MÉTODO PARA FABRICAR PANELES DE MADERA MULTILAMINARES CON PATRONES IMPRESOS.
Método para fabricar paneles (S10) de madera estampados multilaminares que tienen patrones de formas y disposiciones definidas en sus caras laterales,
en el que dichos paneles (S10) de madera estampados se cortan de una troza (14) múltiples capas de paneles (10, 12) de madera de base superpuestos y pegados, comprendiendo el método las etapas de: a) imprimir un patrón básico en una cara lateral de los paneles (10, 12) de madera de base, mediante un agente colorante; b) componer una troza (14) que comprende dichos paneles (10, 12) de madera impresos; c) cortar paneles (S10) de madera laminares de dicha troza (14); caracterizado por las etapas de: - imprimir el patrón básico mediante una disolución de impresión que comprende dicho agente colorante; - provocar la penetración y difusión del agente colorante en los paneles (10, 12) de madera de base; y - controlar la penetración y difusión del agente colorante en los paneles (10, 12) de madera de base durante la impresión del patrón básico, manteniendo los parámetros del proceso a un valor establecido, seleccionado de la cantidad del agente colorante, la temperatura y el valor de pH de la disolución de impresión durante la etapa de imprimir el patrón
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E02014778.
Solicitante: SENZANI, GIOVANNA.
Nacionalidad solicitante: Italia.
Dirección: VIALE DELLA REPUBBLICA 33 47015 MODIGLIANA (FC) ITALIA.
Inventor/es: Senzani,Giovanna.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Julio de 2002.
Clasificación Internacional de Patentes:
- B27K5/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27K PROCEDIMIENTOS, EQUIPOS O EMPLEO DE SUSTANCIAS ESPECIFICAS PARA LA IMPREGNACION, LA COLORACION, EL TINTE O EL BLANQUEO DE LA MADERA, O PARA EL TRATAMIENTO DE LA MADERA CON LIQUIDOS POR PENETRACION, NO PREVISTO EN OTRO LUGAR; TRATAMIENTO QUIMICO O FISICO DEL CORCHO, DE LA CAÑA, DEL JUNCO, DE LA PAJA O DE MATERIALES SIMILARES. › B27K 5/00 Tintado o coloración de la madera; Blanqueamiento de la madera; Tratamiento de la madera no previsto en los grupos B27K 1/00 o B27K 3/00. › Coloración o tintado de la madera; Blanqueo de la madera.
- B27L5/00 B27 […] › B27L DESCORTEZADO O QUITADO DE VESTIGIOS DE RAMAS (silvicultura A01G ); RAJADO DE LA MADERA; FABRICACION DE HOJAS DE MADERA PARA CHAPADO, VARILLAS, BASTONCILLOS, VIRUTAS, FIBRAS O POLVO DE MADERA. › Fabricación de hojas de madera para chapado (trabajo del chapado o del contrachapado de la madera B27D).
- B44C5/04H
Clasificación PCT:
- B27K5/02 B27K 5/00 […] › Coloración o tintado de la madera; Blanqueo de la madera.
- B27L5/00 B27L […] › Fabricación de hojas de madera para chapado (trabajo del chapado o del contrachapado de la madera B27D).
- B44C5/04 B […] › B44 ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 5/00 Procesos para la realización de objetos decorativos particulares. › Placas ornamentales, p. ej. paneles decorativos, placas decorativas.
- B44F9/02 B44 […] › B44F DIBUJOS PARTICULARES. › B44F 9/00 Dibujos que imitan modelos naturales. › las vetas de la madera.
Clasificación antigua:
- B27K5/02 B27K 5/00 […] › Coloración o tintado de la madera; Blanqueo de la madera.
- B27L5/00 B27L […] › Fabricación de hojas de madera para chapado (trabajo del chapado o del contrachapado de la madera B27D).
- B44C5/04 B44C 5/00 […] › Placas ornamentales, p. ej. paneles decorativos, placas decorativas.
- B44F9/02 B44F 9/00 […] › las vetas de la madera.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2357336_T3.pdf

Fragmento de la descripción:
ANTECEDENTES DE LA INVENCIÓN
La presente invención se refiere a la fabricación de chapas de madera, y en particular se refiere a un procedimiento para fabricar paneles de madera multilaminares que tienen un patrón definido, obtenido por medio de un proceso de impresión aparentemente casual innovador, que puede reproducirse de manera constante de un modo 5 controlado.
La presente invención también se refiere a los paneles de madera multilaminares obtenidos por medio del método reivindicado en el presente documento, así como a paneles de madera básicos preimpresos y a una troza de madera que comprende paneles de madera preimpresos, formando un producto intermedio.
