DISPOSITIVO Y PROCEDIMIENTO PARA APLICAR UNA PELICULA SOBRE UN COMPONENTE.
Dispositivo para aplicar una película sobre un componente, en especial para aplicar una película (43) sobre un componente perfilado,
alargado con un contorno superficial prefijado, con al menos uno o varios paquetes (5, 9) de láminas (4, 6, 7), que se pueden ajustar mutuamente con el fin de comprimir la película (43) siguiendo el contorno de la superficie del componente (1, 11), pudiéndose mover las diferentes láminas (4, 6, 7) hacia la cinta (8) conformadora por medio de una propulsión impulsada por un fluido, caracterizado porque
a) entre el componente (1, 11) y el paquete (5, 9) de láminas se ha dispuesto una cinta (8) conformadora,
b) el paquete (5, 9) de láminas se ha dispuesto en una carcasa (10) de láminas, de la cual se destacan las zonas extremas de las distintas láminas, orientadas hacia la cinta (8) conformadora, pudiéndose introducir el fluido en un espacio (44) hueco entre el paquete (5, 9) de láminas y la carcasa (10) de láminas circundante, y
c) habiéndose dispuesto una manguera (12) rellenable o un fuelle o una membrana en el espacio (44) hueco entre el paquete (5, 9)de láminas y la carcasa (10) de láminas
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/005477.
Solicitante: SCHUCO INTERNATIONAL KG
L & L MASCHINEN GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KAROLINENSTRASSE 1 - 15,33609 BIELEFELD.
Inventor/es: ATZLER,NORBERT, LISSEK,ROLF.
Fecha de Publicación: .
Fecha Concesión Europea: 25 de Noviembre de 2009.
Clasificación Internacional de Patentes:
- B29C63/00U
- B29C63/04D
Clasificación PCT:
- B29C63/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 63/00 Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00). › por doblado, enrollado, curvado u operaciones similares.
- B29C65/00 B29C […] › Ensamblado de elementos preformados; Aparatos a este efecto.
Clasificación antigua:
- B29C63/04 B29C 63/00 […] › por doblado, enrollado, curvado u operaciones similares.
Fragmento de la descripción:
Dispositivo y procedimiento para aplicar una película sobre un componente.
El invento se refiere a un dispositivo y a un procedimiento para aplicar una película en un componente.
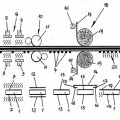
Dispositivos y procedimientos semejantes se conocen a partir del estado actual de la técnica. En primer lugar, un componente a ser provisto de una película, como un perfil de plástico que ha proveerse, por ejemplo, de una película de color, pasa por semejantes dispositivos, en general, una sección de tratamiento previo, en la que se lleva a cabo una imprimación y una aireación de las superficies del perfil. Este tratamiento previo así como la conducción de la película o bien del enchapado de madera incluso la aplicación de adhesivo corresponden al estado actual de la técnica.
Un dispositivo o bien instalación de revestimiento de listones perfilados correspondiente presenta además una bancada de máquina, que está dotada en toda su longitud de una conducción de listones. Esta conducción de listones puede realizarse como transportador de rodillos, cinta transportadora o transportador de cadena.
El perfil que pasa es conducido, en cada caso, a derechas y a izquierdas del mecanismo de transporte por medio de dispositivos de conducción adecuados, que puede ser tanto una vía deslizante como también una vía de rodillos. El transporte del listón perfilado se lleva a cabo ya sea por medio de la construcción de apoyo accionada, como transportador de rodillos, cinta transportadora o transportador de cadena, o bien puede ser realizado también por rodillos guía accionados.
En el comienzo de la instalación, se encuentra generalmente la estación de imprimación, en la que se aplica el agente adherente (imprimación) sobre la superficie a revestir. Esta base adhesiva o bien imprimación contiene generalmente disolvente de modo que en pasada ulterior se ventila dicha base adhesiva por medio de una soplante.
Directamente en esa zona de la instalación o bien pospuesto, se encuentra el material de revestimiento, como película de plástico, metal, papel, madera, cuero o similares, que es retirado generalmente por un rodillo o bien una devanadera.
