PROCEDIMIENTO PARA LA PREPARACION Y LIMPIEZA DE UTILES DE FABRICACIONDE PIEZAS DE MATERIAL COMPUESTO, Y DISPOSITIVO CORRESPONDIENTE.
Procedimiento para la preparación y limpieza de útiles de fabricación de piezas de material compuesto,
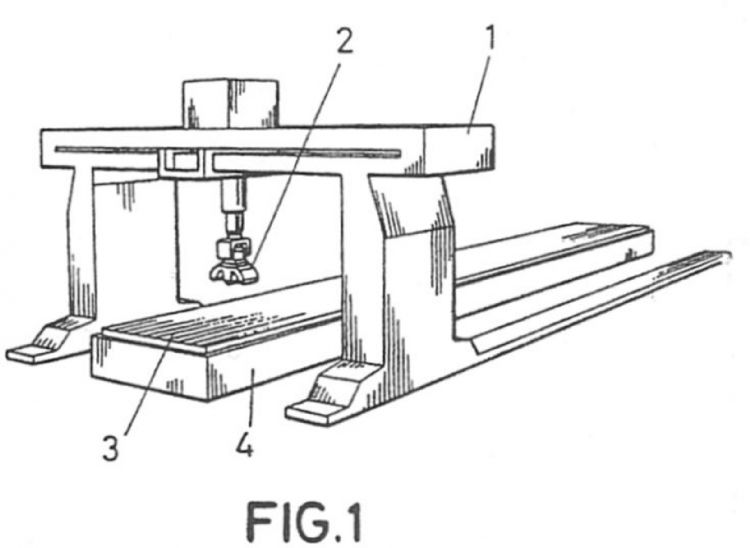
y dispositivo correspondiente.Incluye una primera fase de soplado y aspiración; una segunda fase de limpieza por láser y de aspiración donde el útil (3) sobre un posicionador (4) queda bajo un cabezal láser (2); una tercera fase de aplicación por pulverización de un desmoldeante; y una cuarta fase de secado del referido desmoldeante mediante el aludido cabezal (2)
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200703368.
Solicitante: AIRBUS OPERATIONS, S.L.
Nacionalidad solicitante: España.
Provincia: MADRID.
Inventor/es: SANTOS GOMEZ,JOSE MANUEL, LOPEZ REDONDO,ANGEL.
Fecha de Solicitud: 19 de Diciembre de 2007.
Fecha de Publicación: .
Fecha de Concesión: 19 de Enero de 2011.
Clasificación Internacional de Patentes:
- B08B7/00S2
- B29C33/72 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › Limpieza.
Clasificación PCT:
- B08B7/00 B […] › B08 LIMPIEZA. › B08B LIMPIEZA EN GENERAL; PREVENCION DE LA SUCIEDAD EN GENERAL (cepillos A46; dispositivos para limpieza del hogar o análogos A47L; separación de partículas sólidas de líquidos o gases B01D; separación de sólidos B03, B07; pulverización o aplicación de líquidos u otros materiales fluidos sobre superficies en general B05; dispositivos de limpieza para transportadores B65G 45/10; operaciones combinadas de lavado, llenado y cierre de botellas B67C 7/00; inhibición de la corrosión o de la incrustación en general C23; limpieza de calles, de vías férreas, de playas o de terrenos E01H; partes constitutivas, detalles o accesorios de piscinas para nadar o para chapotear especialmente adaptados a la limpieza E04H 4/16; protección contra las cargas electrostáticas o supresión de estas cargas H05F). › Limpieza por métodos no previstos en una sola subclase o en un solo grupo de la presente subclase.
- B29C33/72 B29C 33/00 […] › Limpieza.
Fragmento de la descripción:
Procedimiento para la preparación y limpieza de útiles de fabricación de piezas de material compuesto, y dispositivo correspondiente.
Objeto de la invención
La presente invención, tal y como se expresa en el enunciado de esta memoria descriptiva, se refiere a un procedimiento para la preparación y limpieza de útiles de fabricación de piezas de material compuesto, y dispositivo correspondiente, donde los útiles referidos son tales como moldes, cunas, angulares y módulos empleados preferentemente en la obtención de piezas de la industria aeronáutica; siendo el principal objetivo de la invención la automatización y mejora de esas tareas de preparación y limpieza que convencionalmente se realizan de manera manual; permitiendo en los útiles a tratar su limpieza, pulverizado de un desmoldeante y secado de dicho desmoldeante, dejando al útil en condiciones de empleo.
