PROCEDIMIENTO PARA REVESTIR PIEZAS EN FORMA DE PLACA CON UNA LÁMINA DECORATIVA.
Procedimiento para el revestimiento de piezas (1) en forma de placa,
de madera y/o de materiales semejantes a la madera, en particular de materiales de madera aglomerada, con una lámina decorativa (14) en una sola fase de trabajo en paso continuo a través de la máquina, pegándose la lámina decorativa (14) sobre por lo menos una de las caras anchas (2) y sobre por lo menos una cara estrecha (3) de las piezas (1) situada en la dirección de paso continuo, mediante el empleo de por lo menos dos pegamentos, y donde para lograr la adherencia entre las caras estrechas de la pieza (3) y la lámina decorativa (14) se emplea un pegamento termoplástico, caracterizado porque antes de aplicar la lámina decorativa (14) sobre las piezas (1), el pegamento termoplástico se aplica, bien sobre la superficie de la lámina decorativa (14) que se ha de pegar sobre las caras estrechas de la pieza (3) o sobre las caras estrechas de la pieza (3) que se han de pegar con la lámina decorativa (14), y donde para pegar la lámina decorativa (14) con las caras anchas de la pieza (2) se emplea un pegamento de dos componentes (13), y porque igualmente se aplican los dos componentes de este pegamento antes de aplicar la lámina decorativa (14) sobre las piezas (1), bien sobre la superficie de la lámina decorativa (14) que se ha de pegar sobre la cara ancha de la pieza (2) o sobre las caras anchas de la pieza (3) sobre las que se vaya a pegar la lámina decorativa, aplicándose en una misma pasada la lámina decorativa en su totalidad sobre las caras anchas de la pieza (2) y las caras estrechas de la pieza (3), y se comprime a presión sobre ellas
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03014887.
Solicitante: HOMAG HOLZBEARBEITUNGSSYSTEME AG.
Nacionalidad solicitante: Alemania.
Dirección: HOMAGSTRASSE 3-5 72296 SCHOPFLOCH ALEMANIA.
Inventor/es: GOTZ, FRIEDER, SCHMID, JOHANNES, KALMBACH, KURT.
Fecha de Publicación: .
Fecha Solicitud PCT: 1 de Julio de 2003.
Clasificación Internacional de Patentes:
- B29C63/04D
Clasificación PCT:
- B29C63/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 63/00 Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00). › por doblado, enrollado, curvado u operaciones similares.
- C09J5/00 QUIMICA; METALURGIA. › C09 COLORANTES; PINTURAS; PULIMENTOS; RESINAS NATURALES; ADHESIVOS; COMPOSICIONES NO PREVISTAS EN OTRO LUGAR; APLICACIONES DE LOS MATERIALES NO PREVISTAS EN OTRO LUGAR. › C09J ADHESIVOS; ASPECTOS NO MECANICOS DE LOS PROCEDIMIENTOS DE PEGADO EN GENERAL; PROCEDIMIENTOS DE PEGADO NO PREVISTOS EN OTRO LUGAR; EMPLEO DE MATERIALES COMO ADHESIVOS (preparación de cola o gelatina C09H). › Procedimientos de pegado en general; Procedimientos de pegado no previstos en otro lugar , p.ej. relativos a la imprimación.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2356623_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento de la clase descrita con mayor detalle en el preámbulo de la reivindicación 1.
En un procedimiento de esta clase, tal como se practica en la actualidad para revestir piezas en forma de placa en régimen continuo, se emplea un pegamento termoplástico para efectuar el pegado de la lámina decorativa, 5 tanto sobre la cara ancha de la pieza como también en la cara estrecha de la pieza. Por lo general se aplica el pegamento termoplástico sobre la cara posterior de la lámina decorativa, con la que a continuación se forra la cara ancha de la pieza mediante cilindros calientes. La zona del borde de la lámina decorativa situada en sentido de paso se dota del pegamento termoplástico, al mismo tiempo que la restante superficie de la lámina decorativa que se trata de pegar, pudiendo efectuarse aquí eventualmente posteriormente una aplicación adicional de pegamento 10 termoplástico, si esto es necesario para rellenar las caras estrechas cortadas de las piezas. Porque las piezas son placas de madera o de un material semejante a la madera tal como un material de paneles estratificados que en el interior presenta una estructura de viruta más basta que en la zona de las caras anchas situadas en el exterior. El empleo de un pegamento termoplástico mediante el procedimiento de encolado caliente-frío ofrece la ventaja de poder prever unas velocidades de avance rápidas al recubrir las piezas en forma de placa, y además al enfriarse el 15 pegamento termoplástico se produce inmediatamente el efecto de adherencia. De este modo se consigue también un pegado seguro en los lados estrechos perfilados de las piezas. El inconveniente es el elevado consumo de pegamento termoplástico para el pegado de la superficie en las caras anchas de la pieza, a lo cual se añade que el pegamento termoplástico es mucho más caro que otros sistemas de pegamentos.
