PROCEDIMIENTO Y DISPOSITIVO PARA LA CONEXIÓN DE DIFERENTES MATERIALES DE ROVING.
Procedimiento para la conexión de los extremos de dos rovings (1,
2) que comprende los pasos siguientes: (i) colocación de adhesivos (1a, 2a) en los extremos de los rovings (1, 2) a conectar entre sí, (ii) posicionamiento de los extremos de rovings provistos de los adhesivos (1a, 2a) unos detrás de otros en la dirección de circulación de los rovings, (iii) aplicación de otro adhesivo (3) en los extremos de rovings situados unos detrás de otros provistos de adhesivos (1a, 2a) en el paso (i), adhesivo que se extiende sobre los dos adhesivos (1a, 2a) en los extremos de rovings, de forma que éstos se unen entre sí, (iv) en caso de necesidad, retirada de las regiones laterales salientes de los adhesivos (1a, 2a, 3); en el cual la anchura de los adhesivos (1a, 2a, 3) es mayor que la anchura de los rovings (1, 2) y los adhesivos se ponen en los extremos de rovings de forma que cada adhesivo (1a, 2a, 3) presenta en ambos lados del roving (1, 2) una región saliente de respectivamente una anchura de 2 a 5 mm
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07009222.
Solicitante: SGL KUMPERS GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: BASILIKASTRASSE 22-30 48429 RHEINE ALEMANIA.
Inventor/es: KUMPERS,FRANZ-JURGEN, BAUMGART,GREGOR, Dr.Brockmanns,Karl-Josef.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Mayo de 2007.
Clasificación Internacional de Patentes:
- B65H69/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 69/00 Procesos o dispositivos para empalmar longitudes sucesivas del material; Dispositivos de anudado. › por medio de adhesivos.
Clasificación PCT:
- B65H69/02 B65H 69/00 […] › por medio de adhesivos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2356682_T3.pdf


Fragmento de la descripción:
La presente invención se refiere a un procedimiento y un dispositivo para conectar entre sí los extremos de diferentes materiales de roving, y en particular para introducir en un roving de un primer material una sección limitada en su longitud de un segundo material.
Un sector importante de aplicación de tejidos técnicos es la fabricación de refuerzos para cuerpos de forma técnicos. 5 Estos refuerzos textiles se fabrican a partir de partes planas de un tejido textil mediante corte y confección. El tejido textil que conforma la base para el refuerzo textil está hecho de al menos dos haces de hilos que se cruzan con un ángulo predeterminado. Al menos uno de estos haces de hilo está hecho de un material de gran valor conforme a la finalidad técnica de uso, por ejemplo, fibras de carbono. Los ámbitos de empleo de estos refuerzos son entretanto casi todos los tipos de medios de transporte pero, por ejemplo, también alas de ruedas eólicas. 10
No obstante, los materiales para refuerzos textiles semejantes, por ejemplo, fibras de carbono, son relativamente caros. Por ello es muy desventajoso que en el proceso habitual de fabricación de tales refuerzos de un tejido textil por corte y confección, un porcentaje considerable de estas fibras de gran valor acabe como desechos.
En la solicitud de patente DE 10 2006 013 063 se proponen un procedimiento y un proceso que permiten limitar en tejidos textiles el uso de material de fibras de gran valor en las regiones superficiales de las que se corta el refuerzo. 15
El procedimiento para la fabricación de refuerzos textiles para productos técnicos, que se obtienen de partes planas de un tejido textil por corte y confección, estando el tejido textil formado a partir de al menos dos haces de fibras que se cruzan con un ángulo predeterminado, de los que al menos uno está hecho de un material de gran valor conforme a la finalidad técnica de empleo, está caracterizado porque el al menos un haz de hilos está formado por tramos de partes de material de gran valor y en las secciones intermedias de un material de poco valor, y porque las secciones del material de 20 gran valor se posicionan en la fibra de hilo correspondiente de forma que recubren la parte plan en el tejido del que debe cortarse el refuerzo textil.
En este caso está conectado previamente al dispositivo para la fabricación del tejido un dispositivo de corte y de conexión, que posee medios de transporte para el posicionamiento controlado exacto de los haces de hilos de material de gran valor y de los haces de hilos de material de poco valor, para la separación del respectivo haz de hilos suministrado en 25 último término al proceso de formación y para la conexión de los extremos de este haz de hilos con los comienzos del respectivo otro haz de hilos.
Otros detalles para el procedimiento y para el dispositivo pueden extraerse del documento DE 10 2006 013 063.