El material de revestimiento pasa además por un dispositivo de aplicación de adhesivo y es conducido luego sobre la superficie del componente, en especial, de una barra perfilada.
En el estado de la técnica conocido hasta ahora, siguen luego respectivos juegos de rodillos, que se componen de una multiplicidad de rodillos individuales, que se orientan hacia las superficies a revestir por medio de un soporte ajustable. Puesto que las superficies a revestir presentan contornos discrecionales, también es necesario proporcionar formas cóncavas y convexas a la película por medio de rodillos de presión. Semejante estado de la técnica lo muestra el documento DE 88 02 692 U1.
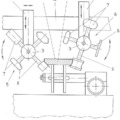
Un dispositivo del género mencionado se revela en el documento US 5 032 206. La figura 2 muestra en él un dispositivo para recoger y fijar una pieza de trabajo perfilada en dirección axial para revestirla con ayuda de un adhesivo con una película o una hoja de enchapado de madera. Se describe además un dispositivo de sujeción, que según la columna 2, líneas 48-52 presenta la misma longitud que la propia pieza de trabajo. La adaptación de la película o del enchapado de madera se realiza aquí por medio de un dispositivo de láminas delgadas, que pueden moverse verticalmente sobre la pieza de trabajo mediante cilindros hidráulicos o neumáticos, correspondiendo la longitud de las láminas sensiblemente a la longitud de la pieza de trabajo. Además, los cabezales de las láminas están provistos adicionalmente de listones elásticos para conseguir un contorno correspondiente del perfilado. Una película conformadora adicional vela además por que la hoja de película o de enchapado de madera sea bordeada también lateralmente por los cantos de la pieza de trabajo. Al mismo tiempo, se orienta mediante válvulas cada lámina conformadora por medio de agentes de ajuste separados y activación individual. El elevado gasto mecánico unido a una prolongación de la duración del ciclo del revestimiento debido a la activación individual actúan desventajosamente a revestir en una fabricación a gran escala.
Atención especial merecen también los perfilados de cantos afilados, a los que debe seguir la película. Para ello, también es necesario que haya determinados rodillos, que mantengan separada la película del contorno a revestir hasta que se adhiera por un lado o por el centro y se pueda aplicar si ampollas a ambos lados o hacia un lado.
Para evitar un aplastamiento de la película y, con ello, defectos del revestimiento, se accionan adicionalmente unos rodillos especiales de compresión de la película, cuya velocidad periférica sea preferiblemente ligeramente mayor o menor que la velocidad de transporte de la mercancía a revestir.
Los listones perfilados a revestir se transportan a través de la instalación uno tras otro de forma estrechamente inmediata para llevar a cabo continuamente la aplicación de la película o bien el revestimiento. Al final de la instalación de revestimiento, existe luego un mecanismo de separación, que reconoce el extremo de la respectiva barra perfilada y corta la película por medio de una cuchilla cortadora para separar las barras perfiladas.
Los listones perfilados a aplicar película o bien a revestir tienen aplicación en la construcción de ventanas, puertas y fachadas o también en muebles y molduras de adorno de todo género. Además, esta técnica se aplica también en bordes de componentes acabados.
El arrollado de la película en la superficie de las barras perfiladas en parte fuertemente perfilada se lleva a cabo parcialmente con rodillos conformadores especiales, que se han reproducido según el perfil correspondiente.
Para aplicar las películas sin ampollas y sin defectos, se necesita una multiplicidad de rodillos, que al reequipar la instalación para otro listón perfilado deben sustituirse o bien ajustarse al nuevo contorno.
El tiempo total de reequipamiento de una instalación semejante a un nuevo contorno de listón perfilado se ha de achacar aproximadamente a los rodillos de compresión y es de varias horas según el contorno. Puesto que la instalación se ha de rodar además en pruebas, resulta además una pérdida de material adicional.