ESTADO DE LA TÉCNICA 10
Tal como se sabe, la enorme demanda de chapas de madera ha conducido al desarrollo de una tecnología particular para la fabricación de chapa de madera recompuesta, que hace uso de maderas de baja calidad y baratas y especies de madera todavía disponibles para producir chapas que son una imitación de diversos tipos de madera.
Esta tecnología se ha desarrollado a lo largo de los años, con resultados apreciables; esta tecnología se ha descrito e ilustrado ampliamente en numerosos documentos anteriores, por ejemplo en los documentos GB-A-15 2.110.595, GB-A-1.288.614 y US-A-4.731.145 que forman parte integral de la presente descripción.
En particular, según esta tecnología conocida, se corta de manera continua un tronco de madera para dar una tabla por medio de una máquina de corte rotatoria, mientras que se mantiene el tronco rotando rápidamente, y se corta para formar paneles de madera natural que tienen una estructura sustancialmente homogénea, con las fibras de la madera orientadas longitudinalmente en cada panel, dispuestas en paralelo con respecto al eje longitudinal del tronco. 20
Tras la eliminación de cualquier defecto y, si es necesario, tras un proceso de blanqueado y recoloración en un baño de tinte, los paneles de madera natural así obtenidos se superponen y pegan entre sí para formar una troza de múltiples capas, que puede curvarse o conformarse entre troqueles adecuados, a partir de la cual posteriormente es posible cortar chapas de madera multilaminares.
Dependiendo de los métodos usados para componer la troza, así como de las características de los paneles 25 de madera natural usados, o el material adhesivo usado para pegarlos, es posible obtener paneles de madera laminares que tienen diferentes vetas o diferentes patrones mediante corte.
Con el fin de mejorar adicionalmente esta tecnología, en un intento por producir chapas de madera multilaminares que se parecen más estrechamente al patrón de una chapa de madera de brezo, el documento USA-5.145.537 sugiere el uso de un sistema de coloración quemando paneles de madera natural en parches o manchas con 30 el fin de obtener patrones de forma casual, en los que la zona quemada, de diferente color, penetra parcialmente en el grosor de la madera.
Aunque este documento también sugiere el uso de coloración imprimiendo paneles de madera natural, en la práctica el uso de coloración mediante impresión o mediante tintes se menciona simplemente como una alternativa al sistema de quemado, sin proporcionar sin embargo ninguna enseñanza útil para una implementación eficaz y controlada 35 del procedimiento, que está diseñado para proporcionar reproducibilidad y constancia de resultados cualitativamente apreciables.
A la inversa, la coloración mediante quemado ha demostrado ser totalmente inadecuada, no sólo debido a riesgo de fuego, sino también debido a la dificultad de controlar de manera constante y repetible la penetración y difusión de las quemaduras en el grosor de los paneles. 40
El documento adicional JP-A-2-116506 describe un método para fabricar paneles de madera artificial con efectos decorativos, según el cual varias tablas coloreadas, de grosor adecuado, se superponen sobre paneles de madera natural empleados posteriormente para formar una troza de madera a partir de la cual se cortan entonces paneles de madera multilaminares que tienen un patrón definido que depende de las características de las tablas coloreadas dispuestas en cada panel individual que compone la troza. 45
El documento japonés también sugiere formar bandas entintadas, en lugar de tablas coloreadas, por ejemplo prensando simplemente láminas de papel carbón sobre un lado de cada panel de madera previamente cubierto con una capa de adhesivo.
Esta tecnología también presenta considerables límites e inconvenientes, porque no permite ninguna difusión del color al interior del grosor de los paneles de madera, ni ningún control ni variación sustancial del patrón en el 50 producto final, si acaso de un modo muy limitado, permitiendo como máximo crear patrones de rombos perfectamente regulares y geométricos sencillos, o rayas sencillas incluso si se disimula mediante una aparente casualidad.
