APARATO DE SOLDADURA POR ARCO ELECTRICO Y METODO PARA CONTROLAR EL PROCESO DE SOLDADURA DEL APARATO DE SOLDADURA.
Aparato de soldadura por arco eléctrico para realizar un proceso de soldadura dado con una forma (400) de onda de corriente pulsada de CA seleccionada que se realiza entre un electrodo (24) y una pieza (26) de trabajo,
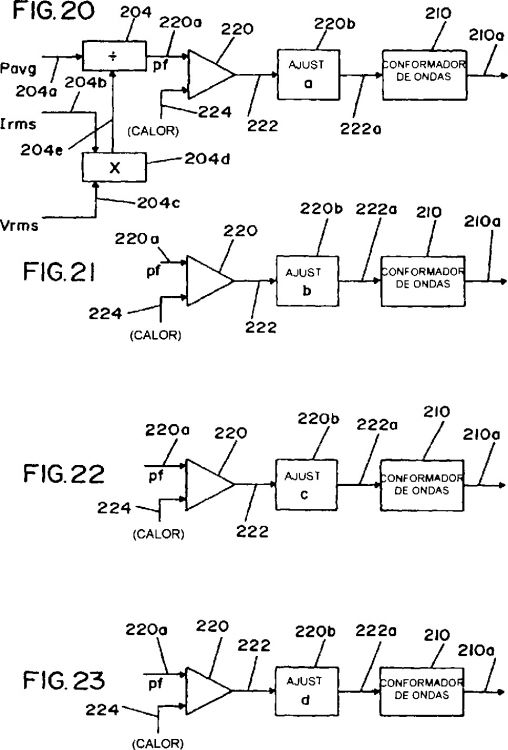
incluyendo dicha forma (400) de onda de intensidad segmentos (402, 404) primero y segundo de polaridad eléctrica opuesta primera y segunda, caracterizado porque al menos el primer segmento (402) de la primera polaridad eléctrica incluye una parte (410) de intensidad pico y una parte (412) de intensidad base ambas de la primera polaridad eléctrica y porque dicho aparato de soldadura comprende: una fuente de alimentación con un controlador que tiene un procesador digital que incluye un programa para calcular el factor de potencia en tiempo real (pf) de la intensidad de soldadura (Ia) y una tensión de soldadura (Va), incluyendo dicho programa un algoritmo para calcular la tensión de soldadura rms (Vrms), la intensidad de soldadura rms (rms) y la potencia promedio (Pavg) de dicha fuente de alimentación; un circuito (204d) para multiplicar dicha intensidad rms (Irms) por dicha tensión rms (Vrms) para producir un nivel de potencia rms; un circuito (204) para dividir dicha potencia promedio (Pavg) entre dicha potencia rms para crear un valor que representa el factor real de potencia en tiempo real (pf) de dicha fuente de alimentación; y, un circuito (220b) para ajustar dicha parte (412) de intensidad base del primer segmento (402) que tiene la primera polaridad eléctrica para mantener dicho factor de potencia (pf) a un nivel dado
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04015928.
Solicitante: LINCOLN GLOBAL, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1200 MONTEREY PASS ROAD,MONTEREY PARK, CALIFORNIA 9.
Inventor/es: MYERS,RUSSELL K, HOUSTON,WILLIAM S.
Fecha de Publicación: .
Fecha Solicitud PCT: 7 de Julio de 2004.
Fecha Concesión Europea: 11 de Noviembre de 2009.
Clasificación Internacional de Patentes:
- B23K9/095B
- B23K9/09B2D
- B23K9/10A3B1
Clasificación PCT:
- B23K9/09 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › Dispositivos o circuitos para la soldadura por arco a corriente o tensión pulsadas.
- B23K9/095 B23K 9/00 […] › Vigilancia o control automático de los parámetros de soldadura.
- B23K9/10 B23K 9/00 […] › Otros circuitos eléctricos para la soldadura o el corte por arco; Circuitos de protección; Control a distancia.
Clasificación antigua:
- B23K9/09 B23K 9/00 […] › Dispositivos o circuitos para la soldadura por arco a corriente o tensión pulsadas.
- B23K9/095 B23K 9/00 […] › Vigilancia o control automático de los parámetros de soldadura.