La presente invención según la reivindicación 1 proporciona un procedimiento para conectar entre sí extremos de rovings, en particular extremos de los rovings de diferentes materiales. Además, la presente invención según la reivindicación 30 2 proporciona un procedimiento y según la reivindicación 9 un dispositivo para insertar en un roving de un primer material una sección limitada en su longitud de un segundo material, de forma que se obtenga un material de roving combinado.
El procedimiento según la invención permite fijar la disposición de los filamentos en los rovings, cuyos extremos deben conectarse entre sí, antes del proceso de separación y de conexión. Así se garantiza que durante el proceso siguiente de separación y conexión no aparezcan disposiciones de filamentos o deformaciones en la región de conexión, según es el 35 caso en conexiones convencionales de nudos, empalmes o conexiones adhesivas.
La presente invención puede utilizarse, por ejemplo, para el procedimiento de fabricación de refuerzos por corte de tejidos textiles según el documento DE 10 2006 013 063.
Otros detalles, variaciones y ventajas de la invención pueden deducirse de la siguiente descripción en detalle, las figuras y los ejemplos de realización. 40
Las figuras muestran:
Figura 1 desarrollo esquemático de la fabricación de una conexión de los extremos de los materiales de roving de diferente extensión conforme al procedimiento según la invención,
Figura 2 esquema del dispositivo según la invención para la inserción de secciones de longitud limitada de un segundo material en un roving de un primer material y del desarrollo del procedimiento según la 45 invención,
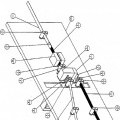
Figura 3 esquema de una forma de realización del dispositivo de etiquetado para el dispositivo según la invención,
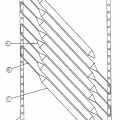
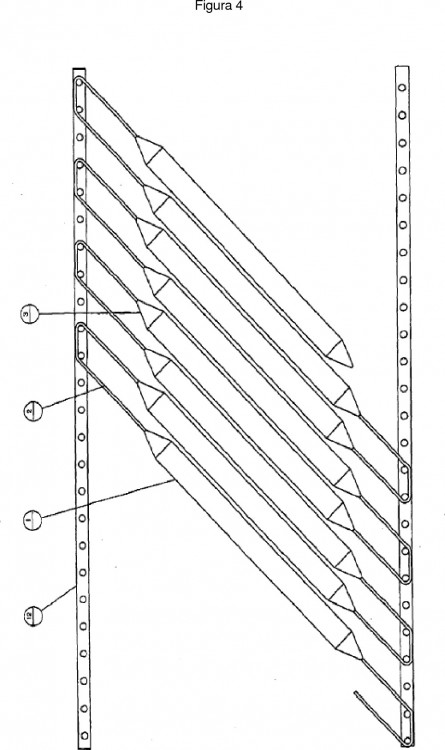
Figura 4 depósito de rovings combinados de fibras de carbono y material de hilos elásticos en la fabricación de un tejido multiaxial.
El procedimiento según la invención para la conexión de dos extremos de rovings, en particular de diferentes materiales de roving, comprende los pasos siguientes:
(i) colocación de adhesivos 1a, 2a en los extremos de los rovings 1, 2 a conectar entre sí,
(ii) posicionamiento de los extremos de rovings provistos de los adhesivos 1a, 2a unos detrás de otros en la dirección de circulación de los rovings, 5
(iii) aplicación de otro adhesivo 3 en los extremos de rovings situados unos detrás de otros provistos de adhesivos 1a, 2a, adhesivo que se extiende sobre los dos adhesivos 1a, 2a, de forma que éstos se unen entre sí,
(iv) en caso de necesidad, retirada de las regiones laterales salientes de los adhesivos 1a, 2a, 3 mediante estampado o corte,
en el cual la anchura de los adhesivos 1a, 2a, 3 es mayor que la anchura de los rovings 1, 2 y los adhesivos se 10 ponen en los extremos de rovings de forma que cada adhesivo 1a, 2a, 3 presenta en ambos lados del roving 1, 2 una región saliente de respectivamente una anchura de 2 a 5 mm.
El procedimiento es apropiado para la conexión de materiales de roving cualesquiera.
En particular pueden conectarse entre sí también materiales de roving 1 y 2 de diferente extensión. Las regiones salientes de los adhesivos 1a, 2a, 3 se retiran luego de forma que en la región del punto de conexión se cambia de forma 15 continua, es decir, se convierte de la anchura del primer material de roving a la anchura del segundo material de roving.
