D02G1/08TEXTILES; PAPEL. › D02HILOS; ACABADO MECANICO DE HILOS O CUERDAS; URDIDO O PLEGADO. › D02GRIZADO U ONDULADO DE LAS FIBRAS, FILAMENTOS, HILOS O HILADOS; HILADOS O HILOS. › D02G 1/00 Producción de fibras, filamentos, hilados o hilos, rizados u ondulados o dándoles tales características latentes (hilos en sí D02G 3/00; durante la formación de filamentos fabricados por el hombre, hilos o artículos semejantes D01D 5/22; aspectos generales del tratamiento químico D06M). › Cilindros.
Clasificación PCT:
D02G1/02D02G 1/00 […] › por retorcido, fijación de la torsión y destorsión, es decir, que confiere una falsa torsión.
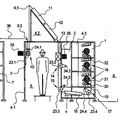
La invención se refiere a un procedimiento para fabricar monofilamentos texturizados. Bajo monofilamentos o monófilos se entiende según DIN 60900 un hilo continuo compuesto por una única fibra continua. Los monófilos o también monofilamentos (ambas expresiones se utilizarán como sinónimos) en el sentido de la invención son monófilos con un diámetro de al menos 0,025-0,1 mm. Debido a su diámetro relativamente grande, los monófilos son por naturaleza relativamente rígidos y dan como resultado, cuando se elaboran como tales para producir productos textiles, un producto liso sin buen tacto textil, no presentando en particular los productos fabricados a partir de monófilos prácticamente ningún ahuecado. Ya ha habido esfuerzos para texturizar monófilos, para conferir al monófilo un rizado y obtener así productos con el correspondiente ahuecado. Entre los procedimientos más conocidos para texturizar monófilos se encuentra el procedimiento de estiraje sobre el borde, en el que se estira el monófilo en un ángulo agudo a través de un borde o filo, y además el procedimiento knit-de-knit (hilos con efecto de bucle) o procedimiento crinkle (de arrugas), en el que sobre una máquina tricotosa circular pequeña se teje una manga, que a continuación se fija, extrayéndose entonces el monófilo de la manga tricotada a elevada velocidad. También es usual el llamado procedimiento de retorcido-destorcido, en el que bobinas de alimentación llevan los monófilos a través de un mecanismo alimentador a un dispositivo en el que se retuercen los monófilos entre sí. Un tal dispositivo puede incluir dos mecanismos alimentadores superiores y dos inferiores. Los monófilos se reúnen en el llamado punto de torcimiento, son llevados a continuación a través de una zona de calentamiento y una zona de enfriamiento conectada a continuación, después de lo cual se separan en el punto de destorcido-retorcido mediante un grupo separador de hilos y a continuación se conducen en cada caso a través de mecanismos alimentadores para un bobinado o enrollado separado. Entre el punto de torcimiento y el punto de separación se ajusta al principio una cantidad determinada de vueltas por unidad de longitud. Estas vueltas se propagan luego continuamente en el hilo monófilo suministrado a continuación. El torcimiento o bien las vueltas se propagan por lo tanto continuamente durante el proceso de rizado de retorcido-destorcido. Puesto que la propagación de las vueltas tiene ciertos límites, el proceso funciona con relativa lentitud, con lo que la productividad de este procedimiento no es especialmente elevada. Por el documento US-A-3 423 924, así como DE-A-2028959 se conocen respectivos procedimientos para fabricar monofilamentos texturizados, en los que dos monófilos se desenrollan de dos bobinas, se texturizan mediante un dispositivo de torsión falsa, a continuación se separan y se bobinan separadamente. Por el documento US-A-3 643 412 se conoce un procedimiento análogo al del US-A-3 423 924, en el que se texturizan