SEGURO DE CORREDERA PARA HERRAMIENTAS DE MOLDEO POR INYECCIÓN.
Seguro de corredera para herramientas de moldeo por inyección,
con un pasador de seguridad (b) móvil y una brida (a) giratoria, caracterizado porque el seguro de corredera se compone de un bloque de control (c, figura 1), en donde el pasador de seguridad (b) en el bloque de control (c) describe, durante el proceso de apertura y cierre del molde de fundición por inyección, un recorrido definido sobre de un contorno bi- o tridimensional
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08011101.
Solicitante: IFW MANFRED OTTE GMBH.
Nacionalidad solicitante: Austria.
Dirección: PYHRNSTRASSE 73 4563 MICHELDORF AUSTRIA.
Inventor/es: ASCHERMAYR,JOSEF.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Junio de 2008.
Clasificación Internacional de Patentes:
- B29C45/33B
Clasificación PCT:
- B29C45/33 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › teniendo elementos del molde móviles transversalmente, p. ej. radialmente.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Descripción:
Seguro de corredera para herramientas de moldeo por inyección.
La invención se refiere a un seguro de corredera para herramientas de moldeo por inyección.
Al desmoldear una pieza de molde de fundición por inyección se abre el molde exterior y es necesario sacar el núcleo desde el interior del molde, para extraer o expulsar del molde la parte de 5 fundición por inyección.
El núcleo es guiado con ello en una guía lineal hasta la posición de expulsión y se asegura en la posición final.
Esto se realiza casi siempre mediante una estructura mecánica, que sin embargo es muy propensa a los fallos, ya que presenta muchas partes móviles cuyo ajuste mutuo sólo es posible con dificultad. 10
Después de la expulsión o de la extracción de la pieza de molde de fundición por inyección se cierra de nuevo el molde, para el siguiente proceso de fundición por inyección, y se posiciona el núcleo.
Se conocen seguros de corredera de los documentos US 5 312 243, EP 1 157 803, SU 876 453 y FR 2.809.344.
La tarea de la invención era proporcionar un seguro de corredera, que pueda asegurar el 15 núcleo de forma fiable y sencilla.
El objeto de la invención es por ello un seguro de corredera para herramientas de moldeo por inyección, caracterizado porque el seguro de corredera se compone de un pasador de seguridad móvil, una brida giratoria y un bloque de control, en donde el pasador de seguridad en el bloque de control describe, durante el proceso de apertura y cierre del molde de fundición por inyección, un 20 recorrido definido a lo largo de un contorno bi- o tridimensional.
Otro objeto de la invención es por ello un seguro de corredera para herramientas de moldeo por inyección, caracterizado porque la corredera se asegura en la posición final de forma electromagnética, neumática o hidráulica.
Con ello la corredera es guiada una vez finalizado el proceso de moldeo por inyección, de tal 25 modo que el pasador de seguridad es guiado desde su posición de partida, durante la apertura del moldeo de fundición por inyección y la extracción del núcleo, pisos más abajo hasta una posición final provisional. En esta posición final provisional se fija el núcleo y puede extraerse o expulsarse la pieza de molde de fundición por inyección.
A continuación se cierra de nuevo el moldeo y la corredera se mueve de nuevo por pisos de 30 vuelta a su posición de partida original, y se lleva a cabo otro proceso de moldeo por inyección.
En una forma de ejecución preferida se guía la corredera, en cada caso por varios pisos, desde su punto de partida bajando hasta a una posición final provisional y, a continuación, es guiada de nuevo por varios pisos de vuelta a su punto de partida.
En las figuras 1 y 2 se ha representado un seguro de corredera conforme a la invención. 35
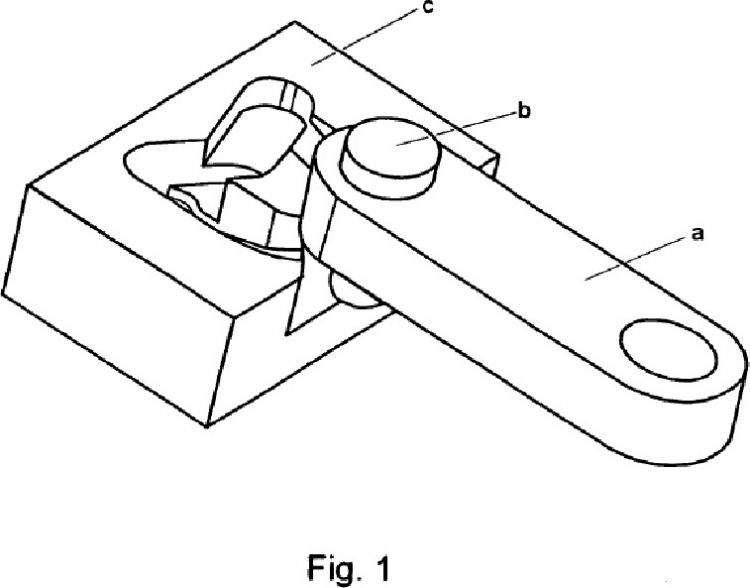
Con ello la figura 1 representa una ejecución conforme a la invención de la corredera.
En la figura 1 significan a la brida giratoria, b el pasador de seguridad y c el bloque de control.
En la figura 2 se ha representado la ejecución conforme a la invención del bloque de control, así como el recorrido que sigue el pasador de seguridad.