Para minimizar los tiempos de reequipamiento, se ha procedido a mantener una reserva de juegos de rodillos recambiables, que se montan una vez y luego simplemente se sustituyen al variar el contorno del perfil, pero que, a pesar de todo, aún requieren un cierto reajuste. Estos juegos de rodillos recambiables tienen el inconveniente de que se han de mantener en reserva los correspondientes juegos de rodillos para cada perfil, lo que con una diversidad de perfiles correspondiente requiere una capacidad de almacenamiento y una organización de almacén inaceptables para dichos juegos de rodillos y lo que provoca unos costes herramentales innecesarios.
Si bien se pueden reducir los tiempos de reequipamiento de esta forma, son, sin embargo, siempre inconvenientemente largos, en especial, para menores tamaños de lotes y demanda de repuestos tal como lo exige también, con frecuencia, el mercado.
Es, por tanto, problema del invento, perfeccionar el dispositivo del género indicado y el procedimiento del género mencionado de tal modo que se minimicen los tiempos de reequipamiento al cambiar a un nuevo componente con otro contorno perfilado.
El invento resuelve este problema en lo que se refiere al dispositivo por medio del objeto de la reivindicación 1 y, en lo que se refiere al procedimiento, por medio del objeto de la reivindicación 32 y del objeto de la reivindicación 33, tratando la reivindicación últimamente mencionada así como las restantes reivindicaciones 34 y siguientes un procedimiento especialmente ventajoso para instalar el dispositivo.
El invento hace posible una clara reducción del reequipamiento, ya que el al menos un paquete de láminas se puede adaptar rápida y sencillamente así como de modo universal al contorno de un nuevo componente. Puesto que los contornos de un nuevo componente o bien los correspondientes ajustes son también almacenables, en especial, por medición directa o indirecta de las trayectorias, cuando se ha previsto una unidad adecuada de tratamiento de datos (control numérico) en el dispositivo, también es posible almacenar los ajustes para cada tipo de componente detectado y, en caso de un nuevo tratamiento de este tipo de componente,...
Reivindicaciones:
1. Dispositivo para aplicar una película sobre un componente, en especial para aplicar una película (43) sobre un componente perfilado, alargado con un contorno superficial prefijado, con al menos uno o varios paquetes (5, 9) de láminas (4, 6, 7), que se pueden ajustar mutuamente con el fin de comprimir la película (43) siguiendo el contorno de la superficie del componente (1, 11), pudiéndose mover las diferentes láminas (4, 6, 7) hacia la cinta (8) conformadora por medio de una propulsión impulsada por un fluido, caracterizado porque
2. Dispositivo según la reivindicación 1, caracterizado por al menos una o varias unidades (19) de compresión de película, que presentan respectivamente uno o varios los paquetes (5, 9) de láminas.
3. Dispositivo según una de las reivindicaciones precedentes, caracterizado porque cada paquete (5, 9) de láminas presenta varias láminas (4) delgadas centrales y unas láminas (6, 7) marginales más gruesas, que encierran cada una de ellas lateralmente dichas láminas centrales formando un conjunto.
4. Dispositivo según la reivindicación 3, caracterizado porque el espesor d de las distintas láminas (4) centrales satisface la condición siguiente: d
5. Dispositivo según la reivindicación 3, caracterizado porque el espesor d de las distintas láminas (4) centrales satisface la condición siguiente: 0,8
6. Dispositivo según una de las reivindicaciones precedentes, caracterizado porque las láminas (4, 6, 7) se han redondeado por su zona orientada hacia el componente.
7. Dispositivo según una de las reivindicaciones precedentes, caracterizado porque la cinta (8) conformadora se ha diseñado como correa plana sin fin, que gira sin fin sobre rodillos (15) de reenvío y/o un rodillo (16) motor y forma un cojinete intermedio entre el paquete (5, 9) de láminas y el contorno del perfil o bien de la película.
8. Dispositivo según una de las reivindicaciones precedentes, caracterizado porque la cinta (8) conformadora se puede propulsar a una velocidad, que presenta una velocidad diferencial con respecto a la velocidad de paso del componente.
9. Dispositivo según una de las reivindicaciones precedentes caracterizado porque el fluido es aire o un líquido hidráulico.
