido en el tubo por debajo de la pestaña de presión (36) e impide que la presión del alimento líquido caiga en presión negativa para mantener la presión del alimento líquido en el tubo por debajo de la pestaña de presión (36) en un valor de presión positiva, caracterizada porque el medio de mantenimiento de presión positiva se mueve libremente hacia arriba y hacia abajo sobre la periferia del conducto de llenado (7) .
2. Una máquina de embalaje y llenado según la reivindicación 1, en la que la pestaña de presión (36) se localiza en la posición predeterminada y en la vecindad de ésta mediante un equilibrio con la primera fuerza de movimiento hacia abajo por efecto del peso propio de la pestaña y la segunda fuerza de movimiento hacia arriba por efecto de la corriente ascendente del alimento líquido que fluye desde la parte inferior hasta la parte superior.
3. Una máquina de embalaje y llenado según la reivindicación 1, en la que la pestaña de presión (36) se localiza en la posición predeterminada y en la vecindad de ésta mediante un equilibrio con la primera fuerza de movimiento hacia abajo por efecto de la fuerza magnética entre polos magnéticos interno y externo del tubo y la segunda fuerza de movimiento hacia arriba por efecto de la corriente ascendente del alimento líquido que fluye desde la parte inferior hasta la parte superior.
Patentes similares o relacionadas:
 Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
 Proceso para sellar un accesorio flexible a una película flexible, del 29 de Julio de 2020, de Dow Global Technologies LLC: Un proceso que comprende:
A. proporcionar un accesorio con una base , comprendiendo la base un copolímero multibloque de etileno/α-olefina;
[…]
Proceso para sellar un accesorio flexible a una película flexible, del 29 de Julio de 2020, de Dow Global Technologies LLC: Un proceso que comprende:
A. proporcionar un accesorio con una base , comprendiendo la base un copolímero multibloque de etileno/α-olefina;
[…]
Elemento de ajuste para su uso en la rehabilitación de tuberías y método para producir el mismo, del 8 de Julio de 2020, de Mocs Beheer B.V: Un elemento de ajuste para su uso en la rehabilitación de tuberías con un revestimiento, el elemento de ajuste que comprende un artículo compuesto de fibras […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Procedimiento de cierre de un embalaje tubular y de control continuo de la estanqueidad de su extremo soldado después del llenado, del 17 de Junio de 2020, de PIERRE FABRE DERMO-COSMETIQUE: Procedimiento de cierre de un embalaje tubular y de control de la estanqueidad de su extremo soldado , después de su llenado hasta un nivel de […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Un producto de rapé oral en bolsa, del 29 de Abril de 2020, de Swedish Match North Europe AB: Un producto de rapé oral en bolsa que comprende un material de relleno y una bolsa permeable a la saliva que encierra el material de relleno, […]