- B23K9/10 B23K 9/00 […] › Otros circuitos eléctricos para la soldadura o el corte por arco; Circuitos de protección; Control a distancia.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Aparato de soldadura por arco eléctrico y método para controlar el proceso de soldadura del aparato de soldadura.
La presente invención se refiere al campo de la soldadura por arco eléctrico y más particularmente, a un aparato de soldadura por arco eléctrico y a un sistema y un método novedosos para controlar el proceso de soldadura realizado por el aparato de soldadura.
La invención se refiere a un aparato de soldadura por arco eléctrico para realizar un proceso de soldadura entre un electrodo y una pieza de trabajo, en el que el proceso de soldadura está constituido por una sucesión de formas de onda de intensidad. Tales formas de onda de intensidad se crean mediante un número de impulsos de intensidad individuales que se producen a una frecuencia de al menos 18 kHz controlándose una magnitud de cada uno de los impulsos de intensidad mediante un conformador de ondas o un generador de formas de onda. En este tipo de aparato de soldadura por arco eléctrico, el generador de formas de onda o conformador de ondas controla digitalmente un modulador de ancho de impulso digital, habitualmente un programa en el DSP de controlador. El modulador de ancho de impulso controla la conmutación de una fuente de alimentación de tipo de conmutación de alta velocidad, tal como un inversor. Esta tecnología de control de forma de onda implementada en un aparato de soldadura por arco eléctrico la ha promovido la empresa Lincoln Electric de Cleveland, Ohio, y se da a conocer en general en el documento de Blankenship 5.278.390. La patente de Blankenship ilustra una fuente de alimentación de conmutación de alta velocidad, tal como un inversor, para controlar un proceso de soldadura que incluye una serie de formas de onda controladas determinadas por la salida de un generador de formas de onda o conformador de ondas.
La invención implica un algoritmo integrado para obtener el valor eficaz o bien de la intensidad de soldadura o bien de la tensión de soldadura, así como la potencia promedio. El concepto de una programación de sistema integrado del tipo usado en la presente invención se da a conocer en general en un artículo de Jack W. Crinshaw titulado Embedded Systems Programming (Programación de sistemas integrados) (raíz cuadrada entera) Este artículo publicado en febrero de 1998 ilustra la tecnología de base usada en el programador de señales digitales de un controlador convencional asociado con un aparato de soldadura por arco eléctrico. También debe mencionarse un artículo titulado Electrical Measurements and Heat Input Calculations for GMAW-P Process con fecha de noviembre de 2001.
Antecedentes de la invención
Como se ha ilustrado en las patentes y la bibliografía anteriores, la soldadura por arco eléctrico ha usado hasta la fecha la tensión de soldadura promedio y la intensidad de soldadura promedio para controlar el funcionamiento de la fuente de alimentación en el aparato de soldadura. El controlador digital incluye un procesador de señal digital (DSP) para controlar un generador de formas de onda o conformador de ondas que dirige el funcionamiento del modulador de ancho de impulso normal. Este dispositivo crea las formas de onda de manera sucesiva usadas por el aparato de soldadura para realizar el proceso de soldadura. Los aparatos de soldadura regulan la tensión o intensidad de salida hasta un valor promedio tal como una intensidad de soldadura promedio mediante un bucle de realimentación. Para un proceso de tensión constante que suelda en la región de "rociado", la intensidad promedio es un indicador preciso del proceso de soldadura. Sin embargo, en la soldadura por impulsos, la intensidad promedio y la tensión promedio no reflejan de manera precisa el resultado del proceso de soldadura incluyendo la tasa de deposición, zona de calentamiento y penetración. Esto se explica mediante un ejemplo de un proceso de soldadura por impulsos ideal, tal como uno que tiene 500 amperios durante el 25% del tiempo y 100 amperios de intensidad base durante el 75% del tiempo y una intensidad de salida de 200 amperios. Sin embargo, la intensidad promedio del proceso de soldadura simplemente indica la tasa de deposición y no refleja la entrada de calor verdadera a la operación de soldadura. Por consiguiente, cuando el proceso de soldadura se