10. Dispositivo según una de las reivindicaciones precedentes o según el preámbulo de la reivindicación 1, caracterizado porque se ha asignado al paquete de láminas un mecanismo (46) vibratorio.
11. Dispositivo según una de las reivindicaciones precedentes, caracterizado porque se ha asignado al paquete (5, 9) de láminas un mecanismo (13) de sujeción, por medio del cual se puede fijar la posición de las láminas dentro del paquete de láminas.
12. Dispositivo según una de las reivindicaciones precedentes, caracterizado porque la cinta (8) conformadora está compuesta de un tejido de bajo estiramiento, que está provisto de al menos de un revestimiento (17) elástico del lado orientado hacia la película (43) y, por el lado opuesto, preferiblemente de un recubrimiento (18) de bajo rozamiento.
13. Dispositivo según una de las reivindicaciones precedentes, caracterizado por unos listones (14) guía, que conducen la cinta (8) conformadora en la región de los rodillos (15) de reenvío y los rodillos (16) motores.
14. Dispositivo según una de las reivindicaciones precedentes, caracterizado porque la cinta (8) conformadora es guiada en los rodillos (15, 16) de reenvío y motores por medio de discos laterales y/o collarines.
15. Dispositivo según una de las reivindicaciones precedentes, caracterizado porque cada unidad (19) de compresión de la película presenta una placa (20) de montaje, sobre la cual se disponen respectivamente los rodillos (15) de reenvío a los lados opuestos de la carcasa (10) de láminas.
16. Dispositivo según una de las reivindicaciones precedentes, caracterizado porque la carcasa (10) de láminas se ha apoyado de forma desplazable en la placa (20) de montaje.
17. Dispositivo según una de las reivindicaciones precedentes, caracterizado por un accionamiento para desplazar la carcasa (10) de láminas en la placa (20) de montaje.
18. Dispositivo según una de las reivindicaciones precedentes, caracterizado porque el accionamiento para desplazar la carcasa (10) de láminas en la placa (20) de montaje se ha configurado como un cilindro (24), que se acciona neumática o hidráulicamente y que mueve la carcasa (10) de láminas por medio de árboles (23) guía.
19. Dispositivo según una de las reivindicaciones precedentes, caracterizado por un mecanismo tensor de cinta para tensar la cinta (8) conformadora.
20. Dispositivo según la reivindicación 7, caracterizado por un diseño de rodillos con roldanas (30, 31), que se han proyectado de forma mutuamente móvil y que varían su separación según la deformación de la cinta conformadora, manteniéndose a distancia las roldanas (30, 31) por medio de un muelle (33).
21. Dispositivo según la reivindicación 20, caracterizado porque el muelle (33) presenta una característica tal que cede ante la contracción transversal de la cinta (8) conformadora en el caso de una deformación de la cinta (8) conformadora en la región del paquete (5, 9) de láminas.
22. Dispositivo según la reivindicación 7, caracterizado porque el paquete (5, 9) de láminas se destaca con respecto a la alineación de los dos rodillos (15) de reenvío.
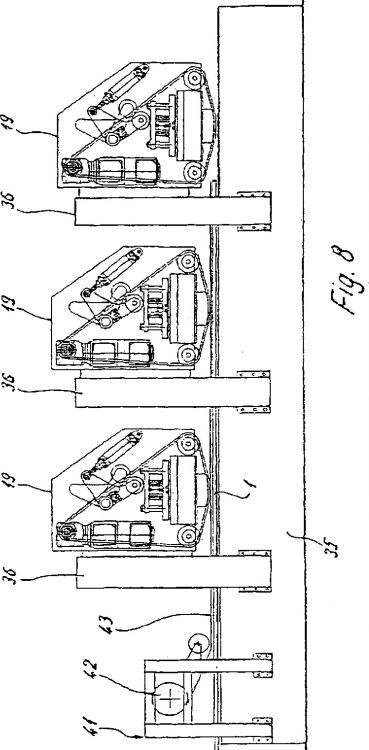
23. Dispositivo según una de las reivindicaciones precedentes, caracterizado porque se ha dispuesto en una bancada (35) de máquina un mecanismo (39) de transporte del perfil, sobre el que se coloca el componente (1, 11) a revestir.