Igualmente complejo es el empleo de sistemas de cola de caseína. Esto trae consigo principalmente unos 20 costes de planta elevados, ya que es preciso prever una pluralidad de fuentes de calor para que el pegamento tenga una buena adherencia. Además, la cola de caseína requiere un tramo de enfriamiento suficientemente largo para alcanzar sus propiedades adherentes. Por este motivo, las velocidades de producción son considerablemente más reducidas que en los sistemas de caliente-frío, y la calidad superficial del decorado sobre la superficie es menor. En particular, en el caso de caras estrechas de piezas perfiladas, existe el problema de tener que aplicar allí 25 adicionalmente un pegamento termoplástico como material de relleno.
Para el revestimiento de piezas en forma de placa de la clase que se trata se conoce también el revestimiento de la superficie empleando un pegamento de dos componentes, en particular una cola de resina ureica. Aunque en este caso hay que aplicar los dos componentes del pegamento en la forma adecuada para que puedan reaccionar entre sí, no sólo es menor el volumen de aplicación de pegamento que se requiere por unidad de 30 superficie sino también el gasto de la instalación correspondiente para realizar el revestimiento mediante un procedimiento continuo. Un inconveniente está en tener que trabajar con una temperatura de proceso relativamente alta y unas fuerzas de apriete muy elevadas, que no se pueden aplicar sobre las caras estrechas de piezas que estén perfiladas. Además, no se puede dosificar en la proporción exacta las cantidades de aplicación de los dos componentes del pegamento de dos componentes sobre las caras estrechas de la pieza, especialmente si éstas 35 están perfiladas. Por este motivo es preciso que en el caso del revestimiento de las caras estrechas se dote la lámina decorativa de un pegamento en una operación independiente y se aplique sobre las caras estrechas de la pieza, empleando para el pegamento, bien sistemas de pegamento termoplástico o sistemas de cola de caseína.
En el documento DE 43 11 830 A1 se describe un procedimiento para el revestimiento de cantos de placas mediante materiales de revestimiento, así también el revestimiento mediante láminas con empleo de pegamentos 40 termoplásticos. También se menciona un procedimiento para el revestimiento de los cantos mediante el empleo de colas de dispersión, donde adicionalmente se emplea un pegamento termoplástico como ayuda para el montaje. En el documento citado se trata principalmente de un revestimiento de cantos por el procedimiento Postforming, en el que se pega primeramente una placa estratificada con la cara ancha de una placa de soporte y a continuación se conforman los bordes de la placa estratificada que sobresale y se adaptan a las caras estrechas de las placas, y se 45 pegan contra ellas.
Por el documento DE 27 31 657 A1 se conoce un procedimiento para el revestimiento de piezas en forma de placa, en el que se aplica en continuo sobre las piezas una banda de material que llega hasta las caras estrechas de las piezas situadas lateralmente en la dirección de paso. El pegado de la banda de material tiene lugar exclusivamente mediante una cola de resina sintética de dos componentes, que se aplica bien sobre la pieza o 50 sobre la banda de material, y que según las propiedades de adherencia deseadas contiene un acelerador o un endurecedor.
La invención se basa por lo tanto en el objetivo de crear un procedimiento de la clase citada inicialmente mediante el cual se pueda realizar en una única pasada de la pieza el revestimiento de las superficies en las correspondientes caras anchas de la pieza y el pegado de las zonas del borde de la lámina decorativa en las 55 correspondientes caras estrechas de la pieza, empleando el sistema de pegamento más conveniente en cada caso.
Este objetivo se resuelve mediante las características del proceso indicadas en la reivindicación 9.
Para la invención es esencial emplear para el recubrimiento de las superficies una cola de dos componentes, en particular una cola de resina ureica, que con un volumen de aplicación reducido asegure una
buena adherencia de la lámina decorativa sobre las caras anchas de la pieza. Para pegar la lámina decorativa en las caras estrechas de la pieza se emplea en cambio un sistema de pegamento termoplástico, que al rellenar de modo simultáneo o complementario los poros en las caras estrechas de la pieza permita conseguir un pegado seguro y una elevada calidad superficial de la lámina decorativa. Por lo tanto se emplean aquí en una misma operación de trabajo dos sistemas de pegamentos diferentes, de los cuales el sistema más complejo en cuanto a volumen de 5 pegamento satisface los requisitos específicos superiores para el pegado de los lados estrechos, entre los que se cuentan el pegado seguro sobre superficies porosas con diferentes formas de perfil así como la resistencia a las temperaturas y a la humedad. Una característica especial de la invención consiste en aplicar en la única pasada continua de la pieza los diferentes pegamentos sobre las superficies correspondientes de la pieza y/o de la lámina decorativa, antes de efectuar el revestimiento. 10
Unas características de realización ventajosas del procedimiento conforme a la invención se deducen de las reivindicaciones subordinadas.