En la figura 1 se muestra esquemáticamente el desarrollo en la fabricación de una conexión entre los extremos de un roving 1 y de un roving 2, siendo mayor la extensión del roving 1 que la del roving 2. En la figura 1.1 los extremos de los rovings 1 y 2 provistos en el paso (i) de adhesivos 1a, 2a están posicionados según el paso (ii) unos detrás de otros en la dirección de circulación de los rovings. La figura 1.2 muestra, como se ha aplicado según el paso del procedimiento (iii) otro 20 adhesivo 3 que se extiende sobre los adhesivos 1a, 2a en los extremos de los rovings 1, 2 y así une éstos entre sí. Las regiones laterales salientes de los adhesivos 1a, 2a, 3 pueden retirarse luego según el paso (iv). En la figura 1.3 está representado el punto de conexión obtenido de los rovings 1 y 2, aproximándose de forma continua la anchura en la región del punto de conexión de la anchura del roving 1 a la anchura del roving 2.
El procedimiento según la invención para la inserción de una sección de longitud limitada de un segundo material de 25 roving en un roving de un primer material comprende los pasos siguientes:
(i) avance del roving 1 de un primer material, con preparación simultánea del roving 2 del segundo material, cuyo extremo delantero en la dirección de circulación del roving porta un adhesivo 1b'',
(ii) parada del avance y fijación del roving 1, si se alcanza la posición en la cual la sección del segundo material de roving 2 debe insertarse, 30
(iii) colocación de un adhesivo 1a en la posición en que el roving 1 del primer material debe cortarse y la sección del segundo material 2 debe insertarse,
(iv) separación del roving 1 del primer material en el centro del adhesivo 1a, de forma que se obtienen una primera sección de roving 1' en la dirección de circulación del roving y una segunda sección de roving 1'' en la dirección de circulación del roving y los extremos de rovings originados en la separación portan cada vez una... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la conexión de los extremos de dos rovings (1, 2) que comprende los pasos siguientes:
(i) colocación de adhesivos (1a, 2a) en los extremos de los rovings (1, 2) a conectar entre sí,
(ii) posicionamiento de los extremos de rovings provistos de los adhesivos (1a, 2a) unos detrás de otros en la dirección de circulación de los rovings, 5
(iii) aplicación de otro adhesivo (3) en los extremos de rovings situados unos detrás de otros provistos de adhesivos (1a, 2a) en el paso (i), adhesivo que se extiende sobre los dos adhesivos (1a, 2a) en los extremos de rovings, de forma que éstos se unen entre sí,
(iv) en caso de necesidad, retirada de las regiones laterales salientes de los adhesivos (1a, 2a, 3);
en el cual la anchura de los adhesivos (1a, 2a, 3) es mayor que la anchura de los rovings (1, 2) y los adhesivos se ponen en 10 los extremos de rovings de forma que cada adhesivo (1a, 2a, 3) presenta en ambos lados del roving (1, 2) una región saliente de respectivamente una anchura de 2 a 5 mm.
2. Procedimiento para la inserción de una sección (2') de longitud limitada de un segundo material de roving (2) en un roving (1) de un primer material, de forma que se obtiene un material de roving combinado, que comprende los siguientes pasos: 15
(i) avance del roving (1) del primer material, con preparación simultánea del roving (2) del segundo material, cuyo extremo delantero en la dirección de circulación del roving porta un adhesivo (1b''),
(ii) parada del avance y fijación del roving (1) de un primer material, si se alcanza la posición en la que la sección (2') del segundo material de roving (2) debe insertarse,
(iii) colocación de un adhesivo (1a) en la posición en la que el roving (1) del primer material debe cortarse y la 20 sección (2') del segundo material (2) debe insertarse,
(iv) corte del roving (1) del primer material en el centro del adhesivo (1a) aplicado en el paso (iii), de forma que se obtienen una primera sección de roving (1') en la dirección de circulación del roving y una segunda sección de roving (1'') en la dirección de circulación del roving y los extremos de rovings originados en el corte portan cada vez una mitad (1a', 1a'') del adhesivo (1a) cortado, manteniéndose luego individualmente los extremos de rovings originados, 25