Antecedentes de la invención
Actualmente, la limpieza y aplicación de desmoldeante tanto en cunas, en angulares, en pequeños módulos y en moldes necesarios para la fabricación de piezas de la industria aeronáutica se realiza de manera manual, lo que presenta inconvenientes relativos a que para alcanzar un grado de limpieza óptimo hay que insistir mucho en determinadas zonas del útil con métodos invasivos que producen un degradado del utillaje y el aumento de horas en la realización de esa tarea, provocando además erosiones en los útiles.
Se conocen varios métodos posibles para la limpieza de útiles, tales como láser y CO2 (hielo seco); siendo el procedimiento convencional para preparar los útiles que van a ser utilizados para realizar piezas aeronáuticas el siguiente: con trapos limpios, algún tipo de esponja, o análogos se aplican disolventes en el útil. Seguidamente se limpia el útil con trapos limpios antes de producirse la evaporización del disolvente. A continuación se aplican tres capas ligeras, uniformes y perpendiculares entre ellas de agente desmoldeante frekote 700 nc (z24224), con un tiempo de evaporación del disolvente entre capas de 10 a 15 minutos, evitando aplicar el desmoldeante en la zona de sellado de bolsa vacío, y enmascarando estas zonas se dejan curar a temperatura ambiente durante 60 minutos. Cuando sobre la superficie del útil queda material adherido de forma localizada o existen arañazos producidos durante el desmoldeo de la correspondiente pieza, se procede de la siguiente forma:
1.- Se marca la zona afectada con cinta adhesiva.
2.- Se limpia según se ha indicado anteriormente.
3.- Se aplica desmoldeante, extendiéndolo en una superficie doble a la de la zona marcada.
Todo este proceso manual que se viene empleando convencionalmente presenta inconvenientes relativos a que se ha de estar seguro de que se hace un enmascaramiento completo, que la aplicación de desmoldeante es la correcta y que el curado del desmoldeante es el adecuado.
Descripción de la invención
Para lograr los objetivos y evitar los inconvenientes indicados en anteriores apartados, la invención consiste en un procedimiento para la preparación y limpieza de útiles de fabricación de piezas de material compuesto, y dispositivo correspondiente, siendo dichos útiles tales como moldes, cunas, angulares y módulos empleados preferentemente en la obtención de pieza de la industria aeronáutica.
Novedosamente, según la invención, el procedimiento de la misma incluye cuatro fases automatizadas consistentes en:
- Una primera fase de soplado y aspiración en la que se eliminan láminas de resina superficiales de los referidos útiles;
- una segunda fase de limpieza por láser y de aspiración en la que el útil sobre un posicionador queda bajo un cabezal láser para ser limpiado por todos los lados y recovecos previstos;
- una tercera fase de aplicación por pulverización de un desmoldeante sobre el útil; y
- una cuarta fase de secado del referido desmoldeante en la que se emplea, con otros parámetros, el cabezal láser de la segunda fase.
El dispositivo correspondiente al referido procedimiento cuenta, según la invención, con un posicionador sobre el que se ubica un útil a preparar y limpiar que queda bajo un cabezal robotizado con tres posiciones funcionales diferentes y en el que se integran los tres sistemas respectivos siguientes:
- Un sistema láser con funciones independientes de limpieza y secado, y con programas de control numérico adaptados a las necesidades de las zonas de los útiles a tratar; incluyéndose en el dispositivo medios de refrigeración y medios de control de dicho sistema láser;
- Un sistema pulverizador de desmoldeante, y
- Un sistema de soplado y aspiración.
Los referidos medios de control del láser pueden incluir la verificación, control y registro de parámetros entre los que se encuentren el ángulo de incidencia del láser, la distancia al útil, la potencia del láser y la temperatura del láser, la distancia al útil, la potencia del láser, la frecuencia de pulso y la temperatura del láser.