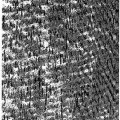
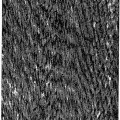
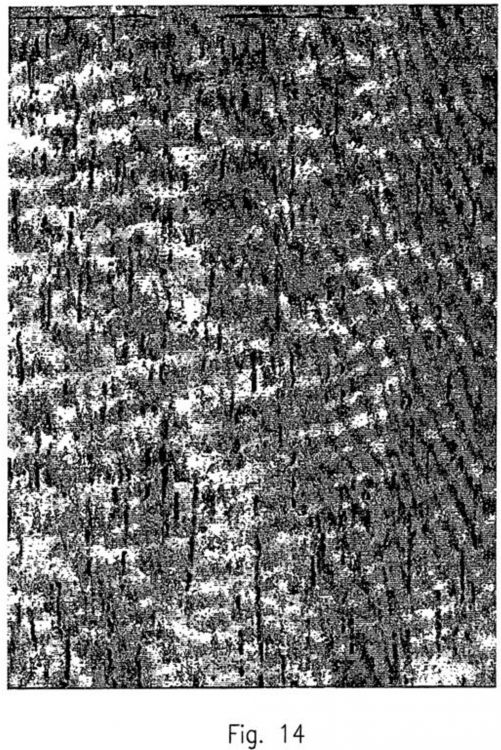
Por todos estos motivos, con la presente tecnología de madera multilaminar es prácticamente imposible reproducir las vetas de aquellas especies de madera que en la naturaleza presentan un patrón definido por parches pequeños o por areolas coloreadas, que tienen formas y disposiciones al azar especialmente en la dirección de las fibras de la madera, tales como por ejemplo anona europea, haya, abedul de Carelia, haya al vapor, roble y similares.
El documento GB-A-2113604 se refiere a un método de fabricación de chapas artificiales, según el cual se 5 imprimen chapas de madera natural mediante láminas de impresión de plástico que tienen una capa de resina sintética sobre la misma que deposita sobre una superficie del material una chapa que tiene un adhesivo; la lámina de impresión de plástico se despega entonces y se forma una troza artificial mediante chapas impresas, a partir de la cual se cortan chapas artificiales.
OBJETOS DE LA INVENCIÓN 10
El objetivo general de la presente invención es proporcionar un método para fabricar paneles de madera multilaminares que tienen patrones que simulan vetas de maderas naturales caracterizadas por la presencia de pequeñas zonas coloreadas que tienen formas definidas y totalmente al azar, mediante el cual también es posible obtener una buena simulación y una reproducibilidad constante del patrón, mientras que se mantiene el aspecto casual del patrón de madera natural simulado. 15
Un objetivo adicional de la presente invención es proporcionar un método para fabricar paneles de madera multilaminares, mediante el cual es posible crear patrones específicos y totalmente imaginarios, con resultados inimaginables que no pueden obtenerse con tecnologías de madera de múltiples capas convencionales.
BREVE DESCRIPCIÓN DE LA INVENCIÓN
En general, según la invención, un método innovador particular ha proporcionado la fabricación de paneles 20 de madera multilaminares que tienen patrones con formas y disposiciones definidas, haciendo uso de un procedimiento particular para imprimir sobre paneles de madera laminada o madera natural. Tras una extensa investigación, se han obtenido resultados altamente apreciables que permiten identificar y definir varios parámetros básicos que pueden controlar la penetración y la difusión de un agente colorante adecuado al interior del grosor de cada panel de madera; durante la etapa de imprimir, tras haber formado una troza, se cortan paneles de madera multilaminares según un plano 25 de corte preestablecido de modo que se controla el efecto deseado, permitiendo también reproducir indefinidamente un mismo resultado.
En particular, según la presente invención, se proporciona un método para fabricar paneles de madera estampados multilaminares, según la reivindicación 1.
Alternativamente, en el punto a) la etapa de imprimir puede llevarse a cabo sobre paneles de madera 30 cortados obtenidos a partir de trozas de madera de múltiples capas, en lugar de, o en asociación con paneles de madera natural.
El uso de adyuvantes de impresión adecuados, tales como sustancias de gelificación, dispersión, igualación y humectación durante la etapa de imprimir del patrón permite controlar o diferencial del grado de penetración y/o difusión del agente colorante. 35
Para los fines de la presente descripción, la expresión agente de coloración se entiende que significa tanto sustancias colorantes solubles en agua, o en disolventes adecuados, como pigmentos mantenidos en suspensión en agua u otros disolventes.
Dado que los agentes colorantes están presentes en disoluciones en el estado disuelto, mientras que los pigmentos en suspensión contienen partículas que, incluso aunque sean pequeñas, son... [Seguir leyendo]
Reivindicaciones:
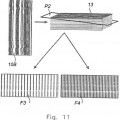
1. Método para fabricar paneles (S10) de madera estampados multilaminares que tienen patrones de formas y disposiciones definidas en sus caras laterales, en el que dichos paneles (S10) de madera estampados se cortan de una troza (14) múltiples capas de paneles (10, 12) de madera de base superpuestos y pegados, comprendiendo el método las etapas de: 5
a) imprimir un patrón básico en una cara lateral de los paneles (10, 12) de madera de base, mediante un agente colorante;
b) componer una troza (14) que comprende dichos paneles (10, 12) de madera impresos;
c) cortar paneles (S10) de madera laminares de dicha troza (14);
caracterizado por las etapas de: 10
- imprimir el patrón básico mediante una disolución de impresión que comprende dicho agente colorante;
- provocar la penetración y difusión del agente colorante en los paneles (10, 12) de madera de base; y
- controlar la penetración y difusión del agente colorante en los paneles (10, 12) de madera de base durante la impresión del patrón básico, manteniendo los parámetros del proceso a un valor establecido, seleccionado de la cantidad del agente colorante, la temperatura y el valor de pH de la disolución de 15 impresión durante la etapa de imprimir el patrón.