hilos en lugar de monofilamentos. Por el documento US-A-3 645 082 se conoce un procedimiento para texturizar cadenas multifilamento en los que las cadenas multifilamento se extraen por encima de la cabeza, resultando un giro. No obstante, en el procedimiento conocido por el documento US-A-3 645 082 ya no se separan los monófilos texturizados, con lo que el giro existente no altera el subsiguiente proceso. Un inconveniente de todos los procedimientos antes citados es que los monofilamentos texturizados de esta forma sólo presentan un rizado relativamente bajo. Existe así todavía la necesidad de un procedimiento con el que sea posible texturizar monófilos a elevada velocidad, así como de un procedimiento que aporte monófilos con un elevado rizado. Por lo tanto es tarea de la invención aportar un procedimiento con el que se puedan texturizar monófilos con rapidez y que dé lugar a monófilos que presenten un rizado satisfactorio y con ello den lugar a productos con un buen ahuecado. Esta tarea se resuelve mediante un procedimiento para texturizar monófilos que se caracteriza porque se desenrollan al menos dos monófilos de un portahilos, se les somete a una texturización por torsión falsa y a continuación se separan los monófilos y se bobinan separadamente. Como dispositivo para la torsión falsa pueden utilizarse grupos usuales para torsión falsa como - grupos de disco, - pequeñas correas cruzadas (Murata), - o husillos magnéticos, ES 2 367 309 T3 2 ES 2 367 309 T3 preferiblemente un grupo de fricción de discos, en particular un grupo de fricción de discos de tres ejes. Estos dispositivos se describen a modo de ejemplo en Fourne Fibras sintéticas, Editorial Carl Hanser Munich Viena 1995, por ejemplo en las páginas 432 y siguientes. La máquina de texturización por torsión falsa presenta usualmente al menos un equipo para calentar los monofilamentos (calentador), que sirve para fijar el texturizado. La temperatura utilizada para fijar el texturizado depende del tipo de polímeros, siendo estas temperaturas conocidas en general. Para polietilentereftalato puede encontrarse esta temperatura por ejemplo en la gama de 170ºC a 230ºC. Además pueden utilizarse también máquinas de texturización por torsión falsa, que presentan dos o más calentadores. La temperatura del segundo calentador puede encontrarse por encima o por debajo de la temperatura del calentador para fijar el texturizado. Una temperatura del segundo calentador por encima de la temperatura del calentador para fijar el texturizado da lugar en general a un tacto más duro del monofilamento texturizado. Usualmente puede encontrarse la temperatura del segundo calentador 10 hasta 40ºC, preferiblemente 20 a 30ºC por debajo de la temperatura del calentador para fijar el texturizado. Las fuerzas de tracción del hilo con las que se texturizan los monófilos pueden encontrarse en una amplia gama, dependiendo las mismas del diámetro de los monófilos. Preferiblemente se encuentran las fuerzas de tracción del hilo en el texturizado en la gama de 0,07 a 0,6 cN/dtex, de manera especialmente preferente en la gama de 0,15 a 0,4 cN/dtex, refiriéndose estas indicaciones al diámetro de los monófilos antes del texturizado de los monófilos. Para separar los monofilamentos texturizados por torsión falsa es especialmente adecuado un grupo de retorcido-destorcido. Un tal grupo es igualmente de por sí conocido y se describe por ejemplo en Fourne Fibras sintéticas, editorial Carl Hanser Munich Viena 1995, por ejemplo en las páginas 436 y siguientes. Para realizar el procedimiento correspondiente a la invención son adecuados los monófilos usuales de los polímeros conocidos formadores de fibras, como