Procedimiento de aceleración gasodinámica de materiales en polvo y dispositivo para su realización.
Procedimiento de aceleración gasodinámica en frío de al menos un material en polvo que comprende la alimentación de dicho material en polvo en una boquilla supersónica a través de un punto de inyección,
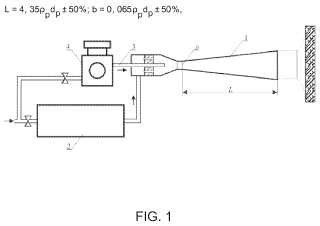
su aceleración mediante un flujo de gas supersónico y su deposición mediante impacto sobre la superficie de una pieza, caracterizado porque tiene en cuenta el tamaño de las partículas y la densidad de dicho material que las constituye así como los parámetros del gas con el fin de conferir a las partículas de polvo arrastradas por el flujo de gas la velocidad máxima susceptible de ser alcanzada en su impacto con la superficie de la pieza tratada gracias a la aceleración del flujo de gas y de polvo en la parte supersónica de la boquilla cuya longitud y dimensión transversal de la sección crítica corresponden a las siguientes condiciones:
en las que L es la longitud de la parte supersónica de la boquilla, Pp es la densidad de una partícula de dicho material, dp es el diámetro de una partícula, b = h es la altura de la sección crítica de la boquilla en el caso de una boquilla plana, y b = dcr es el diámetro de la sección crítica de la boquilla en el caso de una boquilla axisimétrica.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09180869.
Solicitante: ECOLE NATIONALE D'INGENIEURS DE SAINT ETIENNE.
Nacionalidad solicitante: Francia.
Dirección: 58 RUE JEAN PAROT 42000 SAINT ETIENNE FRANCIA.
Inventor/es: Kosarev,Vladimir Federovich, Klinkov,Sergey Vladimirovich, Laget,Bernard, Bertrand,Philippe, Smurov,Igor.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B05B7/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05B APARATOS DE PULVERIZACION; APARATOS DE ATOMIZACION; TOBERAS O BOQUILLAS (mezcladores de pulverización con toberas B01F 5/20; procedimientos para aplicar líquidos u otros materiales fluidos a superficies por pulverización B05D). › B05B 7/00 Aparatos de pulverización para descargar líquidos u otros materiales fluidos procedentes de varias fuentes, p. ej. líquido y aire, polvo y gas (B05B 3/00, B05B 5/00 tienen prioridad). › dispuestos para proyectar materiales en partículas (B05B 7/16 tiene prioridad).
- B05B7/16 B05B 7/00 […] › dotados de medios para calentar la materia que va a ser proyectada.
- C23C24/04 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 24/00 Revestimiento a partir de polvos inorgánicos (pulverización en estado fundido del material de revestimiento C23C 4/00; difusión en estado sólido C23C 8/00 - C23C 12/00). › Deposición de partículas por impacto.
- C23C4/12 C23C […] › C23C 4/00 Revestimiento por pulverización del material de revestimiento en estado fundido, p. ej. por pulverización a la llama, con plasma o por descarga eléctrica (soldadura de recarga B23K, p. ej. B23K 5/18, B23K 9/04). › caracterizado por el método de pulverización.
PDF original: ES-2382720_T3.pdf
Fragmento de la descripción:
Procedimiento de aceleración gasodinámica de materiales en polvo y dispositivo para su realización.
La presente invención se refiere a un procedimiento y a un dispositivo de aceleración gasodinámica de materiales en polvo con vistas a la utilización en mecánica y en otros campos industriales para formar revestimientos funcionales que aportan diferentes propiedades sobre las superficies tratadas. Además, la presente invención se puede poner en práctica en procedimientos que utilizan los impactos a alta velocidad entre partículas de polvo y una superficie de sustrato tales como el lijado de superficies, la partición/granulación de partículas de polvo, etc.
Ya se conocen sistemas de proyección gasodinámica de los materiales en polvo.