Con la estructura que se ha descrito, el procedimiento y dispositivo de la invención presentan ventajas relativas a que mediante ellos se permite recorrer toda la superficie de la pieza de los útiles a preparar y limpiar, sin importar su complejidad y hasta que queden completamente limpios, aplicándose posteriormente desmoldeante pulverizado y produciendo finalmente el secado del desmoldeante, todo ello de manera automática, permitiendo así un gran ahorro de horas de trabajo, una mejora en la seguridad e higiene del trabajador debido a la ausencia de acetona en el proceso de limpieza y un riesgo mucho menor de producir daños en los útiles.
Además, mediante los programas de control numérico adaptados a las necesidades de las zonas del útil a tratar, se posibilitan distintos parámetros según la zona a tratar, como por ejemplo aplicar una mayor intensidad de láser en ranuras y taladros. Por otra parte, la limpieza por láser produce dos efectos físicos: la suciedad es vaporizada mediante sublimación, y la ablación de la suciedad se produce por inducción térmica. Este calentamiento se realiza durante unos milisegundos debido a que los pulsos son potentes pero muy cortos, lo que permite que el útil que se está tratando no se vea afectado por los cambios de temperatura, ya que el útil solamente sube aproximadamente 5º de temperatura cada vez que se aplica el láser sobre un punto, incluso dando varias pasadas. Además, el sistema de limpieza por láser permite evitar la corrosión en los útiles.
Otras ventajas consisten en que los metales, con la adecuada utilización del láser, no son dañados ni mellados (parametrizando bien la potencia y la longitud de onda necesaria para la limpieza), con lo que se evitan erosiones provocadas en los útiles mediante sistemas de limpieza manuales. El comportamiento del láser con el aluminio, acero e invar es excelente, y los coeficientes de dilatación no afectan a la limpieza, puesto que el calentamiento es mínimo debido al empleo de pulsos cortos (más de 110.000 por segundo). Además, con la limpieza láser, el agente desmoldeante que tuviese el útil también desaparece de la superficie, siendo necesaria su posterior aplicación.
Otra ventaja de la limpieza por láser consiste en que elimina las acumulaciones de desmoldeante que actualmente se producen en los útiles y que luego son trasladados a las piezas de fibra de carbono, dificultando la inspección con ultrasonidos.
La distancia de trabajo desde el cabezal láser hasta la superficie a limpiar se puede situar en el rango que es capaz de soportar el láser.
Otras ventajas del procedimiento y dispositivo de la invención consisten en que no son contaminantes al no producir emisiones de ningún tipo; siendo absorbido por un aspirador el polvo resultante de la correspondiente sublimación. Además, se proporciona una tecnología silenciosa que otorga a la invención ventajas respecto de la limpieza con CO2.
Mediante el procedimiento y dispositivo de la invención se facilita una velocidad de limpieza bastante alta y una calidad de acabado muy superior a la de la limpieza manual que se efectúa convencionalmente.
A continuación, para facilitar una mejor comprensión de esta memoria descriptiva y formando parte integrante de la misma, se acompañan unas figuras en las que con carácter ilustrativo y no limitativo se ha representado el objeto de la invención.
Breve descripción de las figuras
Figura 1.- Representa...
Reivindicaciones:
1. Procedimiento para la preparación y limpieza de útiles de fabricación de piezas de material compuesto, siendo dichos útiles tales como moldes, cunas, angulares y módulos empleados preferentemente en la obtención de piezas de la industria aeronáutica; caracterizado porque incluye cuatro fases automatizadas consistentes en:
- una primera fase de soplado y aspiración en la que se eliminan láminas de resinas superficiales de los referidos útiles;
- una segunda fase de limpieza por láser y de aspiración en la que el útil (3) sobre un posicionador (4) queda bajo un cabezal láser (2) para ser limpiado por todos los lados y recovecos previstos;
- una tercera fase de aplicación por pulverización de un desmoldeante sobre el útil (3); y
- una cuarta fase de secado del referido desmoldeante en la que se emplea, con otros parámetros, el cabezal láser (2) de la segunda fase.
2. Dispositivo correspondiente al procedimiento, caracterizado porque cuenta con un posicionador (4) sobre el que se ubica un útil a preparar y limpiar (3) que queda bajo un cabezal robotizado (2) con tres posiciones funcionales diferentes y en el que se integran los tres sistemas respectivos siguientes:
- un sistema láser con funciones independientes de limpieza y secado, y con programas de control numérico adaptados a las necesidades de las zonas de los útiles (3) a tratar; incluyéndose en el dispositivo (1) medios de refrigeración y medios de control de dicho sistema láser;
- un sistema pulverizador de desmoldeante, y
- un sistema de soplado y aspiración.