poliéster, en particular polietilentereftalato (PET), polibutilentereftalato (PBT), politrimetiltereftalato (PTT), polioximetileno (POM), poliamida (PA), en particular poliamida 6 y poliamida 66, poliolefinas, en particular polietileno (PE) y polipropileno (PP). Los monófilos pueden presentar ya, debido a las condiciones que reinan en la extrusión de los polímeros, una cierta orientación, utilizándose preferiblemente los llamados hilos POY, es decir, hilos parcialmente orientados o partially oriented yarns. Otro procedimiento de fabricación es el hilado con estirado, en el que se fabrican y bobinan monófilos completamente estirados (FOY, es decir, fully oriented yarns o hilos completamente orientados). Estos monófilos totalmente estirados pueden texturizarse igualmente según el procedimiento correspondiente a la invención. En el caso de que se texturicen hilos parcialmente orientados, pueden los mismos estirarse simultáneamente con el texturizado. La relación de estiraje se encuentra preferiblemente en la gama de 1:1 a 1:2,5, dependiendo este valor por ejemplo del polímero utilizado para fabricar el monófilo y/o de la orientación de los monófilos tras el hilado. Para PET puede encontrarse la relación de estiraje por ejemplo en la gama de 1:1,7 a 1:2,3. Para PTT y PBT se utiliza a menudo una relación de estiraje de 1:1 a 1:1,7, sin que esto deba significar una limitación. Los monófilos son desenrollados en general por un portahilos como bobinas y llevados al dispositivo de texturización, siendo importante que los monofilamentos no se retuerzan entre sí antes del proceso de texturización, para que no resulten ya antes del proceso de texturización retorcimientos indeseados, que perjudicarían el proceso de separación. Se llevan preferiblemente dos monófilos al dispositivo de texturización, pero pueden utilizarse también más monófilos, por ejemplo tres o más. Los monofilamentos pueden llevarse a elevada velocidad a través del dispositivo de torsión falsa. Entonces son usuales velocidades de texturización de por ejemplo 300 m/min hasta 1200 m/min, preferentemente 300 hasta 800 m/min, preferiblemente 500 a 800 m/min, en... [Seguir leyendo]
Reivindicaciones:
caracterizado porque se desenrollan al menos dos monófilos de un portahilos, se someten a una texturización por torsión falsa y se separan a continuación los monófilos y se bobinan separadamente. 2. Procedimiento según la reivindicación 1, caracterizado porque se utiliza como dispositivo para el retorcido-destorcido un grupo de fricción de discos. 3. Procedimiento según la reivindicación 2, caracterizado porque se utiliza un grupo de fricción de discos de tres ejes. 4. Procedimiento según al menos una de las reivindicaciones 1 a 3, caracterizado porque se separan los monofilamentos tras el texturizado por torsión falsa en un grupo de retorcidodestorcido. 5. Procedimiento según al menos una de las reivindicaciones 1 a 4, caracterizado porque se realiza el texturizado por torsión falsa y la separación separadamente en el espacio y/o en el tiempo. 6. Procedimiento según al menos una de las reivindicaciones 1 a 5, caracterizado porque se utilizan monófilos de poliéster, en particular polietilentereftalato (PET), polibutilentereftalato (PBT), politrimetiltereftalato (PTT), polioximetileno (POM), poliamidas (PA), en particular poliamida 6 y poliamida 66, poliolefinas, en particular polietileno (PE) y polipropileno (PP). 