24. Dispositivo según la reivindicación 23, caracterizado porque el mecanismo (39) de transporte del perfil se ha realizado como transportador de rodillos, cinta transportadora o transportador de cadena.
25. Dispositivo según la reivindicación 24, caracterizado porque los eslabones de la cadena del transportador de cadena son guiados sobre una superficie de soporte de la bancada de la máquina y porque dicho transportador de cadena mueve el componente (1, 11) por delante de la(s) unidad(es) (19) de compresión de la película por debajo de los paquetes (5, 9) de láminas.
26. Dispositivo según la reivindicación 23, caracterizado porque a ambos lados del mecanismo (39) de transporte del perfil se han dispuesto guías (40) para el perfil, de las que al menos un lado de dichas guías para el perfil se pueden ajustar automáticamente y se pueden controlar por medio de un mando de posición.
27. Dispositivo según una de las reivindicaciones precedentes, caracterizado por un dispositivo para el tratamiento (41) previo, que es recorrido por la barra (1) perfilada a revestir y en el que se da una imprimación preferiblemente con un agente adhesivo a la superficie a revestir del componente.
28. Dispositivo según una de las reivindicaciones precedentes, caracterizado porque la(s) al menos una unidad(es) (19) de compresión de película es(son) conducida(s) de forma móvil por medio de un árbol(es) de ajuste.
29. Dispositivo según la reivindicación 27, caracterizado porque la al menos una o varias de las unidades (19) de compresión de película son conducidas de forma desplazable y/o rotativa con respecto al componente.
30. Dispositivo según la reivindicación 27, caracterizado porque la al menos una o varias de las unidades (19) de compresión de película son conducidas respectivamente sobre una pista (36) guía en forma de arco, en especial de arco de circunferencia, cuya pista (36) guía rodea el mecanismo de transporte para el componente (1, 11) de modo que la orientación angular de cada unidad (19) de compresión de película sea variable con respecto al componente.
31. Dispositivo según la reivindicación 28, caracterizado porque todos los árboles de ajuste disponen de una medición de la trayectoria directa o indirecta, de modo que puntos prefijados de la trayectoria pueden recuperarse y ponerse en operación por medio de un control numérico.
32. Procedimiento para aplicar una película sobre un componente, en especial para aplicar una película (43) sobre un componente alargado, perfilado con un contorno de superficie prefijado, en particular por medio de un dispositivo según una cualquiera de las reivindicaciones precedentes, siendo comprimida la película (43) contra el componente (1, 11) por medio de un paquete (5, 9) de láminas, compuesto de láminas (4, 6, 7) mutuamente ajustables, sobre una cinta (8) conformadora dispuesta entre el paquete (5, 9) de láminas y la película (43), caracterizado porque la cinta (8) conformadora es propulsada a una velocidad, que presenta una velocidad diferencial con respecto a la velocidad de paso del componente.
33. Pocedimiento según la reivindicación 32, caracterizado porque, antes de la aplicación de la película, la película (43) y/o el componente son sometidos a un tratamiento previo, que comprende al menos la aplicación de un agente adhesivo sobre la película (43) y/o el componente (1, 11).
34. Dispositivo según la reivindicación 32 ó 33, caracterizado porque, tras el ajuste del dispositivo, se archivan algunos o todos los ajustes, cuando elementos funcionales móviles del dispositivo han sido ajustados a un perfil a tratar de geometría superficial desconocida.
35. Procedimiento según la reivindicación 34, caracterizado porque el componente se coloca sobre un mecanismo de transporte y se orienta por medio de guías (40) para el perfil, archivándose las posiciones reales de las guías (40) para el perfil en una unidad de tratamiento de datos para poderlas volver a recuperar cuando un elemento de este tipo constructivo vuelve a estar listo para ser revestido.
36. Procedimiento según la reivindicación 35, caracterizado porque el componente se coloca sobre el mecanismo de transporte y las unidades (19) de compresión de película son pasadas por delante del componente (1, 11) de tal modo que el respectivo paquete (5, 9) de láminas reciba su asociación con el perfilado y reproduzca adecuadamente el contorno, después de lo cual se archivan las posiciones de los diferentes árboles de ajuste.