(v) posicionamiento del extremo de la primera sección de roving (1) del primer material, que porta una mitad (1a') del adhesivo (1a) cortado en el paso (iv), y del extremo delantero del roving (2) del segundo material a unir con éste, provisto de un adhesivo (1b''), de forma que éstos se sitúan unos detrás de otros en la dirección de circulación del roving,
(vi) colocación de un adhesivo (3a), que se extiende sobre los adhesivos (1a' y 1b'') dispuesto en los extremos de 30 rovings situados unos detrás de otros, de forma que éstos se unen entre sí,
(vii) avance del roving obtenido por conexión de los extremos de la primera sección de roving (1') del primer material (1) y del roving (2) del segundo material con avance ulterior del segundo material de roving (2) conforme a la longitud deseada de la sección de roving (2') a formar a partir del segundo material,
(viii) parada del avance y fijación del roving (2) del segundo material si se alcanza la posición en la que debe terminar 35 la sección de roving (2') a formar a partir del segundo material y debe unirse con la segunda sección de roving (1'') del primer material formada en el paso (iv),
(ix) colocación de un adhesivo (1b) en la posición en la que debe terminar la sección de roving (2') a formar a partir del segundo material y debe unirse con la segunda sección de roving (1'') del primer material formada en el paso (iv),
(x) corte del roving (2) del segundo material en el centro del adhesivo (1b) colocado en el paso (ix), de forma que se 40 obtienen una primera sección de roving (2') en la dirección de circulación del roving y una segunda sección de roving (2'') en la dirección de circulación del roving y los extremos de rovings originados en el corte portan cada vez una mitad (1b', 1b'') del adhesivo (1b) cortado, manteniéndose luego individualmente los extremos de rovings originados,
(xi) posicionamiento del extremo de la primera sección de roving (2') del segundo material, que porta una mitad (1b') del adhesivo (1b) cortado en el paso (x), y del extremo de la segunda sección de roving (1'') del primer material, a 45 unir con éste que porta una mitad (1a'') del adhesivo (1a) cortado en el paso (iv), de forma que éstos se sitúan unos detrás de otros en la dirección de circulación del roving,
(xii) colocación de un adhesivo (3b), que se extiende sobre los adhesivos (1a'' y 1b') dispuestos en los extremos de rovings situados unos detrás de otros, de forma que éstos se unen entre sí,
(xiii) avance del roving combinado obtenido por conexión de los extremos de la primera sección de roving (2') del segundo material y de la segunda sección de roving (1'') del primer material con avance ulterior del primer material de roving (1) según el paso (i), 5
en el cual la anchura de los adhesivos 1a, 1b, 3a, 3b es mayor que la anchura de los rovings, y los adhesivos se ponen en el roving de forma que cada adhesivo presenta en ambos lados del roving una región saliente de respectivamente una anchura de 2 a 5 mm.
3. Procedimiento según la reivindicación 2, caracterizado porque el procedimiento se desarrolla continuamente, de forma que después del paso (xiii) se desarrolla nuevamente la secuencia (ii) a (xiii), y en el roving (1) del primer material se 10 insertan otras secciones (2') de longitud limitada del segundo material.
4. Procedimiento según la reivindicación 2 ó 3, caracterizado porque después de la conexión de los extremos de rovings en el paso (vi) ó (xii) se retiran la regiones salientes lateralmente de los adhesivos.
5. Procedimiento según la reivindicación 1 ó 4, caracterizado porque los rovings (1, 2) a conectar tienen una anchura diferente y las regiones salientes lateralmente de los adhesivos se retiran en el punto de conexión, de forma que en 15 lar región del punto de conexión, la anchura se convierte en continuo de la anchura del primero a la anchura del segundo roving.
6. Procedimiento según la reivindicación 1 ó 2, caracterizado porque el primer material de roving (1) es fibra de carbono y el segundo material de roving (2) es fibra de vidrio.
7. Procedimiento según la reivindicación 1 ó 2, caracterizado porque el primer material de roving (1) es fibra de 20 carbono y el segundo material de roving (2) es un material de hilo elástico.
8. Procedimiento según la reivindicación 1 ó 2, caracterizado porque en los rovings se colocan cada vez adhesivos en ambos lados, es decir, en las dos superficies.
