INTERCAMBIADOR TÉRMICO Y MÉTODO DE FABRICACIÓN CORRESPONDIENTE.
Un intercambiador térmico con tubos (111) a través de los cuales fluye fluido,
y aletas (112) para fomentar el intercambio de calor entre un fluido que fluye a través de dichos tubos (111) y aire que pasa entre dichos tubos (111), en el que dichos tubos (111) y dichas aletas (112) se unen entre sí mecánicamente deformando plásticamente dichos tubos (111) con objeto de incrementar las áreas en sección transversal de dichos tubos (111), en un estado en el que dichos tubos están insertados a través de orificios de inserción (112a) dispuestos en dichas aletas (112), en el que dichos tubos (111) son tubos soldados, fabricados doblando material de placa para formar tubos (111), y a continuación uniendo las juntas por soldadura, en el que las soldaduras (111a) de dichos tubos (111) están dispuestas en zonas que están descentradas respecto de partes curvas formadas en los extremos, en la dirección longitudinal en la sección transversal del tubo, de dichos tubos (111), en donde se disponen depresiones (112d) que están hundidas en la dirección de relleno de dichas soldaduras (111a), en zonas de bordes de dichos orificios de inserción (112a) que corresponden a dichas soldaduras (111a), y en donde las depresiones (112d) están formadas en partes de desbarbado (112c) de los orificios de inserción (112a) dispuestos en dichas aletas (112), y tienen forma de pirámide triangular o de bóveda
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2002/005628.
Solicitante: DENSO CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 1, SHOWACHO 1-CHOME KARIYA-SHI, AICHI-KEN, 448-8661 JAPON.
Inventor/es: KATO, SEIICHI, YAMAMOTO,Tetsuya,C/O DENSO CORPORATION.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Junio de 2002.
Clasificación Internacional de Patentes:
- B21D39/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › de tubos en las aberturas.
- B21D39/20 B21D 39/00 […] › con mandriles, p. ej. expansibles.
- F28D1/03L
- F28F1/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F28 INTERCAMBIO DE CALOR EN GENERAL. › F28F PARTES CONSTITUTIVAS DE APLICACION GENERAL DE LOS APARATOS INTERCAMBIADORES O DE TRANSFERENCIA DE CALOR (materiales de transferencia de calor, de intercambio de calor o de almacenamiento de calor C09K 5/00; purgadores de agua o aire, ventilación F16). › F28F 1/00 Elementos tubulares; Conjuntos de elementos tubulares (especialmente adaptados para el movimiento F28F 5/00). › Elementos tubulares de sección transversal no circular (F28F 1/08, F28F 1/10 tienen prioridad).
- F28F1/32B
Clasificación PCT:
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Finlandia, Chipre.
PDF original: ES-2360037_T3.pdf
Fragmento de la descripción:
ANTECEDENTES DE LA INVENCIÓN
1. Campo de la Invención
La presente invención se refiere a un intercambiador térmico y a un método para su fabricación, en el que se unen entre sí mecánicamente tubos y aletas, deformando plásticamente los tubos para incrementar las áreas en sección transversal de los tubos (en adelante, esta operación se denomina "ampliación de los tubos").
2. Descripción de la Técnica Relacionada
En un intercambiador térmico en el que se unen entre sí tubos y aletas mecánicamente, como los tubos son deformados plásticamente para incrementar las áreas en sección transversal de los tubos mediante la ampliación de los tubos, el material de los tubos debe tener una tasa de alargamiento relativamente grande y, al mismo tiempo, debe ser resistente al alargamiento. Por lo tanto, convencionalmente (por ejemplo, en la solicitud de patente japonesa no examinada número 2000-74589), a modo de tubos para la ampliación de los tubos se adoptan tubos sin soldadura, que no tienen soldaduras y que están fabricados por procesos de estirado o de extrusión.
En este caso, debe observarse que los tubos sin soldadura tienen un coste de fabricación superior a los tubos soldados (tubos fabricados flexionando de manera tubular material en placas, y a continuación uniendo las juntas por soldadura), puesto que los tubos sin soldadura requieren más horas-hombre (tienen un coste de fabricación superior) que los tubos soldados.
Por lo tanto, los inventores de la presente invención han estudiado adoptar los tubos soldados en lugar de los tubos sin soldadura en el intercambiador térmico, en el cual los tubos y las placas aleta se unen entre sí mecánicamente, pero, puesto que las soldaduras en los tubos soldados se reblandecen debido al calor en el momento de la soldadura, en comparación con el material del tubo (en otras zonas diferentes a la soldadura) y tienen un límite de elasticidad (resistencia mecánica) menor, es difícil sustituir simplemente los tubos sin soldadura con los tubos soldados.