3. Dispositivo correspondiente al procedimiento, según la reivindicación 2, caracterizado porque los referidos medios de control del láser incluyen la verificación, control y registro de parámetros entre los que se encuentran: el ángulo de incidencia del láser, la distancia al útil (3), la potencia del láser y la temperatura del láser.
Patentes similares o relacionadas:
Robot de limpieza para molde de curado de neumáticos, del 16 de Octubre de 2019, de Lang Yuzer Otomotiv Yan Sanayi ve Ticaret Anonim Sirketi: Robot de limpieza para limpiar las superficies internas del medio molde de moldes de curado de neumáticos que comprende una cesta en la que un brazo de […]
Máquina de limpieza de pared lateral para molde de curado de neumáticos, del 24 de Julio de 2019, de Lang Yuzer Otomotiv Yan Sanayi ve Ticaret Anonim Sirketi: Una máquina de limpieza para moldes laterales de curado de neumáticos que comprende: una cesta , una base rotacional que está montada dentro de la misma, […]
Utilización de un cabezal de cepillo de pulido, del 14 de Febrero de 2019, de TYROLIT SCHLEIFMITTELWERKE SWAROVSKI K.G.: Utilización de un cabezal de cepillo de pulido para trabajar una superficie de una pieza de trabajo , preferiblemente recubierta con una laca transparente […]
 Método para limpiar un molde completo de neumáticos para vehículos, del 13 de Febrero de 2019, de Lang Yuzer Otomotiv Yan Sanayi ve Ticaret Anonim Sirketi: Un método para limpiar los moldes completos de neumáticos para vehículos que tienen un perfil, que comprende las etapas de
• someter […]
Método para limpiar un molde completo de neumáticos para vehículos, del 13 de Febrero de 2019, de Lang Yuzer Otomotiv Yan Sanayi ve Ticaret Anonim Sirketi: Un método para limpiar los moldes completos de neumáticos para vehículos que tienen un perfil, que comprende las etapas de
• someter […]
Método de limpieza de un tambor de moldeo, del 7 de Febrero de 2019, de GEA Food Solutions Bakel B.V: Proceso para limpiar un tambor de moldeo para moldear productos a partir de una masa de material inicial de alimento, que comprende una o más […]
 Sistema de llenado de tres circuitos para recipientes de soplado, llenado y sellado y método correspondiente y aparato de llenado, del 4 de Octubre de 2018, de R.P. SCHERER TECHNOLOGIES, LLC: Un sistema (10a, 10b) para llenar un recipiente de soplado, llenado y sellado que comprende: un primer circuito de fluido (114a) construido para suministrar selectivamente […]
Sistema de llenado de tres circuitos para recipientes de soplado, llenado y sellado y método correspondiente y aparato de llenado, del 4 de Octubre de 2018, de R.P. SCHERER TECHNOLOGIES, LLC: Un sistema (10a, 10b) para llenar un recipiente de soplado, llenado y sellado que comprende: un primer circuito de fluido (114a) construido para suministrar selectivamente […]
 Método para tratar un componente óptico que forma una lente oftálmica, del 3 de Febrero de 2016, de JOHNSON & JOHNSON VISION CARE, INC.: Un método para preparar un componente para la fabricación de productos ópticos (o, simplemente, un componente óptico) para producir una lente oftálmica. […]
Método para tratar un componente óptico que forma una lente oftálmica, del 3 de Febrero de 2016, de JOHNSON & JOHNSON VISION CARE, INC.: Un método para preparar un componente para la fabricación de productos ópticos (o, simplemente, un componente óptico) para producir una lente oftálmica. […]
Agente de limpieza para dispositivos para el procesamiento de plástico o la producción de plástico, su uso, procedimiento para la producción así como procedimiento para la limpieza, del 26 de Abril de 2013, de Granula Polymer GmbH: Agente de limpieza, caracterizado por que el agente de limpieza comprende partículas minerales, ácido libre cristalino así como polímero orgánico, presentando las partículas […]