1. Posición de partida, la corredera se mueve hacia atrás. 40
2. El pasador de seguridad se mueve sobre un bisel y con ello se eleva. La brida se desvía con ello.
3. El pasador de seguridad se mueve sobre una arista y por medio de esto salta una etapa hacia abajo.
4. La corredera se mueve ahora a través del seguro de colisa brevemente en sentido contrario y, por medio de esto, salta de nuevo una etapa más abajo. Aquí se alcanza la posición final provisional. La 45 corredera está ahora asegurada y el control de colisa puede salir ahora de la corredera.
5. El molde se cierra de nuevo, el control de colisa engrana de nuevo y mueve la corredera de nuevo un tramo hacia atrás. La brida gira hacia la izquierda y el pasador de seguridad cae con ello a la posición más baja.
6. Desde ahora la corredera se mueve hacia delante y el pasador de seguridad abandona el bloque de control, sobre el bisel ascendente, y se eleva de nuevo. 5
7. Posición final (se corresponde con la posición de partida).
La altura, la profundidad y los ángulos pueden adaptarse con ello según la forma de la colisa.
En la colisa un elemento óptico, eléctrico o electromagnético puede activar el proceso de conmutación, que puede seguir el recorrido del pasador de seguridad. 10
En otra forma de ejecución la corredera puede bloquearse o a continuación elevarse adicionalmente de forma electromagnética, neumática o hidráulica en la posición 5. Con ello el bloque de control puede estructurarse de forma más sencilla, ya que no es esencial en este caso una ejecución exacta de las bandas.
El control puede realizarse con ello mediante puntos de control (sensores) en la colisa. 15
El seguro de corredera conforme a la invención puede usarse por ejemplo en herramientas de fundición por inyección o herramientas de fundición por presión.
Reivindicaciones:
1. Seguro de corredera para herramientas de moldeo por inyección, con un pasador de seguridad (b) móvil y una brida (a) giratoria, caracterizado porque el seguro de corredera se compone de un bloque de control (c, figura 1), en donde el pasador de seguridad (b) en el bloque de control (c) describe, durante el proceso de apertura y cierre del molde de fundición por inyección, un recorrido 5 definido sobre de un contorno bi- o tridimensional.
2. Seguro de corredera según al reivindicación 1, caracterizado porque la corredera es guiada, durante la apertura del moldeo de fundición por inyección, 2 etapas (2, 3, figura 2) más abajo hasta una posición final provisional (4).
3. Seguro de corredera según una de las reivindicaciones 1 ó 2, caracterizado porque la 10 corredera durante el cierre del molde, primero es guiada hasta su posición más baja (4) y, a continuación, es guiada sobre el bisel (5) hasta la posición final (7), que se corresponde con la posición de partida (1).
4. Seguro de corredera según una de las reivindicaciones 1 a 3, caracterizado porque la corredera se asegura en su posición final (7) de forma electromagnética, hidráulica o neumática. 15
5. Seguro de corredera según una de las reivindicaciones 1 a 4, caracterizado porque el control del proceso de aseguramiento se realiza mediante puntos de control ópticos, eléctricos o electromagnéticos.
6. Utilización del seguro de corredera según una de las reivindicaciones 1 a 5 en un procedimiento de fundición por inyección o presión. 20
Siguen dos hojas de dibujos.
Patentes similares o relacionadas:
Recipiente de reactivo para almacenar un reactivo líquido, aparato para fabricar una parte inferior de un recipiente de reactivo y un método para fabricar una parte inferior de un recipiente de reactivo, del 3 de Junio de 2020, de F. HOFFMANN-LA ROCHE AG: Un recipiente de reactivo para un instrumento analítico, en donde el recipiente de reactivo está configurado para almacenar un reactivo líquido, […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
Procedimiento de fabricación de mango, sistema y molde para fabricar el mismo, del 4 de Diciembre de 2019, de SNA EUROPE INDUSTRIES IBERIA, S.A: Procedimiento de fabricación de un mango formado por al menos un primer material y un segundo material, caracterizado porque el procedimiento comprende los siguientes […]
CONJUNTO DE MOLDEO POR INYECCIÓN Y PROCEDIMIENTO DE FABRICACIÓN, del 10 de Enero de 2019, de QUINORGAN S.L.: Conjunto de moldeo por inyección, para fabricar piezas que presentan exteriormente al menos una cara plana, presentando unos medios de inyección […]
Proceso de ejecución de cierre hermético para envase mediante inyección en molde, del 30 de Noviembre de 2018, de ITC PACKAGING S.L.U: Proceso de ejecución de cierre hermético para envase mediante inyección en molde, donde el molde está formado por una parte fija con […]
Molde de inyección y procedimiento de inyección asociado, del 11 de Abril de 2018, de JP Grosfilley: Molde de inyección que comprende al menos una primera parte de molde , al menos una segunda parte de molde posicionada frente a […]
Dispositivo de inyección, del 21 de Febrero de 2018, de HOSPIRA, INC.: Sistema para administrar un producto farmacéutico desde un cartucho (155, 155'), que comprende: un cuerpo de inyector (105, 105', 150") que […]
Bloque óptico de vehículo y molde para la fabricación de dicho bloque, del 19 de Abril de 2017, de RENAULT S.A.S.: Bloque óptico de vehículo automóvil, que incluye: -una pieza moldeada que presenta: -una primera pared que presenta una primera […]