El documento US-A-4 558 695 da a conocer un intercambiador térmico con tubos a través de los cuales fluye fluido, y aletas para fomentar el intercambio de calor entre un fluido que fluye a través de dichos tubos y aire que pasa entre dichos tubos. Los tubos son tubos planos, fabricados uniendo las juntas por soldadura. Las soldaduras de dichos tubos se proporcionan en las partes lisas de los tubos.
RESUMEN DE LA INVENCIÓN
A la vista del problema anterior, es un objetivo de la presente invención unir entre sí tubos y aletas mecánicamente, mediante la ampliación de los tubos en el caso de utilizar tubos soldados.
Este objetivo se consigue mediante la materia objeto de las reivindicaciones 1 y 4.
De acuerdo con este objetivo, puesto que se proporcionan las soldaduras (111a) en las zonas que están descentradas respecto de las partes curvas (111b) donde es probable que se produzca concentración de tensiones, puede impedirse la generación de excesos de tensión en las soldaduras (a) en el momento de la ampliación de los tubos.
Por lo tanto, incluso si las soldaduras (111a) se reblandecen y se reduce el límite de elasticidad (resistencia mecánica) en el momento de la soldadura, puesto que puede impedirse que las tensiones que se producen en las soldaduras (111a) en el momento de la ampliación de los tubos excedan el límite de elasticidad (tensión permisible) de la soldadura (111a), pueden adoptarse los tubos soldados en el intercambiador térmico, en los cuales los tubos
(111) y las aletas (112) están unidos mecánicamente entre sí. Como resultado, puede reducirse el costo de fabricación de los tubos (111) en comparación con el caso en el que, como tubos (111), se adoptan los tubos sin soldadura.
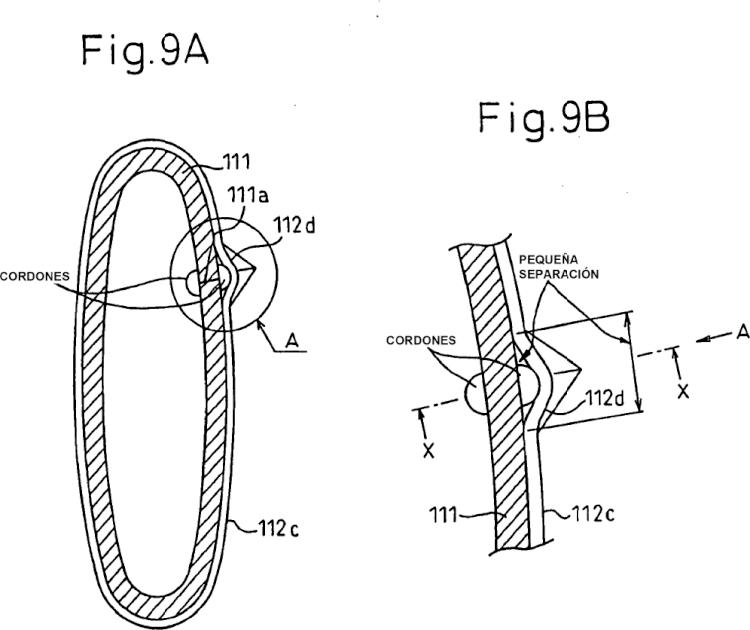
De acuerdo con este aspecto de la presente invención, se proporcionan depresiones (112d) que están hundidas en la dirección de relleno de las soldaduras (111a), en zonas de los bordes de los orificios de inserción (112a) que corresponden a las soldaduras (111a).
En este aspecto, puesto que las depresiones (112d) actúan como medios de alivio para atenuar la interferencia entre el relleno en los orificios de inserción (112a), se reducen las separaciones creadas entre los tubos (111) y las aletas
(112) en la proximidad del relleno, en comparación con el caso en el que no se disponen las depresiones (112d). Por lo tanto, puesto que puede impedirse que se reduzcan las zonas de contacto (y por lo tanto, la conducción
térmica) entre los tubos (111) y las aletas (112), puede impedirse asimismo que se reduzca la capacidad de intercambio de calor. De acuerdo con una realización preferida de la presente invención, las soldaduras (111a) se proporcionan en las
zonas que corresponden sustancialmente a una posición central en la dirección longitudinal.