controla mediante una serie de formas de onda repetitivas, tales como la soldadura de CA o soldadura por impulsos, los valores de intensidad promedio no pueden controlar la entrada de calor. Recientemente, los procesos de soldadura se han hecho bastante complejos y ahora implican a menudo un número de formas de onda sucesivas, tales como intensidad CA y corriente pulsada, de modo que la tecnología anterior de control de realimentación para el proceso de soldadura no es completamente precisa y requiere una cantidad sustancial de manipulación in situ por una persona experta en soldadura, especialmente una persona experta en el nuevo procedimiento de soldadura con forma de onda que usa un aparato de soldadura, tal como el mostrado en el documento de Blankenship 5.278.390. Con la llegada de la soldadura por impulsos usando generadores de formas de onda y fuentes de alimentación de conmutación de alta velocidad, tales como inversores, el calor de soldadura obtenido se ha ajustado mediante ensayo y error. Demasiado calor provoca la perforación del metal, especialmente en la soldadura de metal delgado. Por tanto, el ingeniero de soldadura modula la intensidad promedio y la tensión promedio para proporcionar la entrada de calor al proceso de soldadura hasta un nivel de modo que en teoría se elimina esa perforación. Este procedimiento podía aplicarse, sin embargo, sólo para un proceso de soldadura de tipo de rociado puro. Este procedimiento de controlar el calor mediante la intensidad promedio y la tensión promedio no podía aplicarse a la nueva generación de aparatos de soldadura por arco eléctrico en los que las formas de onda se cambian para controlar el proceso de soldadura. Esta es la nueva tecnología de control de forma de onda a la que se dirige la presente invención. La tecnología antigua usada para soldadura sin forma de onda no puede aplicarse al control del calor en un aparato de soldadura de tipo de forma de onda controlada. El calor no se conoce simplemente leyendo la tensión y la intensidad cuando se emplean los nuevos aparatos de soldadura de arco de tipo de forma de onda. Por consiguiente, el ingeniero de soldadura cuando usaba la tecnología de control de forma de onda cambiaba la frecuencia base durante la soldadura por impulsos mientras mantenía una tensión promedio establecida o constante. Usando este enfoque de ajuste de frecuencia de un procedimiento de soldadura por impulsos mientras se mantiene una tensión constante, el calor podría ajustarse mediante una técnica de ensayo y error. Cuando se usaba este procedimiento de ensayo y error para modificar las formas de onda en un aparato de soldadura de forma de onda nueva, el calor podía, de hecho, controlarse; sin embargo, no era preciso e implica un conocimiento técnico sustancial combinado con los procedimientos de ensayo y error.
Hay una ventaja distinta en la soldadura por impulsos. Este proceso de soldadura reduce el calor en la junta para la misma velocidad de alimentación de alambre que un proceso de soldadura "de rociado" o "globular". Por tanto, en la fábrica puede establecerse un ajuste de menor calor. El aparato de soldadura tenía un botón para ajustar la frecuencia nominal, para los fines indicados anteriormente. Este cambio en la frecuencia base ajustó el calor en la operación de soldadura. Esto dio como resultado un ligero cambio en el factor de potencia del proceso de soldadura mediante el método de ensayo y error cuando se sabía que la tensión promedio por la intensidad promedio multiplicado por el factor de potencia era igual al calor introducido. Por tanto, usando un botón para cambiar la frecuencia base, se cambiaba el factor de potencia para determinar el calor. Sin embargo, ni la fábrica ni el ingeniero de soldadura en el sitio de soldadura tenían capacidad para controlar directamente el factor de potencia. El cálculo del factor real de potencia sobre la marcha no se realizó en sistemas de control anteriores y métodos usados para aparatos de soldadura por arco eléctrico incluso del tipo que usaba un control de conformación de onda o forma de onda del proceso de soldadura. Por consiguiente, con la introducción de la nueva soldadura de forma de onda promovida por la empresa Lincoln Electric, existe la necesidad de controlar los parámetros de soldadura hasta un valor que de manera precisa refleje la capacidad calorífica. Sólo de esta manera pueden usarse parámetros de soldadura en un sistema de realimentación de bucle cerrado,...