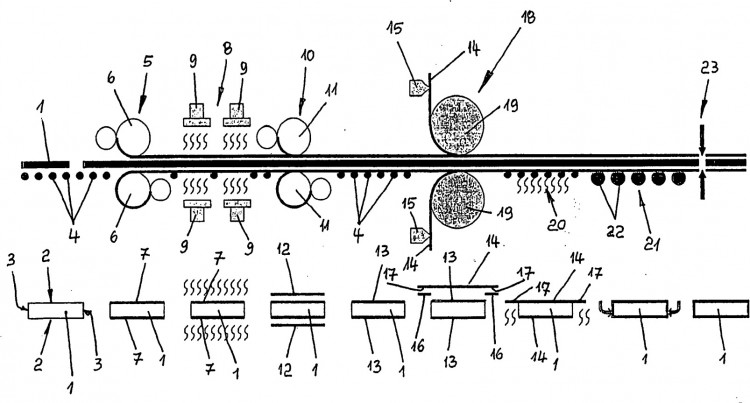
La invención se describe a continuación con mayor detalle sirviéndose del dibujo. El dibujo muestra en la parte superior una vista lateral esquemática de una planta destinada al revestimiento de piezas en forma de placa, y en la parte inferior y también en representación esquemática, la sección de la pieza en las distintas estaciones de la 15 planta reproducidas cada una verticalmente en la parte superior.
En particular se reconocen en el dibujo las piezas 1 en forma de placa que entran en la planta, que consisten principalmente en un material de madera aglomerada y que están destinados a ser empleados principalmente en la construcción de muebles y en la decoración de interiores. Las piezas en forma de placa 1 tienen un formato cuadrado o rectangular, y las caras de las piezas 1 de gran superficie se designan en lo sucesivo como 20 caras anchas de la pieza 2. Los lados de las piezas 1 que en la dirección de paso de las piezas 1 presentan frente a las caras anchas de pieza 2 una superficie considerablemente menor, se designan en lo sucesivo como caras estrechas de las piezas 3.
Las piezas se transportan a través de la planta en posición plana e inmediatamente consecutivas, haciendo tope entre sí con sus lados frontales sobre un dispositivo de transporte 4 en paso continuo a través de la planta. En 25 aquellos puntos en los que sea necesario efectuar en... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para el revestimiento de piezas (1) en forma de placa, de madera y/o de materiales semejantes a la madera, en particular de materiales de madera aglomerada, con una lámina decorativa (14) en una sola fase de trabajo en paso continuo a través de la máquina, pegándose la lámina decorativa (14) sobre por lo menos una de las caras anchas (2) y sobre por lo menos una cara estrecha (3) de las piezas (1) situada en la dirección de paso continuo, mediante el empleo de por lo menos dos pegamentos, y donde 5 para lograr la adherencia entre las caras estrechas de la pieza (3) y la lámina decorativa (14) se emplea un pegamento termoplástico,
caracterizado porque
antes de aplicar la lámina decorativa (14) sobre las piezas (1), el pegamento termoplástico se aplica, bien sobre la superficie de la lámina decorativa (14) que se ha de pegar sobre las caras estrechas de la pieza (3) 10 o sobre las caras estrechas de la pieza (3) que se han de pegar con la lámina decorativa (14), y donde para pegar la lámina decorativa (14) con las caras anchas de la pieza (2) se emplea un pegamento de dos componentes (13), y porque igualmente se aplican los dos componentes de este pegamento antes de aplicar la lámina decorativa (14) sobre las piezas (1), bien sobre la superficie de la lámina decorativa (14) que se ha de pegar sobre la cara ancha de la pieza (2) o sobre las caras anchas de la pieza (3) sobre las 15 que se vaya a pegar la lámina decorativa, aplicándose en una misma pasada la lámina decorativa en su totalidad sobre las caras anchas de la pieza (2) y las caras estrechas de la pieza (3), y se comprime a presión sobre ellas.
2. Procedimiento según la reivindicación 1,
caracterizado porque 20
en primer lugar se aplica el componente endurecedor y a continuación el componente de resina del pegamento de dos componentes sobre una de las dos superficies que se han de pegar entre sí, de la lámina decorativa y de las caras anchas de la pieza.
3. Procedimiento según la reivindicación 2,
caracterizado porque 25
los componentes del pegamento de dos componentes se aplican sobre las caras anchas de la pieza.
4. Procedimiento según una de las reivindicaciones 1 a 3,
caracterizado porque
como pegamento de dos componentes se emplea un pegamento de urea.
