UNIDAD DE ACCESO REMOTO Y PROCEDIMIENTO PARA LA GESTION DE EQUIPOS DE SOLDADURA CONECTADOS MEDIANTE INTERFACES CON UNA RED.
Unidad de acceso remoto (31) para la gestión de equipos de soldadura (1) conectados mediante interfaces (28) con una red (27),
con una conexión para conectar con la red (27), una pantalla para la representación de los equipos de soldadura (1) y sus parámetros o configuraciones para un proceso de soldadura, una memoria para almacenar los parámetros o configuraciones de los equipos de soldadura (1) y con dispositivos de entrada para el manejo, estando realizada la pantalla como superficie gráfica central (32) para la representación de un número a elegir libremente de los equipos de soldadura (1) conectados o activados en la red (27) en función de rutas (41) que están asignadas a los equipos de soldadura (1) y para la representación de sus parámetros y configuraciones, caracterizada porque la memoria para el almacenamiento de los parámetros y configuraciones de los equipos de soldadura (1) está realizada conjuntamente con una identificación unívoca de los equipos de soldadura (1), porque está prevista una unidad para la detección de los equipos de soldadura (1) ya conocidos conectados o activados en la red (27) con ayuda de la identificación unívoca y porque está previsto un módulo para la comparación automática de los parámetros o configuraciones almacenados de los equipos de soldadura (1) con los parámetros o configuraciones actuales de los equipos de soldadura (1) reconocidos, actualmente conectados y activados en la red (27) y porque la pantalla está realizada para la representación de las diferencias entre los parámetros o configuraciones actuales y almacenados de los equipos de soldadura (1)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2006/000373.
Solicitante: FRONIUS INTERNATIONAL GMBH.
Nacionalidad solicitante: Austria.
Dirección: Vorchdorfer Strasse 40 4643 Pettenbach.
Inventor/es: WITTMANN, MANFRED, RUMPL, MANUEL, SCHICK, ROLAND, PERNEGGER,MARKUS, STOGER,MARKUS, LEKO,TOMAS.
Fecha de Publicación: .
Fecha Solicitud PCT: 7 de Septiembre de 2006.
Clasificación Internacional de Patentes:
- B23K9/095B
- B23K9/10A3B1
Clasificación PCT:
- B23K9/095 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › Vigilancia o control automático de los parámetros de soldadura.
- B23K9/10 B23K 9/00 […] › Otros circuitos eléctricos para la soldadura o el corte por arco; Circuitos de protección; Control a distancia.
- G06F9/44 FISICA. › G06 CALCULO; CONTEO. › G06F PROCESAMIENTO ELECTRICO DE DATOS DIGITALES (sistemas de computadores basados en modelos de cálculo específicos G06N). › G06F 9/00 Disposiciones para el control por programa, p. ej. unidades de control (control por programa para dispositivos periféricos G06F 13/10). › Disposiciones para ejecutar programas específicos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2357217_T3.pdf
Fragmento de la descripción:
La invención se refiere a una unidad de acceso remoto para la gestión de equipos de soldadura conectados mediante interfaces con una red y a un procedimiento para la comunicación entre al menos una unidad de acceso remoto y al menos un equipo de soldadura dispuesto en una red con al menos una fuente de corriente, un dispositivo de control y una interfaz con la red según el preámbulo de las reivindicaciones 1 y 17 (véase, p.ej., el documento US 6 583 386 B1).
Por el estado de la técnica se conocen dispositivos para la gestión de equipos de soldadura que están conectados entre sí mediante una red, con los que un equipo de soldadura puede ser ajustado desde una unidad de acceso remoto mediante la red. Por ejemplo, se conoce por el documento US 6 479 792 B1 que un equipo de soldadura conectado con la red puede ser configurado mediante un ordenador también conectado con la red, es decir una unidad de acceso remoto. Para ello, en el ordenador está instalado un software adecuado.