Reivindicaciones:
1. Aparato de soldadura por arco eléctrico para realizar un proceso de soldadura dado con una forma (400) de onda de corriente pulsada de CA seleccionada que se realiza entre un electrodo (24) y una pieza (26) de trabajo, incluyendo dicha forma (400) de onda de intensidad segmentos (402, 404) primero y segundo de polaridad eléctrica opuesta primera y segunda, caracterizado porque al menos el primer segmento (402) de la primera polaridad eléctrica incluye una parte (410) de intensidad pico y una parte (412) de intensidad base ambas de la primera polaridad eléctrica y porque dicho aparato de soldadura comprende: una fuente de alimentación con un controlador que tiene un procesador digital que incluye un programa para calcular el factor de potencia en tiempo real (pf) de la intensidad de soldadura (Ia) y una tensión de soldadura (Va), incluyendo dicho programa un algoritmo para calcular la tensión de soldadura rms (Vrms), la intensidad de soldadura rms (rms) y la potencia promedio (Pavg) de dicha fuente de alimentación; un circuito (204d) para multiplicar dicha intensidad rms (Irms) por dicha tensión rms (Vrms) para producir un nivel de potencia rms; un circuito (204) para dividir dicha potencia promedio (Pavg) entre dicha potencia rms para crear un valor que representa el factor real de potencia en tiempo real (pf) de dicha fuente de alimentación; y, un circuito (220b) para ajustar dicha parte (412) de intensidad base del primer segmento (402) que tiene la primera polaridad eléctrica para mantener dicho factor de potencia (pf) a un nivel dado.
2. Aparato de soldadura por arco eléctrico según la reivindicación 1, en el que dicho controlador incluye un conformador (210) de ondas que tiene una entrada con un valor que determina la conformación de dicha forma (400) de onda y un circuito de error para comparar dicho factor real de potencia en tiempo real (pf) con un factor de potencia deseado para crear un valor corrector y un circuito para dirigir dicho valor a dicha entrada de dicho conformador (210) de ondas por lo que dicho factor real de potencia en tiempo real (pf) se mantiene en dicho factor de potencia deseado.
3. Aparato de soldadura por arco eléctrico según la reivindicación 1 ó 2, en el que dicha forma (400) de onda se crea mediante un número de impulsos de intensidad que se producen a una frecuencia de al menos 18 kHz controlándose una magnitud de cada impulso mediante un conformador (210) de ondas.
4. Aparato de soldadura por arco eléctrico según una de las reivindicaciones 1 a 3, en el que dicha parte (412) de intensidad base del primer segmento (402) se ajusta en magnitud.
5. Aparato de soldadura por arco eléctrico según una de las reivindicaciones 1 a 3, en el que dicha parte (412) de intensidad base del primer segmento (402) se ajusta en longitud.
6. Aparato de soldadura por arco eléctrico según una de las reivindicaciones 1 a 5, que incluye un circuito para controlar el calor de dicho proceso de soldadura ajustando dicho nivel dado.
7. Aparato de soldadura por arco eléctrico para realizar un proceso de soldadura dado con una forma (400) de onda de corriente pulsada de CA seleccionada que se realiza entre un electrodo (24) y una pieza (26) de trabajo, incluyendo dicha forma (400) de onda de intensidad segmentos (402, 404) primero y segundo de polaridad eléctrica opuesta primera y segunda, caracterizado porque al menos el primer segmento (402) de la primera polaridad eléctrica incluye una parte (410) de intensidad pico y una parte (412) de intensidad base ambas de la primera polaridad eléctrica y porque dicho aparato de soldadura comprende: una fuente de alimentación con un controlador que tiene un procesador digital que incluye un programa para calcular el factor de potencia en tiempo real (pf) de la intensidad de soldadura (Ia) y una tensión de soldadura (Va), incluyendo dicho programa un algoritmo para calcular la tensión de soldadura rms (Vrms), la intensidad de soldadura rms (Irms) y la potencia promedio (Pavg) de dicha fuente de alimentación; un circuito para multiplicar dicha intensidad rms (Irms) por dicha tensión rms (Vrms) para producir un nivel de potencia rms; un circuito (204) para dividir dicha potencia promedio (Pavg) entre dicha potencia rms para crear un valor que representa el factor real de potencia en tiempo real (pf) de dicha fuente de alimentación; y, un circuito (220b) para ajustar dicha parte (410) de intensidad pico del primer segmento (402) que tiene la primera polaridad eléctrica para mantener dicho factor de potencia (pf) a un nivel dado.