2. Método según la reivindicación 1, caracterizado porque dicha troza (14) de múltiples capas comprende paneles (10) de madera natural.
3. Método según la reivindicación 1, caracterizado porque dicha troza (14) de múltiples capas comprende paneles (12) de madera laminares. 20
4. Método según la reivindicación 1, caracterizado por la etapa de componer una troza (14) de múltiples capas que comprende paneles (10) de madera natural en combinación con paneles (12) de madera laminares.
5. Método según la reivindicación 1, caracterizado por imprimir un mismo patrón básico sobre al menos una parte de una cara de dichos paneles (10, 12) de madera de base.
6. Método según la reivindicación 5, caracterizado por repetir la etapa de imprimir un mismo patrón básico sobre 25 una misma cara de un panel (11, 12) de madera de base.
7. Método según la reivindicación 6, caracterizado por repetir la etapa de imprimir un mismo patrón básico, en un mismo color.
8. Método según la reivindicación 6, caracterizado por repetir la etapa de imprimir el mismo patrón básico en diferentes colores. 30
9. Método según la reivindicación 1, caracterizado por imprimir diferentes patrones básicos sobre al menos una parte de una cara de los paneles (10, 12) de madera de base.
10. Método según la reivindicación 9, caracterizado por repetir la etapa de imprimir diferentes patrones básicos sobre al menos una misma cara lateral de los paneles (10, 12) de madera.
11. Método según la reivindicación 10, caracterizado por repetir dichas etapas de imprimir con un mismo color. 35
12. Método según la reivindicación 10, caracterizado por repetir dichas etapas de imprimir con diferentes colores.
13. Método según la reivindicación 1, caracterizado porque el agente de impresión comprende una sustancia colorante soluble.
14. Método según la reivindicación 1, caracterizado porque el agente de impresión comprende un pigmento.
15. Método según la reivindicación 13, caracterizado porque dicha sustancia colorante se selecciona de las 40 siguientes clases de tintes: ácido, directo, básico, reactivo.
16. Método según la reivindicación 1, caracterizado porque se lleva a cabo la etapa de imprimir el patrón básico por medio de un rodillo, serigrafía plana o con rodillo, o mediante un sistema de impresión por chorro de tinta.
17. Método según la reivindicación 1, caracterizado porque el baño de impresión comprende un tensioactivo.
18. Método según la reivindicación 1, caracterizado por la etapa de componer la troza (14) por medio de paneles (10, 12) de madera de base impresos con un mismo patrón básico del mismo color.
19. Método según la reivindicación 1, caracterizado por la etapa de componer la troza (14) por medio de paneles (10, 12) de madera de base impresos con un mismo patrón básico, de diferentes colores.
20. Método según la reivindicación 1, caracterizado por la etapa de componer la troza (14) por medio de paneles 5 (10, 12) de madera de base impresos con diferentes patrones básicos, de un mismo color.
21. Método según la reivindicación 1, caracterizado por la etapa de componer la troza (14) por medio de paneles (10, 12) de madera de base impresos con diferentes patrones básicos, de diferentes colores.
22. Método según la reivindicación 1, caracterizado por imprimir un patrón básico que comprende rayas y/o bandas (20, 21, 22) coloreadas que se extienden en una dirección sobre el panel (10, 12) de madera. 10
23. Método según la reivindicación 22, caracterizado porque las rayas y/o bandas (21) coloreadas del patrón impreso se extienden paralelas a la dirección de las fibras de la madera.
24. Método según la reivindicación 22, caracterizado porque las rayas y/o bandas (20) coloreadas del patrón impreso se extienden de manera transversal a la dirección de las fibras de la madera.
25. Método según la reivindicación 22, caracterizado porque las rayas y/o bandas (22) coloreadas del patrón 15 impreso se extienden en un ángulo con respecto a la dirección de las fibras de la madera.