9. Dispositivo para el procedimiento según la reivindicación 2, 3 ó 4 que comprende los elementos siguientes, dispuestos en una placa base (11) conforme a su cooperación: 25
• un dispositivo de transporte en el lado de entrada con dos pares de rodillos tensores (4a, 4b) que cooperan para el suministro del roving del primer material (1),
• un dispositivo de transporte en el lado de entrada con dos pares de rodillos tensores (4c, 4d) que cooperan para el suministro del roving del segundo material (2),
• un dispositivo de transporte en el lado de salida con dos pares de rodillos tensores (4e, 4f) que cooperan para el 30 transporte ulterior del material que abandona el dispositivo,
• un dispositivo de etiquetado (5) para la colocación de adhesivos (1a, 1b, 3a, 3b) en al menos una superficie del roving (1, 2) o a los extremos de rovings a conectar entre sí,
• un dispositivo de corte (6) para el corte del roving (1, 2) en el centro del adhesivo (1a, 1b) colocado por el dispositivo de etiquetado, 35
• un carro de transporte (7) móvil transversalmente a la dirección de circulación del roving, en el que están fijados el dispositivo de etiquetado (5) y el dispositivo de corte (6), de forma que éstos se disponen en posiciones de reposo opuestas en diferentes lados del roving y gracias al movimiento del carro de transporte (7) puede llevarse el dispositivo de etiquetado (5) o el dispositivo de corte (6) a su posición de trabajo que engrana en el recorrido de circulación del roving (1, 2), 40
• un dispositivo de sujeción (8‘) en el lado de entrada para el primer material de roving (1) entre el segundo par de rodillos tensores (4b) del dispositivo de transporte en el lado de entrada del primer material de roving (1) y la posición en la que el dispositivo de etiquetado y de separación actúa en el roving,
• un dispositivo de sujeción (8'') en el lado de entrada para el segundo material de roving (2) entre el segundo par de rodillos tensores (4d) del dispositivo de transporte en el lado de entrada del segundo material de roving (2) y la 45 posición en la que el dispositivo de etiquetado y de separación actúa en el roving,
• un dispositivo de sujeción (8''') en el lado se salida entre la posición en la que el dispositivo de etiquetado o de separación actúa en el roving y el primer par de rodillos tensores (4e) del dispositivo de transporte en el lado de
salida,
• en el que el dispositivo de sujeción (8''') en el lado de salida coopera con el primer dispositivo de sujeción (8') en el lado de entrada para mantener el primer material de roving durante la colocación de adhesivos (1a) y su corte, y con el segundo dispositivo de sujeción (8'') en el lado de entrada para mantener el segundo material de roving durante la colocación de adhesivos (1b) y su corte, mientras que el respectivo otro dispositivo de sujeción en el lado de entrada 5 mantiene sujeto el extremo del otro material de roving,
y después del proceso de separación, el extremo de la primera sección del primer roving cortado en la dirección de circulación del roving se mantiene por el dispositivo de sujeción (8''') en el lado de salida y el extremo de la segunda sección de roving se mantiene por el dispositivo de sujeción (8' ó 8'') en el lado de entrada del material de roving correspondiente,
• en el que los dos dispositivos de sujeción (8', 8'') en el lado de entrada están dispuestos con los pares de rodillos 10 tensores (4b, 4d) correspondientes en una placa base (9) desplazable perpendicularmente a la dirección de circulación del roving,
y después de cada proceso de separación aquel dispositivo de sujeción (8' u 8'') que mantiene el extremo de la segunda sección del roving cortado en la dirección de circulación del roving, en adición al par de rodillos tensores (4b ó 4d) correspondiente, se empuja del recorrido de circulación del roving por el desplazamiento perpendicular de la placa base (9) y 15 al mismo tiempo el dispositivo de sujeción que mantiene el extremo del otro material de roving, en adición al par de rodillos tensores correspondiente se pone detrás del extremo de la primera sección del material de roving cortado, extremo mantenido en el dispositivo de sujeción (8''') en el lado de salida, de forma que los extremos de rovings posicionados unos detrás de otros podrían conectarse entre sí por colocación de un adhesivo por el dispositivo de etiquetado (5),
• opcionalmente un dispositivo (10) dispuesto entre los pares de rodillos tensores (4e, 4f) en el lado de salida para la 20 retirada de las regiones salientes de los adhesivos.
10. Dispositivo según la reivindicación 9, caracterizado porque el dispositivo de etiquetado (5) comprende un par de dispositivos de etiquetado dispuestos simétricamente, entre los que discurre el roving de forma que puede proveerse cada vez de forma síncrona con un adhesivo en ambas superficies.
11. Utilización del procedimiento según la reivindicación 2 ó el dispositivo según la reivindicación 9 para la 25 fabricación de un material de roving combinado en conexión con un dispositivo para la fabricación de un tejido textil del material de roving combinado, en la cual en los rovings (1) del primer material se insertan las secciones (2') del segundo material de roving en posiciones tales y a una longitud tal que en el tejido fabricado del material de roving combinado se dispone el primer o el segundo material de roving respectivamente en una región definida previamente del tejido.
Patentes similares o relacionadas:
Dedo chino y capa exterior retirada de un cable, del 1 de Marzo de 2017, de NV BEKAERT SA: Un conjunto de dos cables de acero y un tejido tubular para conectar dichos cables de acero en dos extremos de conexión, siendo […]