El documento RU nº 2257423 describe así un sistema que comprende un módulo de proyección compuesto por un calentador eléctrico de gas comprimido y por una boquilla supersónica conectada al orificio de salida de dicho calentador y que comprende un módulo de inyección de polvo en dicha boquilla, un módulo de control conectado al calentador eléctrico de gas comprimido por un conducto flexible y por un cable eléctrico, un contenedor de alimentación de polvo cuyo orificio de salida está conectado al módulo de inyección de polvo en la boquilla. Para proteger el funcionamiento del sistema disminuyendo la temperatura de los componentes exteriores del calentador eléctrico de gas comprimido, dicho calentador comprende una funda de cuero que envuelve un armazón metálico dejando un espacio libre entre la misma y dicho armazón, estando el espacio libre lleno de un material calorífugo y comprendiendo dicho armazón un intercambiador de calor y presentando unos orificios de aireación que permiten la circulación de un gas de refrigeración en el interior de la funda. El módulo de inyección de polvo en la boquilla prevé, según una forma de realización preferida, la inyección del polvo en la zona supercrítica de la boquilla supersónica de manera oblicua con respecto al eje longitudinal de la boquilla con el fin de aumentar la eficacia del procedimiento de proyección gracias a un reparto más uniforme del material en polvo en la sección transversal de la boquilla. El dispositivo prevé la utilización de las boquillas que presentan la sección transversal redonda o rectangular en función de las formas geométricas de las superficies tratadas de una pieza. En función de la composición del material utilizado, la proporción entre la longitud de la parte supersónica de la boquilla y la dimensión de la sección transversal mínima de dicha boquilla puede variar entre 20 y 100.
El inconveniente de este dispositivo es que las dimensiones de la boquilla supersónica que forma parte integrante no están relacionadas en absoluto con el tamaño de diámetro y la densidad del material de las partículas proyectadas. Debido a ello, utilizando este dispositivo, es imposible comunicar a las partículas durante su movimiento en la parte supersónica de la boquilla la aceleración óptima para alcanzar la velocidad de impacto en la superficie de la pieza tratada máxima susceptible de ser alcanzada por las partículas proyectadas teniendo en cuenta sus características de tamaño y de densidad y, por consiguiente, garantizar la calidad máxima de los revestimientos resultantes.
El documento RU nº 2288970 describe un sistema de proyección gasodinámica en frío de los materiales en polvo que comprende un calentador eléctrico de gas comprimido, una boquilla supersónica (denominada de Laval) conectada por un orificio de salida a dicho calentador y que comprende una garganta situada entre las partes convergente y divergente de dicha boquilla, un módulo de inyección de polvo en la boquilla que comprende unos puntos de inyección destinados a la inyección de polvo en la boquilla y situados aguas arriba de la boquilla después de la garganta, comprendiendo dicho módulo de inyección al menos un contenedor de alimentación de polvo conectado mediante unos conductos a dichos puntos de inyección de al menos un material en polvo, y correspondiendo las características geométricas de la parte de la boquilla situada aguas arriba de los puntos de inyección de polvo y destinada a acelerar las partículas de polvo inyectadas en la boquilla a las siguientes condiciones: 0, 015 < B (Sout/Sinj-1) /L < 0, 03, donde Sout es el área de la sección transversal de la boquilla en su extremo de salida, Sinj es el área de la sección transversal de la boquilla en el lugar de la posición de los puntos de inyección de polvo, L es la longitud de la parte de la boquilla destinada a acelerar las partículas de polvo inyectadas en la boquilla, B es la dimensión mínima de la sección transversal de la boquilla en el lugar de la posición de los puntos de inyección de polvo. El dispositivo prevé la utilización de las boquillas que presentan la sección transversal redonda o rectangular en función de las formas geométricas y de la composición de las superficies tratadas de una pieza así como de los objetivos pretendidos y de las características del revestimiento resultante deseadas.