5. Procedimiento según la reivindicación 3 ó 4, 30
caracterizado porque
después de aplicar el componente endurecedor y antes de aplicar el componente de resina se calientan las piezas.
6. Procedimiento según una de las reivindicaciones 1 a 5,
caracterizado porque 35
el pegamento termoplástico se aplica en caliente sobre por lo menos una de las dos zonas del borde que se extienden en la dirección de paso.
7. Procedimiento según una de las reivindicaciones 3 a 6,
caracterizado porque
la lámina decorativa se comprime sobre las caras anchas de la pieza con una presión de apriete con su 40 zona no recubierta junto a la zona del borde recubierta, dejando la zona del borde recubierta de la lámina decorativa todavía separada de las correspondientes caras estrechas de la pieza.
8. Procedimiento según la reivindicación 7,
caracterizado porque
en un último paso se aplica la zona del borde recubierta de la lámina decorativa sobre las correspondientes 45
caras estrechas de la pieza.
9. Procedimiento según la reivindicación 8,
caracterizado porque
el pegamento termoplástico aplicado sobre la zona del borde de la lámina decorativa se activa mediante la acción de calor inmediatamente antes de comprimir esta zona del borde contra las caras estrechas de la 5 pieza.
Patentes similares o relacionadas:
DISPOSITIVO DE TRANSPORTE EN UNA MÁQUINA DE REVESTIMIENTO DE UN PERFIL, del 12 de Enero de 2012, de DUSPOHL MASCHINENBAU GMBH: Máquina de revestimiento de un perfil que presenta un sistema aplicador para aplicar un material de decoración sobre el perfil, y una pluralidad de conjuntos […]
PROCEDIMIENTO Y APARATO PARA APLICAR UNA PELÍCULA A LA SUPERFICIE DE UN PASAMANOS PARA UNA ESCALERA MECÁNICA O PASILLO RODANTE, del 18 de Julio de 2011, de EHC CANADA, INC: Combinación de un pasamanos alargado y una película flexible adherida al pasamanos, comprendiendo la película : una primera capa de película y una primera […]
 SISTEMA MULTIHERRAMIENTAS PARA RECUBRIMIENTOS DE PERFILES O SIMILARES, del 18 de Febrero de 2011, de BARBERAN LATORRE,JESUS FRANCISCO: Sistema multiherramientas para recubrimientos de perfiles o similares, formado por unos cabezales giratorios que comportan rodillos diferentes susceptibles de ser situados […]
SISTEMA MULTIHERRAMIENTAS PARA RECUBRIMIENTOS DE PERFILES O SIMILARES, del 18 de Febrero de 2011, de BARBERAN LATORRE,JESUS FRANCISCO: Sistema multiherramientas para recubrimientos de perfiles o similares, formado por unos cabezales giratorios que comportan rodillos diferentes susceptibles de ser situados […]
 DISPOSITIVO Y PROCEDIMIENTO PARA APLICAR UNA PELICULA SOBRE UN COMPONENTE, del 23 de Abril de 2010, de SCHUCO INTERNATIONAL KG
L & L MASCHINEN GMBH: Dispositivo para aplicar una película sobre un componente, en especial para aplicar una película sobre un componente perfilado, alargado con un contorno superficial prefijado, […]
DISPOSITIVO Y PROCEDIMIENTO PARA APLICAR UNA PELICULA SOBRE UN COMPONENTE, del 23 de Abril de 2010, de SCHUCO INTERNATIONAL KG
L & L MASCHINEN GMBH: Dispositivo para aplicar una película sobre un componente, en especial para aplicar una película sobre un componente perfilado, alargado con un contorno superficial prefijado, […]
Material de recubrimiento para recubrir superficies irregulares así como procedimiento, del 22 de Julio de 2020, de HOMAG GmbH: Material de recubrimiento, en particular material de recubrimiento de superficies estrechas, para recubrir una superficie irregular de una […]
Dispositivo y procedimiento para plegado, del 3 de Mayo de 2019, de Dr. Stoffel, Kai Konstantin: Un dispositivo para fabricar una pieza de trabajo , de construcción compleja que se compone de al menos dos componentes y una capa decorativa, que […]
Dispositivo y procedimiento para el rebordeo, del 2 de Mayo de 2018, de Dr. Stoffel, Kai Konstantin: Dispositivo para rebordear una capa decorativa flexible saliente en una pieza de trabajo, con - un soporte para recibir y sujetar la pieza de trabajo, - al […]
Aparato y procedimiento para el acoplamiento y/o plegado de borde de paneles con activación de cola caliente, del 29 de Noviembre de 2017, de Persico S.p.A: Aparato para un proceso de acoplamiento y/o plegado de borde en caliente, en el que una capa de revestimiento está fijada sobre una pieza , que comprende […]