El documento US 6 583 386 B1 describe un procedimiento y un sistema para vigilar y seguir procesos de soldadura, con el que se detecta la soldadura con ayuda de sensores correspondientes almacenándose la misma por razones del control de calidad. De este modo pueden identificarse uniones soldadas de menor calidad, poniéndose a disposición la información correspondiente para análisis posteriores.
Por el documento US 6 744 011 B1 se conoce un software para la configuración de equipos de soldadura que está instalado en un ordenador correspondiente. El ordenador presenta un monitor, en el que está representada una superficie gráfica del software. Esta sirve para vigilar un proceso de soldadura en una llamada ventana y almacenar los parámetros de soldadura para un control de calidad. Los parámetros de soldadura representados en la superficie gráfica también pueden ser correspondientemente definidos por el usuario del software. Para vigilar al mismo tiempo varios procesos de soldadura, el usuario del software debe abrir correspondientemente varias ventanas.
El inconveniente es que el número de equipos de soldadura o procesos de soldadura que se encuentran en la red y que han de vigilarse al mismo tiempo está limitado, puesto que para cada proceso de soldadura debe estar representada una ventana propia en el monitor. De este modo sólo pueden vigilarse aquellos equipos de soldadura, en particular los estados de funcionamiento de los mismos, cuyos parámetros están representados en el monitor. Tampoco puede ajustarse con ayuda del software una representación clara de los parámetros de los equipos de soldadura que pueden ser vigilados por el software.
El objetivo de la invención es crear una unidad de acceso remoto para la gestión de equipos de soldadura, con la que pueda detectarse, gestionarse, configurarse y representarse un número a elegir libremente de equipos de soldadura.
En la reivindicación 1 está definida una unidad de acceso remoto según la invención.
Aquí es ventajoso que pueda estar representado de una forma clara un número ilimitado de equipos de soldadura, además de poder ser configurados los mismos. Gracias a la superficie gráfica central se consigue, además, que no sea necesario cambiar entre distintas ventanas. También es ventajoso que el módulo de software almacene las configuraciones o los parámetros de los equipos de soldadura, por lo que puede realizarse una comparación de las configuraciones o los parámetros almacenados con la configuración actual del equipo de soldadura correspondiente. En caso de detectarse diferencias en una comparación de este tipo, esto se representa de forma ventajosa para el usuario del módulo de software de una forma clara con apoyo gráfico y el usuario puede decidir qué configuración debe usar el equipo de soldadura.
Gracias a la medida de que la superficie gráfica central está dividida en varias áreas de navegación, se consigue de forma ventajosa que sea posible un cambio fácil entre los equipos de soldadura que han de ser configurados. Además, puede seleccionarse siempre un nuevo equipo de soldadura. Esto se simplificada de forma ventajosa adicionalmente mediante la asignación de los equipos de soldadura a áreas.
Puesto que el área de navegación para la configuración de un equipo de soldadura está dividido en varios niveles, se facilita el manejo de la configuración y se aumenta adicionalmente la claridad de la superficie gráfica central.
Gracias a la medida de que se almacena el historial de las modificaciones de la configuración se consigue de forma ventajosa que puedan reproducirse en cualquier momento las modificaciones de la configuración de un equipo de soldadura.
También es ventajoso el uso de elementos de navegación aumentándose gracias a ello la claridad de la superficie gráfica central.
Gracias a la medida de que la configuración del equipo de soldadura puede almacenarse automáticamente mediante el módulo de software en la unidad de acceso remoto pudiendo cargarse, por consiguiente, nuevamente en al menos un equipo de soldadura, se acorta de forma ventajosa el tiempo de parada de un equipo de soldadura, puesto que una configuración almacenada puede cargarse en cualquier momento en el equipo de soldadura, por lo que se suprime una búsqueda de errores.
También es ventajoso que en los símbolos con los que los equipos de soldadura están representados en las áreas de navegación está representado el estado de los equipos de soldadura, por lo que puede verse a primera vista el estado de los equipos de soldadura representados en las áreas de navegación.