26. Método según la reivindicación 1, caracterizado porque el patrón básico comprende un patrón (23) de tipo parche.
27. Método según la reivindicación 1, caracterizado por variar el patrón de los paneles (S10) de madera multilaminares cambiando el ángulo de corte de dicha troza (14). 20
28. Método según la reivindicación 1, caracterizado por llevar a cabo la etapa de imprimir el patrón básico, mientras que se mantiene el contenido en humedad de los paneles (10, 12) de madera, a un valor comprendido entre el 5 y el 30%, con una temperatura del baño de impresión comprendida entre 40 y 90ºC.
29. Método según la reivindicación 28, caracterizado por mantener el contenido en humedad de los paneles (10, 12) de madera a un valor constante comprendido entre el 10 y el 30%, con una temperatura del baño de 25 impresión a un valor comprendido entre 50 y 90ºC, para agentes colorantes de clase ácida, y con un valor de pH neutro o ligeramente alcalino.
30. Método según la reivindicación 28, caracterizado por mantener el contenido en humedad de los paneles (10, 12) de madera a un valor constante comprendido entre el 5 y el 15%, haciendo uso de un baño de impresión que comprende pigmentos coloreados, a una temperatura entre 20 y 50ºC. 30
31. Método según la reivindicación 28, caracterizado por mantener el contenido en humedad de los paneles (10, 12) de madera a un valor constante comprendido entre el 5 y el 15%, haciendo uso de un baño de impresión de agentes colorantes directos, con un valor de pH ácido, y con una temperatura del baño comprendida entre 50 y 60ºC.
32. Método según la reivindicación 28, caracterizado por mantener el contenido en humedad de los paneles (10, 35 12) de madera a un valor constante entre el 10 y el 30%, haciendo uso de una disolución de impresión que comprende agentes colorantes directos, con un pH alcalino y con la temperatura de la solución entre 70 y 80ºC.
Patentes similares o relacionadas:
Procedimiento para producir un material de placa de OSB, del 10 de Julio de 2019, de SWISS KRONO Tec AG: Un procedimiento para producir un material de placa de OSB con las etapas de: • producir hebras de OSB, • pegar (6a, 6b) las […]
Utilización de un saturador para mantener el rendimiento frente al fuego inicial de madera en el exterior, del 13 de Marzo de 2019, de RIEU TECHNOLOGY: Uso de un saturador de madera sin tratar para exteriores sin agente ignifugante para mantener de manera duradera el rendimiento frente al fuego inicial, el aspecto […]
Procedimiento para la producción acelerada de madera espalteada y dispositivo para la producción acelerada de madera espalteada, del 16 de Noviembre de 2018, de TALENDIS INTERESA, S.L: Procedimiento para la producción acelerada de madera espalteada y dispositivo para la producción acelerada de madera espalteada. La presente invención […]
Procedimiento para producir efecto luminiscente en superficies o pavimentos de madera y artículos obtenidos por el mismo, del 19 de Octubre de 2015, de GAGO ARRIBAS, Javier: La presente invención se refiere a un procedimiento sencillo y eficaz para producir un acabado de efecto luminiscente en superficies o pavimentos […]
Procedimiento para la fabricación de partículas de madera blanqueadas y materias derivadas de la madera de claras a blancas, del 25 de Diciembre de 2013, de BASF SE: Procedimiento para la fabricación de partículas que contienen celulosa blanqueadas que comprende las etapas de a) moler materias primas que contienen celulosa trituradas, […]
METODO DE CARACTERIZACION DE COLORES PARA MADERA, del 25 de Junio de 2010, de TECMEC IBERICA, S.A: Método de caracterización de colores para madera. El método comprende: la preparación de una serie de tonalidades de colores con diferentes concentraciones […]
 PROCESO DE TINTADO POR INMERSION DE CHAPA DE MADERA, del 4 de Diciembre de 2009, de PERERA RODRIGUEZ,EDUARD: Proceso de tintado por inmersión de chapa de madera, donde dicha chapa se prepara para la inmersión en una jaula de acero inoxidable pavonado, colocándola […]
PROCESO DE TINTADO POR INMERSION DE CHAPA DE MADERA, del 4 de Diciembre de 2009, de PERERA RODRIGUEZ,EDUARD: Proceso de tintado por inmersión de chapa de madera, donde dicha chapa se prepara para la inmersión en una jaula de acero inoxidable pavonado, colocándola […]
MÁQUINA PARA EL PROCESADO AUTOMÁTICO DE PLANCHAS DE MADERA, del 28 de Mayo de 2018, de EUROGROUP BELCAIRE, S.L: Especialmente concebida para llevar a cabo el procesado automático de planchas o chapas de madera que, por la propia irregularidad que presentan en […]