Tal como en el caso anterior, el inconveniente de este dispositivo es que las dimensiones de la boquilla supersónica que forma parte integrante no están relacionadas en absoluto con el tamaño de diámetro y la densidad del material de las partículas proyectadas. Debido a ello, utilizando este dispositivo, es imposible comunicar a las partículas durante su movimiento en la parte supersónica de la boquilla la aceleración óptima para alcanzar la velocidad de impacto en la superficie de la pieza tratada máxima susceptible de ser alcanzada por las partículas proyectadas teniendo en cuenta sus características de tamaño y de densidad y, por consiguiente, garantizar la calidad máxima de los revestimientos resultantes. Ahora bien, al ser la proporción típica de las áreas Sout y Sinj, Sout/Sinj ' 2 - 4, la fórmula 0, 015 < B (Sout/Sinj-1) /L < 0, 03 utilizada por ese procedimiento y ese dispositivo, en efecto, sólo determina la proporción entre la longitud de la parte de la boquilla destinada a acelerar las partículas de polvo y la dimensión mínima de la sección transversal en el lugar de la posición de los puntos de inyección de polvo. Por ejemplo, una boquilla que presenta B = 0, 1 mm, L = 5 mm y Sout/Sinj = 2 y, por ello, que satisface la fórmula propuesta no permitirá realizar un revestimiento a partir de las partículas que presentan unos tamaños comprendidos en el
intervalo indicado porque el recorrido de aceleración será demasiado corto para que las partículas puedan alcanzar la velocidad necesaria para realizar una deposición.
El documento US nº 6.743.468 considerado como el estado de la técnica más próximo describe un procedimiento y un dispositivo para la deposición de revestimientos sobre la superficie de una pieza mediante proyección cinética y proyección térmica utilizando una única boquilla. El dispositivo según esta invención comprende un calentador de gas que permite que el usuario pase del modo de proyección cinética que se realiza sin ablandamiento térmico de partículas al modo de proyección térmica con ablandamiento térmico de partículas antes de la proyección. Con una construcción de boquilla de este tipo se amplía el espectro de aplicaciones del procedimiento en la proyección cinética. El procedimiento según esta invención utiliza partículas que presentan un tamaño de diámetro dp = 50 250 μm y boquillas que presentan dimensiones tal como sigue: la longitud de la parte supersónica es L = 60 400 mm, el diámetro de la sección crítica de la boquilla axisimétrica es dcr = 1, 5 - 3, 5 mm.
El inconveniente de este procedimiento y de este dispositivo es que las dimensiones de la boquilla supersónica que forma parte integrante se optimizan teniendo en cuenta únicamente la utilización de las partículas que presentan unos tamaños en el intervalo reivindicado en la patente (dp = 50 - 250 μm) y no están relacionadas en absoluto con la densidad del material de las partículas. Debido a ello, es imposible, poniendo en práctica esta invención, comunicar a las partículas proyectadas durante su movimiento en la parte supersónica de la boquilla la aceleración óptima para alcanzar la velocidad de impacto en la superficie de la pieza tratada máxima susceptible de ser alcanzada si presentan un tamaño distinto al de las reivindicadas. Por ejemplo, este dispositivo no puede garantizar una alta velocidad de impacto en la superficie de una pieza tratada con las partículas que presentan un tamaño de diámetro inferior a 1 μm debido... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de aceleración gasodinámica en frío de al menos un material en polvo que comprende la alimentación de dicho material en polvo en una boquilla supersónica a través de un punto de inyección, su 5 aceleración mediante un flujo de gas supersónico y su deposición mediante impacto sobre la superficie de una pieza, caracterizado porque tiene en cuenta el tamaño de las partículas y la densidad de dicho material que las constituye así como los parámetros del gas con el fin de conferir a las partículas de polvo arrastradas por el flujo de gas la velocidad máxima susceptible de ser alcanzada en su impacto con la superficie de la pieza tratada gracias a la aceleración del flujo de gas y de polvo en la parte supersónica de la boquilla cuya longitud y dimensión transversal de la sección crítica corresponden a las siguientes condiciones:
en las que L es la longitud de la parte supersónica de la boquilla, Dp es la densidad de una partícula de dicho 15 material, dp es el diámetro de una partícula, b = h es la altura de la sección crítica de la boquilla en el caso de una boquilla plana, y b = dcr es el diámetro de la sección crítica de la boquilla en el caso de una boquilla axisimétrica.
2. Procedimiento según la reivindicación 1, caracterizado porque utiliza aire comprimido como gas comprimido portador. 20
3. Procedimiento según la reivindicación 1, caracterizado porque utiliza nitrógeno comprimido como gas comprimido portador.
4. Procedimiento según la reivindicación 1, caracterizado porque utiliza helio comprimido como gas comprimido 25 portador.
5. Procedimiento según la reivindicación 1, caracterizado porque utiliza como gas comprimido portador una mezcla de aire comprimido, de nitrógeno comprimido y/o de helio comprimido.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque el gas comprimido se calienta hasta unas temperaturas de entre 300 y 9.800 K.