Otro objetivo de la invención es la creación de un procedimiento arriba indicado para la comunicación entre al menos una unidad de acceso remoto y al menos un equipo de soldadura dispuesto en una red, con el que puedan detectarse diferencias entre la configuración de los equipos de soldadura y la copia de seguridad almacenada correspondiente de la configuración pudiendo representarse estas diferencias de forma clara.
En la reivindicación 17 está definido un procedimiento según la invención.
Aquí es ventajoso que, gracias a la comparación de las configuraciones, se minimice sustancialmente el tiempo necesario para la búsqueda de errores o se puedan ver a primera vista las diferencias en las configuraciones. Es ventajoso que se detecte un número a elegir libremente de equipos de soldadura, por lo que la red puede ampliarse con un número de equipos de soldadura a elegir libremente, sin que deba realizarse un cambio en cuanto al procedimiento.
Gracias a las medidas de que las copias de seguridad de las configuraciones de los equipos de soldadura se hacen de forma controlada en el tiempo, pudiendo cargarse las mismas también nuevamente en los equipos de soldadura correspondientes, se consigue de forma ventajosa que se minimice sustancialmente el tiempo necesario para el mantenimiento.
También se minimiza el esfuerzo de mantenimiento gracias a la medida de que se realiza una actualización del software en el equipo de soldadura de forma controlada en el tiempo y al mismo tiempo para varios equipos de soldadura.
La presente invención se explicará más detalladamente con ayuda de los dibujos esquemáticos adjuntos.
Muestran:
La Figura 1 una representación a título de ejemplo de una máquina de soldadura o de un equipo de soldadura;
la Figura 2 una representación a título de ejemplo de varios equipos de soldadura que están conectados entre sí mediante una red; y;
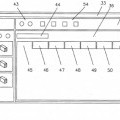
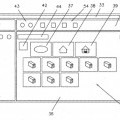
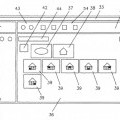
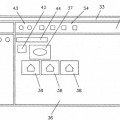
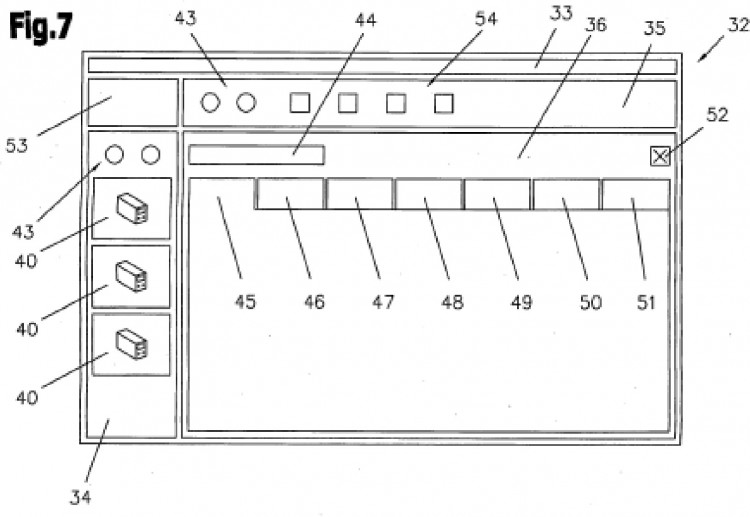
las Figuras 3 a 7 representaciones distintas a título de ejemplo de la superficie gráfica central según la invención del módulo de software.
A modo de introducción se hace constar que los mismos elementos del ejemplo de realización estarán provistos de los mismos signos de referencia.
En la Figura 1 se muestra un equipo de soldadura 1 o una instalación de soldadura para los procesos
o procedimientos más diversos, como por ejemplo soldadura MIG/MAG o soldadura WIG/TIG o procedimientos de soldadura con electrodo, procedimientos de soldadura con dos electrodos/tándem, procedimientos por plasma o procedimientos de soldadura indirecta etc.