8. Aparato de soldadura por arco eléctrico según la reivindicación 7, en el que dicho controlador incluye un conformador (210) de ondas que tiene una entrada con un valor que determina la conformación de dicha forma (400) de onda y un circuito de error para comparar dicho factor real de potencia en tiempo real (pf) con un factor de potencia deseado para crear un valor corrector y un circuito para dirigir dicho valor a dicha entrada de dicho conformador (210) de ondas por lo que dicho factor real de potencia en tiempo real (pf) se mantiene en dicho factor de potencia deseado.
9. Aparato de soldadura por arco eléctrico según las reivindicaciones 7 u 8, en el que dicha forma (400) de onda se crea mediante un número de impulsos de intensidad que se producen a una frecuencia de al menos 18 kHz controlándose una magnitud de cada impulso mediante un conformador (210) de ondas.
10. Aparato de soldadura por arco eléctrico según una de las reivindicaciones 7 a 9, en el que dicha parte (410) de intensidad pico del primer segmento (402) se ajusta en magnitud.
11. Aparato de soldadura por arco eléctrico según una de las reivindicaciones 7 a 9, en el que dicha parte (410) de intensidad pico del primer segmento (402) se ajusta en longitud.
12. Aparato de soldadura por arco eléctrico según una de las reivindicaciones 7 a 11, que incluye un circuito para controlar el calor de dicho proceso de soldadura ajustando dicho nivel dado.
13. Método para controlar un aparato de soldadura por arco eléctrico para realizar un proceso de soldadura por impulsos dado con una forma (400) de onda seleccionada que se realiza por una fuente de alimentación entre un electrodo (24) y una pieza (26) de trabajo, caracterizado porque dicha forma (400) de onda tiene un primer segmento (402) de una primera polaridad que incluye una parte (410) de intensidad pico y una parte (412) de intensidad base, ambas de la misma primera polaridad, y un segundo segmento (404) de una segunda polaridad opuesta a la primera polaridad, estando caracterizado dicho método además por las etapas de:
- (a) calcular el factor real de potencia (pf) de dicha fuente de alimentación usando la intensidad rms (Irms) y la tensión rms (Vrms);
- (b) seleccionar un factor de potencia deseado para dicha fuente de alimentación;
- (c) obtener una señal de error comparando dicho factor real de potencia (pf) de la fuente de alimentación con dicho factor de potencia deseado de la fuente de alimentación: y,
- (d) ajustar la parte (412) de intensidad base de dicho primer segmento (402) de dicha forma (400) de onda mediante dicha señal de error por lo que dicho factor real de potencia (pf) se mantiene en dicho factor de potencia deseado.
14. Método según la reivindicación 13, que incluye ajustar manualmente dicho factor de potencia deseado para controlar el calor de dicho proceso de soldadura.
15. Método según la reivindicación 14, que incluye mantener dicha intensidad rms (Irms) constante cuando se ajusta dicho factor de potencia deseado.
16. Método según una de las reivindicaciones 13 a 15, en el que dicha forma (400) de onda se crea mediante un número de impulsos de intensidad que se producen a una frecuencia de al menos 18 kHz controlándose una magnitud de cada impulso mediante un conformador (210) de ondas.
17. Método para controlar un aparato de soldadura por arco eléctrico para realizar un proceso de soldadura por impulsos dado con una forma (400) de onda seleccionada que se realiza por una fuente de alimentación entre un electrodo (24) y una pieza (26) de trabajo, caracterizado porque dicha forma (400) de onda tiene un primer segmento (402) de una primera polaridad que incluye una parte (410) de intensidad pico y una parte (412) de intensidad base ambas de la misma primera polaridad, y un segundo segmento (404) de una segunda polaridad opuesta a la primera polaridad, estando caracterizado dicho método además por las etapas de:
- (a) calcular el factor real de potencia (pf) de dicha fuente de alimentación usando la intensidad rms (Irms) y la tensión rms (Vrms);
- (b) seleccionar un factor de potencia deseado para dicha fuente de alimentación;
- (c) obtener una señal de error comparando dicho factor real de potencia (pf) de la fuente de alimentación con dicho factor de potencia deseado de la fuente de alimentación; y,
- (d) ajustar la parte (410) de intensidad pico de dicho primer segmento (402) de dicha forma (400) de onda mediante dicha señal de error por lo que dicho factor real de potencia (pf) se mantiene en dicho factor de potencia deseado (pf).