Por lo tanto, puesto que puede reducirse de manera fiable la tensión que se produce en las soldaduras (111a), puede mejorarse más la fiabilidad de los tubos (111). En este caso, debe observarse que la aplicación de la presente invención no se limita a tubos planos, sino que
puede aplicarse asimismo a tubos de otras formas tales como tubos circulares y así sucesivamente.
Tal como se muestra en la figura 17 descrita a continuación, los tubos (111) y las aletas (112) pueden unirse mecánicamente sin reducir significativamente la capacidad de disipación de calor. En este caso, debe observarse que los números de referencia entre paréntesis unidos a cada medio descrito
anteriormente, se muestran de manera ejemplar para indicar una relación con medios específicos en las
realizaciones descritas a continuación. En lo que sigue, la presente invención se comprenderá de manera más completa a partir de la siguiente descripción de la realización preferida de la misma, tomada junto con los dibujos anexos.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
La figura 1 es una vista frontal de un intercambiador térmico de acuerdo con una realización de la presente invención; la figura 2 es una vista en sección transversal de un tubo soldado; la figura 3 es una vista frontal que muestra la relación de unión entre los tubos y una aleta; la figura 4 es una vista en sección transversal, tomada en la línea IV-IV de la figura 1; la figura 5 es una vista en sección transversal tomada en la línea V-V de la figura 4; la figura 6A es una vista frontal de una plantilla de guía de alargamiento del tubo, de acuerdo con una
realización de la presente invención, y la figura 6B es una vista desde la fecha A de la figura 6A;
la figura 7A es una vista en sección transversal que muestra un estado en el que la plantilla de guía de la ampliación de los tubos está insertada en el tubo; la figura 7B es una vista aumentada de una rendija; la figura 8A es un gráfico que muestra la tensión generada en el momento de la ampliación del tubo, y la
figura 8B es un dibujo explicativo que muestra las posiciones en donde se genera la tensión;
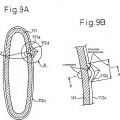
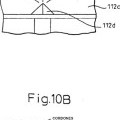
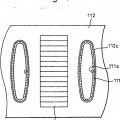
la figura 9A es una vista en sección transversal de un tubo unido a la aleta de acuerdo con la presente invención, y la figura 9B es una vista ampliada de la parte A de la figura 9A; la figura 10A es una vista tomada desde la fecha A de la figura 9B, y la figura 10B es una vista en sección
transversal tomada en la línea X-X de la figura 9B;
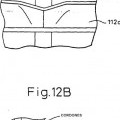
la figura 11A es una vista en sección transversal de un tubo de acuerdo con un ejemplo comparativo, y la figura 11B es una vista aumentada de la parte A de la figura 11A; la figura 12A es una vista tomada desde la fecha A de la figura 11B, y la figura 12B es una vista en sección
transversal tomada en la línea XII-XII de la figura 11B; la figura 13A es una vista frontal de un calibre de guía de ampliación del tubo, de acuerdo con una realización de la presente invención, y la figura 13B es una vista tomada desde la flecha A de la figura 13A;
la figura 14 es una vista frontal que muestra la relación de unión entre los tubos y una aleta;
la figura 15 es una vista frontal que muestra la relación de unión entre los tubos y la aleta, de acuerdo con la presente invención;
la figura 16 es una vista en sección transversal de un calibre de guía de ampliación del tubo, de acuerdo con otra realización de la presente invención; y... [Seguir leyendo]
Reivindicaciones:
1. Un intercambiador térmico con tubos (111) a través de los cuales fluye fluido, y aletas (112) para fomentar el intercambio de calor entre un fluido que fluye a través de dichos tubos (111) y aire que pasa entre dichos tubos (111), en el que dichos tubos (111) y dichas aletas (112) se unen entre sí mecánicamente deformando plásticamente dichos tubos (111) con objeto de incrementar las áreas en sección transversal de dichos tubos (111), en un estado en el que dichos tubos están insertados a través de orificios de inserción (112a) dispuestos en dichas aletas (112),
en el que dichos tubos (111) son tubos soldados, fabricados doblando material de placa para formar tubos (111), y a continuación uniendo las juntas por soldadura, en el que
las soldaduras (111a) de dichos tubos (111) están dispuestas en zonas que están descentradas respecto de partes curvas formadas en los extremos, en la dirección longitudinal en la sección transversal del tubo, de dichos tubos (111), en donde se disponen depresiones (112d) que están hundidas en la dirección de relleno de dichas soldaduras (111a), en zonas de bordes de dichos orificios de inserción (112a) que corresponden a dichas soldaduras (111a), y en donde las depresiones (112d) están formadas en partes de desbarbado (112c) de los orificios de inserción (112a) dispuestos en dichas aletas (112), y tienen forma de pirámide triangular o de bóveda.