El equipo de soldadura 1 comprende una fuente de corriente 2 con una unidad de potencia 3, un dispositivo de control 4 y un elemento de conmutación 5 asignado a la unidad de potencia 3 o al dispositivo de control 4. El elemento... [Seguir leyendo]
Reivindicaciones:
1. Unidad de acceso remoto (31) para la gestión de equipos de soldadura (1) conectados mediante interfaces (28) con una red (27), con una conexión para conectar con la red (27), una pantalla para la representación de los equipos de soldadura (1) y sus parámetros o configuraciones para un proceso de soldadura, una memoria para almacenar los parámetros o configuraciones de los equipos de soldadura (1) y con dispositivos de entrada para el manejo, estando realizada la pantalla como superficie gráfica central (32) para la representación de un número a elegir libremente de los equipos de soldadura (1) conectados o activados en la red (27) en función de rutas (41) que están asignadas a los equipos de soldadura (1) y para la representación de sus parámetros y configuraciones, caracterizada porque la memoria para el almacenamiento de los parámetros y configuraciones de los equipos de soldadura (1) está realizada conjuntamente con una identificación unívoca de los equipos de soldadura (1), porque está prevista una unidad para la detección de los equipos de soldadura (1) ya conocidos conectados o activados en la red (27) con ayuda de la identificación unívoca y porque está previsto un módulo para la comparación automática de los parámetros o configuraciones almacenados de los equipos de soldadura (1) con los parámetros o configuraciones actuales de los equipos de soldadura (1) reconocidos, actualmente conectados y activados en la red (27) y porque la pantalla está realizada para la representación de las diferencias entre los parámetros o configuraciones actuales y almacenados de los equipos de soldadura (1).
2. Unidad de acceso remoto (31) según la reivindicación 1, caracterizada porque la superficie gráfica central (32) presenta varias áreas de navegación (33 a 36) en una ventana.
3. Unidad de acceso remoto (31) según la reivindicación 2, caracterizada porque un área de navegación (33) está realizada como barra de menú con al menos un punto de menú para ajustes de orden superior de las otras áreas de navegación (34 a 36).
4. Unidad de acceso remoto (31) según una de las reivindicaciones 1 a 3, caracterizada porque los equipos de soldadura (1) que se encuentran en la red (27) están asignados a distintas áreas (39).
5. Unidad de acceso remoto (31) según una de las reivindicaciones 2 a 4, caracterizada porque otra área de navegación (36) está realizada para la selección de al menos un equipo de soldadura (1) y para la configuración de uno de los equipos de soldadura (1) seleccionados.
6. Unidad de acceso remoto (31) según la reivindicación 5, caracterizada porque la selección de un equipo de soldadura (1) en el área de navegación (36) está dividida en varias etapas, en particular en fabricante (37), nave de producción (38) y áreas (39).
7. Unidad de acceso remoto (31) según la reivindicación 5, caracterizada porque un área de navegación (36) está realizada para la selección y configuración de los equipos de soldadura (1) y está dividida en varios niveles (45 a 51), en particular en los niveles sinopsis (45), panel (46), tareas (47), documentación (48), libro de registro (49), estadísticas (50) y diagramas (51).
8. Unidad de acceso remoto (31) según una de las reivindicaciones 2 a 7, caracterizada porque un equipo de soldadura (1) está representado en las áreas de navegación (33 a 36) como símbolo (40).
9. Unidad de acceso remoto (31) según una de las reivindicaciones 2 a 8, caracterizada porque otra área de navegación (34) está realizada para la representación de los equipos de soldadura (1) que se configuran actualmente pudiendo seleccionarse los símbolos (40).
10. Unidad de acceso remoto (31) según la reivindicación 9, caracterizada porque en los símbolos
(40) están representados al menos la denominación, una imagen gráfica y el estado de los equipos de soldadura (1).