18. Método según la reivindicación 17, que incluye ajustar manualmente dicho factor de potencia deseado (pf) para controlar el calor de dicho proceso de soldadura.
19. Método según la reivindicación 18, que incluye mantener dicha intensidad rms (Irms) constante cuando se ajusta dicho factor de potencia deseado.
20. Método según una de las reivindicaciones 17 a 19, en el que dicha forma (400) de onda se crea mediante un número de impulsos de intensidad que se producen a una frecuencia de al menos 18 kHz controlándose una magnitud de cada impulso mediante un conformador (210) de ondas.
Patentes similares o relacionadas:
 UNIDAD DE ACCESO REMOTO Y PROCEDIMIENTO PARA LA GESTION DE EQUIPOS DE SOLDADURA CONECTADOS MEDIANTE INTERFACES CON UNA RED, del 20 de Abril de 2011, de FRONIUS INTERNATIONAL GMBH: Unidad de acceso remoto para la gestión de equipos de soldadura conectados mediante interfaces con una red , con una conexión para conectar con […]
UNIDAD DE ACCESO REMOTO Y PROCEDIMIENTO PARA LA GESTION DE EQUIPOS DE SOLDADURA CONECTADOS MEDIANTE INTERFACES CON UNA RED, del 20 de Abril de 2011, de FRONIUS INTERNATIONAL GMBH: Unidad de acceso remoto para la gestión de equipos de soldadura conectados mediante interfaces con una red , con una conexión para conectar con […]
 REGULADOR A DISTANCIA CON FORMATO DE TARJETA DE CREDITO CON CONTACTOS PARA ELECTRODOS PARA AUMENTAR Y REDUCIR UN PARAMETRO DE SOLDADURA, Y CON UNA PANTALLA, del 23 de Marzo de 2010, de FRONIUS INTERNATIONAL GMBH: Regulador a distancia para un equipo de soldadura con una carcasa , un sistema de mando y varios elementos de contacto unidos al sistema de mando […]
REGULADOR A DISTANCIA CON FORMATO DE TARJETA DE CREDITO CON CONTACTOS PARA ELECTRODOS PARA AUMENTAR Y REDUCIR UN PARAMETRO DE SOLDADURA, Y CON UNA PANTALLA, del 23 de Marzo de 2010, de FRONIUS INTERNATIONAL GMBH: Regulador a distancia para un equipo de soldadura con una carcasa , un sistema de mando y varios elementos de contacto unidos al sistema de mando […]
Cartucho consumible reemplazable para un sistema de corte por arco de plasma, del 22 de Julio de 2020, de HYPERTHERM, INC: Cartucho reemplazable para un soplete de arco de plasma, comprendiendo el cartucho reemplazable: un cuerpo de cartucho reemplazable y estando […]
Sistema y método para proporcionar retroalimentación de la distancia de la punta de contacto a la pieza de trabajo (CTWD) para una realidad aumentada basado en una corriente de salida de soldadura y/o una velocidad de alimentación de alambre en tiempo real, del 3 de Junio de 2020, de LINCOLN GLOBAL, INC.: Método para alertar a un soldador durante un proceso de soldadura realizado mediante un sistema de soldadura si una distancia real de la punta de contacto […]
Unidad de soldadura y/o corte con sensor para detectar/medir la corriente de soldadura y/o corte, del 13 de Mayo de 2020, de Trafimet Group S.p.A: Unidad de soldadura y/o corte que comprende: - un generador , - una antorcha de soldadura y/o corte , - un elemento de conexión […]
Importar y analizar datos externos usando un sistema de soldadura de realidad virtual, del 12 de Febrero de 2020, de LINCOLN GLOBAL, INC.: Método que comprende: importar desde una máquina de soldadura en el mundo real al interior de un sistema de soldadura de realidad […]
Sistema de control para sistemas de soldadura, del 25 de Diciembre de 2019, de Trafimet Group S.p.A: Sistema de soldadura y/o corte que comprende un generador , una unidad de soldadura y/o corte , un elemento de conexión adaptado para conectar dicha […]
Sistema y método de monitorización y caracterización de operaciones de soldeo manuales, del 20 de Noviembre de 2019, de LINCOLN GLOBAL, INC.: Método de monitorización y caracterización de soldeo manual, que comprende; (a) proporcionar un sistema de soldeo, en el que el sistema de soldeo incluye […]