2. Un intercambiador térmico según la reivindicación 1, en el que dichas soldaduras (111a) están dispuestas en zonas que corresponden sustancialmente a una posición central en la dirección longitudinal, en la sección transversal del tubo, de dicho tubo (111).
3. Un intercambiador térmico según la reivindicación 1 o 2, en el que los tubos (111) son planos.
4. Un método de fabricación de un intercambiador térmico que comprende tubos soldados (111) y aletas (112) unidos entre sí, acorde con cualquiera de las reivindicaciones 1 a 3, comprendiendo el método las etapas de:
insertar guías de calibre (200) de ampliación de los tubos, para ampliar dichos tubos (111) en un estado en el que dichos tubos (111) son insertados a través de los orificios de inserción (112a) dispuestos en dichas aletas (112), de manera que se sitúan rendijas (210) dispuestas en las guías de calibre (200), en zonas que corresponden al relleno de dichas soldaduras (111a), en donde dichas rendijas (210) están dispuestas para evitar la interferencia con el relleno de dichas soldaduras (111a), y donde la anchura (D) de rendija, de dichas rendijas (210), es mayor que la anchura (d) de relleno, de dichas soldaduras (111a), y la proporción (D/A) de dicha anchura (D) de rendija frente a una dimensión (A) de las zonas que son paralelas a dicha anchura (D) de rendija entre las dimensiones exteriores, es de 0,32 o menor; y
unir dichos tubos (111) y dichas aletas (112) entre sí mecánicamente, deformando plásticamente dichos tubos mediante la utilización de dichos calibres de guía (200) de ampliación de los tubos.
5. Método según la reivindicación 4, en el que los tubos (111) son ampliados utilizando las guías de calibre (200) de ampliación de los tubos, cuyas rendijas (210) están formadas en una posición que está descentrada respecto de las partes curvas que están formadas en ambos extremos en la dirección longitudinal de la sección transversal del tubo.
Patentes similares o relacionadas:
Método para el uso de una pluralidad de aletas de desviación huecas en un túnel de viento, del 10 de Junio de 2020, de Skyventure International (UK) Ltd: Un método para usar con una pluralidad de aletas de desviación huecas en un túnel de viento , el método que comprende las etapas de: - hacer fluir […]
Intercambiador de calor, del 11 de Marzo de 2020, de SAMSUNG ELECTRONICS CO., LTD.: Un intercambiador de calor que comprende: una pluralidad de tubos de refrigerante que se extienden respectivamente en una primera dirección, y están separados entre […]
Tubo para llama de un intercambiador de calor de condensación, del 11 de Marzo de 2020, de AIC Spólka Akcyjna: Un tubo para llama de un intercambiador de calor de condensación que tiene pares de indentaciones longitudinales conformadas coaxialmente con respecto […]
Intercambiador de calor interior, del 4 de Marzo de 2020, de DAIKIN INDUSTRIES, LTD.: Un intercambiador de calor interior que comprende: una primera parte de intercambio de calor que incluye una pluralidad de primeros […]
Intercambiador de calor, del 26 de Febrero de 2020, de DAIKIN INDUSTRIES, LTD.: Un intercambiador de calor que comprende: un par de cabezales dentro de los cuales fluye refrigerante; y múltiples tubos planos (11a a 11f) que […]
Intercambiador de calor para una caldera doméstica o un calentador de agua, del 25 de Diciembre de 2019, de RIELLO S.P.A.: Un intercambiador de calor para una caldera doméstica o un calentador de agua, incluyendo el intercambiador de calor una caja , que incluye una pared lateral […]
Procedimiento para preparar y conservar masa para la elaboración de pasteles y similares, del 18 de Diciembre de 2019, de DA CUNHA RODRIGUEZ, Manuel: La invención tal como expresa el enunciado de la presente memoria descriptiva, se refiere a un procedimiento para preparar y conservar masa para la elaboración […]
Método de fabricación de un intercambiador de calor, y un intercambiador de calor, del 4 de Diciembre de 2019, de Nissens Cooling Solutions A/S: Método para fabricar un intercambiador de calor que comprende varias placas metálicas delgadas , en donde: se prensan las placas […]