11. Unidad de acceso remoto (31) según una de las reivindicaciones 2 a 10, caracterizada porque otra área de navegación (35) está realizada para configurar al mismo tiempo varios equipos de soldadura.
12. Unidad de acceso remoto (31) según una de las reivindicaciones 2 a 11, caracterizada porque en al menos una de las áreas de navegación (33 a 36) está integrada una función de búsqueda.
13. Unidad de acceso remoto (31) según una de las reivindicaciones 2 a 12, caracterizada porque las áreas de navegación (33 a 36) tienen asignadas al menos un elemento de navegación (43) para desplazar y representar elementos no visibles, como los símbolos (40) o los niveles (45 – 51).
14. Unidad de acceso remoto (31) según una de las reivindicaciones 2 a 13, caracterizada porque los dispositivos de entrada para el manejo de los elementos representados en las áreas de navegación (33 a 36), como los símbolos (40) o lo niveles (45 – 51), están formados por un ratón de ordenador o un teclado.
15. Unidad de acceso remoto (31) según una de las reivindicaciones 2 a 13, caracterizada porque los dispositivos de entrada para el manejo de los elementos representados en las áreas de navegación (33 a 36), como los símbolos (40) o los niveles (45 a 51), están realizados por una pantalla realizada como pantalla táctil.
16. Unidad de acceso remoto (31) según una de las reivindicaciones 1 a 15, caracterizada porque la interfaz (28) del equipo de soldadura (1) presenta una identificación unívoca en la red (27).
17. Procedimiento para la comunicación entre al menos una unidad de acceso remoto (31) y al menos un equipo de soldadura (1) dispuesto en una red (27) con al menos una fuente de corriente (2), un dispositivo de control (4) y una interfaz (28) con la red (27), estando realizada la unidad de acceso remoto (31) para la gestión de los equipos de soldadura (1) y presentando una memoria para almacenar los parámetros o configuraciones para un proceso de soldadura de los equipos de soldadura (1), caracterizado porque se visualiza un número a elegir libremente de equipos de soldadura (1) conectados o activados en la red (27) en función de rutas (41) que están asignadas a equipos de soldadura (1), así como sus parámetros o configuraciones, porque los parámetros o configuraciones de los equipos de soldadura (1) conectados en la red
(27) se almacenan junto con una identificación unívoca de los equipos de soldadura (1) y se reconocen automáticamente equipos de soldadura (1) ya conocidos conectados o activados en la red (27) con ayuda de la identificación unívoca y porque los parámetros o configuraciones almacenados de los equipos de soldadura
(1) se comparan automáticamente con los parámetros o configuraciones actuales de los equipos de soldadura
(1) y porque se visualizan las diferencias entre los parámetros o configuraciones actuales y almacenados de los equipos de soldadura (1).
18. Procedimiento según la reivindicación 17, caracterizado porque se realiza automáticamente en un momento definido o periódicamente una copia de seguridad de la configuración en el equipo de soldadura (1).
19. Procedimiento según la reivindicación 17 ó 18, caracterizado porque los parámetros o configuraciones almacenados de al menos un equipo de soldadura (1) se transmiten de forma controlada en el tiempo a al menos un equipo de soldadura (1).
20. Procedimiento según la reivindicación 19, caracterizado porque los parámetros o configuraciones almacenados de al menos un equipo de soldadura (1) se transmiten al mismo tiempo a varios equipos de soldadura (1).
21. Procedimiento según una de las reivindicaciones 17 a 20, caracterizado porque un software para el dispositivo de control (4) de al menos un equipo de soldadura (1) se actualiza de forma controlada en el tiempo.
22. Procedimiento según una de las reivindicaciones 17 a 21, caracterizado porque se visualiza o almacena el historial detallado de modificaciones realizadas de los parámetros o de las configuraciones de los equipos de soldadura (1).