37. Procedimiento según una de las reivindicaciones 34 a 36, caracterizado porque el ajuste para un componente con perfilado desconocido y aún no detectado se realiza en las siguientes etapas:
38. Procedimiento según una de las reivindicaciones 34 a 36, caracterizado porque el ajuste para un componente con perfilado ya conocido y detectado se realiza en las siguientes etapas:
Patentes similares o relacionadas:
DISPOSITIVO DE TRANSPORTE EN UNA MÁQUINA DE REVESTIMIENTO DE UN PERFIL, del 12 de Enero de 2012, de DUSPOHL MASCHINENBAU GMBH: Máquina de revestimiento de un perfil que presenta un sistema aplicador para aplicar un material de decoración sobre el perfil, y una pluralidad de conjuntos […]
PROCEDIMIENTO Y APARATO PARA APLICAR UNA PELÍCULA A LA SUPERFICIE DE UN PASAMANOS PARA UNA ESCALERA MECÁNICA O PASILLO RODANTE, del 18 de Julio de 2011, de EHC CANADA, INC: Combinación de un pasamanos alargado y una película flexible adherida al pasamanos, comprendiendo la película : una primera capa de película y una primera […]
 PROCEDIMIENTO PARA REVESTIR PIEZAS EN FORMA DE PLACA CON UNA LÁMINA DECORATIVA, del 11 de Abril de 2011, de HOMAG HOLZBEARBEITUNGSSYSTEME AG: Procedimiento para el revestimiento de piezas en forma de placa, de madera y/o de materiales semejantes a la madera, en particular de materiales de madera aglomerada, […]
PROCEDIMIENTO PARA REVESTIR PIEZAS EN FORMA DE PLACA CON UNA LÁMINA DECORATIVA, del 11 de Abril de 2011, de HOMAG HOLZBEARBEITUNGSSYSTEME AG: Procedimiento para el revestimiento de piezas en forma de placa, de madera y/o de materiales semejantes a la madera, en particular de materiales de madera aglomerada, […]
 SISTEMA MULTIHERRAMIENTAS PARA RECUBRIMIENTOS DE PERFILES O SIMILARES, del 18 de Febrero de 2011, de BARBERAN LATORRE,JESUS FRANCISCO: Sistema multiherramientas para recubrimientos de perfiles o similares, formado por unos cabezales giratorios que comportan rodillos diferentes susceptibles de ser situados […]
SISTEMA MULTIHERRAMIENTAS PARA RECUBRIMIENTOS DE PERFILES O SIMILARES, del 18 de Febrero de 2011, de BARBERAN LATORRE,JESUS FRANCISCO: Sistema multiherramientas para recubrimientos de perfiles o similares, formado por unos cabezales giratorios que comportan rodillos diferentes susceptibles de ser situados […]
Material de recubrimiento para recubrir superficies irregulares así como procedimiento, del 22 de Julio de 2020, de HOMAG GmbH: Material de recubrimiento, en particular material de recubrimiento de superficies estrechas, para recubrir una superficie irregular de una […]
Dispositivo y procedimiento para plegado, del 3 de Mayo de 2019, de Dr. Stoffel, Kai Konstantin: Un dispositivo para fabricar una pieza de trabajo , de construcción compleja que se compone de al menos dos componentes y una capa decorativa, que […]
Dispositivo y procedimiento para el rebordeo, del 2 de Mayo de 2018, de Dr. Stoffel, Kai Konstantin: Dispositivo para rebordear una capa decorativa flexible saliente en una pieza de trabajo, con - un soporte para recibir y sujetar la pieza de trabajo, - al […]
Aparato y procedimiento para el acoplamiento y/o plegado de borde de paneles con activación de cola caliente, del 29 de Noviembre de 2017, de Persico S.p.A: Aparato para un proceso de acoplamiento y/o plegado de borde en caliente, en el que una capa de revestimiento está fijada sobre una pieza , que comprende […]