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque utiliza materiales en polvo constituidos por partículas que presentan un tamaño comprendido entre 0, 1 y 1.000 μm. 35
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque utiliza materiales en polvo metálicos.
9. Procedimiento según una de las reivindicaciones 1 a 8, caracterizado porque utiliza materiales en polvo no 40 metálicos.
10. Procedimiento según una de las reivindicaciones 1 a 9, caracterizado porque utiliza mezclas de polvos metálicos que presentan valores de Dp, dp parecidos.
45 11. Procedimiento según una de las reivindicaciones 1 a 10, caracterizado porque utiliza mezclas de polvos no metálicos que presentan valores de Dp, dp parecidos.
12. Procedimiento según una de las reivindicaciones 1 a 11, caracterizado porque utiliza mezclas de polvos metálicos y no metálicos que presentan valores de Dp, dp parecidos. 50
13. Dispositivo de aceleración gasodinámica en frío de al menos un material en polvo que comprende una boquilla supersónica conectada a un inyector de polvo, un dosificador de polvo conectado por un orificio de salida a dicho inyector de polvo, caracterizado porque prevé la utilización de boquillas planas o axisimétricas desmontables e intercambiables, correspondiendo la longitud de la parte supersónica y la dimensión típica de la sección crítica de 55 dichas boquillas a las siguientes condiciones:
en las que L es la longitud de la parte supersónica de la boquilla, Dp es la densidad de una partícula de dicho material, dp es el diámetro de una partícula, b = h es la altura de la sección crítica de la boquilla en el caso de una 60 boquilla plana, y b = dcr es el diámetro de la sección crítica de la boquilla en el caso de una boquilla axisimétrica.
Patentes similares o relacionadas:
Bomba de polvo de alta densidad, del 29 de Abril de 2020, de Verne Technology S.r.l: Bomba para la transferencia de polvo de alta densidad, que comprende un cuerpo de bomba y un conjunto de válvula que comprende una pluralidad de válvulas […]
Aparato para el revestimiento en polvo de un objeto y procedimiento operativo relacionado, del 18 de Marzo de 2020, de VOLONTE', LUIGI CARLO MARIA: Un aparato para el revestimiento en polvo de un objeto , en el que dicho aparato comprende: - al menos unos recipientes primero y segundo […]
Quemador de combustible sólido con aparato de dispersión, del 15 de Enero de 2020, de HATCH PTY LTD: Un quemador de combustible sólido que comprende un aparato de dispersión para usar en el acondicionamiento de un flujo de un material particulado […]
Dispositivo para proporcionar una cantidad constante de aerosol y sistema de control, del 8 de Enero de 2020, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Un dispositivo para proporcionar un aerosol de un material aerosolizable, comprendiendo el dispositivo: - una unidad de aerosolización a través de la cual […]
Unidad de distribución para un material particulado, del 6 de Noviembre de 2019, de Marangoni S.p.A: Una unidad de distribución (U) configurada para distribuir material particulado carbonoso, en particular caucho en polvo o un material equivalente a aplicar sobre las […]
Un proceso para la producción de una estructura portante de carga de titanio, del 4 de Julio de 2019, de COMMONWEALTH SCIENTIFIC AND INDUSTRIAL RESEARCH ORGANISATION: Un proceso para la producción de una estructura portante de carga de titanio o aleación de titanio, que comprende la pulverización dinámica de gas en frío de partículas de […]
 Métodos para llenar silenciadores con material fibroso, del 26 de Junio de 2019, de OCV INTELLECTUAL CAPITAL, LLC: Un método para llenar un silenciador con un material fibroso, el conjunto de silenciador que incluye una cubierta de silenciador que tiene un puerto de entrada […]
Métodos para llenar silenciadores con material fibroso, del 26 de Junio de 2019, de OCV INTELLECTUAL CAPITAL, LLC: Un método para llenar un silenciador con un material fibroso, el conjunto de silenciador que incluye una cubierta de silenciador que tiene un puerto de entrada […]
Dispositivo de dosificación y de nebulización en seco, del 27 de Febrero de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Dispositivo para la dosificación y la nebulización en seco de un material nebulizable que comprende: - un canal de nebulización, que presenta […]