23. Procedimiento según una de las reivindicaciones 17 a 22, caracterizado porque se visualiza el estado de funcionamiento de los equipos de soldadura (1).
Patentes similares o relacionadas:
 REGULADOR A DISTANCIA CON FORMATO DE TARJETA DE CREDITO CON CONTACTOS PARA ELECTRODOS PARA AUMENTAR Y REDUCIR UN PARAMETRO DE SOLDADURA, Y CON UNA PANTALLA, del 23 de Marzo de 2010, de FRONIUS INTERNATIONAL GMBH: Regulador a distancia para un equipo de soldadura con una carcasa , un sistema de mando y varios elementos de contacto unidos al sistema de mando […]
REGULADOR A DISTANCIA CON FORMATO DE TARJETA DE CREDITO CON CONTACTOS PARA ELECTRODOS PARA AUMENTAR Y REDUCIR UN PARAMETRO DE SOLDADURA, Y CON UNA PANTALLA, del 23 de Marzo de 2010, de FRONIUS INTERNATIONAL GMBH: Regulador a distancia para un equipo de soldadura con una carcasa , un sistema de mando y varios elementos de contacto unidos al sistema de mando […]
 APARATO DE SOLDADURA POR ARCO ELECTRICO Y METODO PARA CONTROLAR EL PROCESO DE SOLDADURA DEL APARATO DE SOLDADURA, del 8 de Marzo de 2010, de LINCOLN GLOBAL, INC.: Aparato de soldadura por arco eléctrico para realizar un proceso de soldadura dado con una forma de onda de corriente pulsada de CA seleccionada que se realiza […]
APARATO DE SOLDADURA POR ARCO ELECTRICO Y METODO PARA CONTROLAR EL PROCESO DE SOLDADURA DEL APARATO DE SOLDADURA, del 8 de Marzo de 2010, de LINCOLN GLOBAL, INC.: Aparato de soldadura por arco eléctrico para realizar un proceso de soldadura dado con una forma de onda de corriente pulsada de CA seleccionada que se realiza […]
Cartucho consumible reemplazable para un sistema de corte por arco de plasma, del 22 de Julio de 2020, de HYPERTHERM, INC: Cartucho reemplazable para un soplete de arco de plasma, comprendiendo el cartucho reemplazable: un cuerpo de cartucho reemplazable y estando […]
Sistema y método para proporcionar retroalimentación de la distancia de la punta de contacto a la pieza de trabajo (CTWD) para una realidad aumentada basado en una corriente de salida de soldadura y/o una velocidad de alimentación de alambre en tiempo real, del 3 de Junio de 2020, de LINCOLN GLOBAL, INC.: Método para alertar a un soldador durante un proceso de soldadura realizado mediante un sistema de soldadura si una distancia real de la punta de contacto […]
Unidad de soldadura y/o corte con sensor para detectar/medir la corriente de soldadura y/o corte, del 13 de Mayo de 2020, de Trafimet Group S.p.A: Unidad de soldadura y/o corte que comprende: - un generador , - una antorcha de soldadura y/o corte , - un elemento de conexión […]
Importar y analizar datos externos usando un sistema de soldadura de realidad virtual, del 12 de Febrero de 2020, de LINCOLN GLOBAL, INC.: Método que comprende: importar desde una máquina de soldadura en el mundo real al interior de un sistema de soldadura de realidad […]
Sistema de control para sistemas de soldadura, del 25 de Diciembre de 2019, de Trafimet Group S.p.A: Sistema de soldadura y/o corte que comprende un generador , una unidad de soldadura y/o corte , un elemento de conexión adaptado para conectar dicha […]
Sistema y método de monitorización y caracterización de operaciones de soldeo manuales, del 20 de Noviembre de 2019, de LINCOLN GLOBAL, INC.: Método de monitorización y caracterización de soldeo manual, que comprende; (a) proporcionar un sistema de soldeo, en el que el sistema de soldeo incluye […]