7. Procedimiento según al menos una de las reivindicaciones 1 a 6, caracterizado porque se utilizan los llamados monófilos POY. 8. Procedimiento según al menos una de las reivindicaciones 1 a 6, caracterizado porque se utilizan monófilos FOY. 9. Procedimiento según al menos una de las reivindicaciones 1 a 8, caracterizado porque la velocidad de texturización se encuentra en la gama de 500 a 1200 m/min. 10. Procedimiento según al menos una de las reivindicaciones 1 a 9, caracterizado porque las fuerzas de tracción del hilo con las que se texturizan los monófilos se encuentran en la gama de 0,07 a 0,6 cN/dtex. 11. Procedimiento según al menos una de las reivindicaciones 1 a 9, caracterizado porque la resistencia a la rotura de los monófilos fabricados se encuentra en la gama de 20 a 50 cN/tex. 12. Procedimiento según la reivindicación 11 ó 12, caracterizado porque el alargamiento de rotura de los monófilos fabricados se encuentra en la gama de 15 a 40%. 13. Procedimiento según la reivindicación 11 ó 12, caracterizado porque el rizado de los monófilos fabricados es de al menos un 4%. 14. Procedimiento según la reivindicación 13, ES 2 367 309 T3 caracterizado porque el rizado de los monófilos fabricados es de al menos un 20%. 15. Procedimiento según al menos una de las reivindicaciones 11 a 14, caracterizado porque la resistencia al rizado de los monófilos fabricados es de al menos un 65%. 16. Procedimiento según al menos una de las reivindicaciones 11 a 15, caracterizado porque el brillo de los monófilos fabricados es de como máximo un 20% (grado de brillo). 7
Patentes similares o relacionadas:
MATERIAL DE HILO., del 16 de Enero de 2001, de J & P COATS, LIMITED: SE MUESTRA UN METODO PARA LA FABRICACION DE UN MATERIAL TRENZADO QUE COMPRENDE EL ESTIRADO Y RETORCIDO DE UNA CINTA DE MATERIAL QUE SE PUEDE ESTIRAR.
DISPOSITIVO DE CRESPADO DE TORCIDO FALSO, del 1 de Enero de 1998, de B A R M A G AG: LA INVENCION SE REFIERE A UN DISPOSITIVO PARA RETORCIDO FALSO DE HEBRAS DE SINTESIS DE UN RAYADO EN S O TAMBIEN EN Z CON UN DISCO DE ROZAMIENTO ACCIONADO […]
PERFECCIONAMIENTOS EN DISPOSITIVOS DE FALSA TORSION PARA MAQUINAS TEXTILES., del 1 de Febrero de 1980, de MASCHINENFABRIK RIETER A.G.: Perfeccionamientos en dispositivos de falsa torsión para máquinas textiles, del tipo de los que comprenden la menos una superficie accionada, impartidora de torsión, y al […]
TEXTURIZADORA POR FALSA TORSION, del 16 de Febrero de 2008, de OERLIKON TEXTILE GMBH & CO. KG: Texturizadora por falsa torsión para la texturización por falsa torsión de múltiples hilos sintéticos, con varios puestos de trabajo, que presentan respectivamente […]
CILINDRO MEJORADO PARA MAQUINAS APLICABLES A LA OBTENCION DE TEJIDOS LABRADOS, del 16 de Febrero de 1971, de MONTFORT FABA,JUAN: Cilindro mejorado para máquinas aplicables a la obtención de tejidos labrados, caracterizado esencialmente por el hecho de estar constituido por varios cuerpos tubulares […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 TEXTURIZADORA POR FALSA TORSION, del 16 de Febrero de 2008, de OERLIKON TEXTILE GMBH & CO. KG: Texturizadora por falsa torsión para la texturización por falsa torsión de múltiples hilos sintéticos, con varios puestos de trabajo, que presentan respectivamente […]
TEXTURIZADORA POR FALSA TORSION, del 16 de Febrero de 2008, de OERLIKON TEXTILE GMBH & CO. KG: Texturizadora por falsa torsión para la texturización por falsa torsión de múltiples hilos sintéticos, con varios puestos de trabajo, que presentan respectivamente […] CILINDRO MEJORADO PARA MAQUINAS APLICABLES A LA OBTENCION DE TEJIDOS LABRADOS, del 16 de Febrero de 1971, de MONTFORT FABA,JUAN: Cilindro mejorado para máquinas aplicables a la obtención de tejidos labrados, caracterizado esencialmente por el hecho de estar constituido por varios cuerpos tubulares […]
CILINDRO MEJORADO PARA MAQUINAS APLICABLES A LA OBTENCION DE TEJIDOS LABRADOS, del 16 de Febrero de 1971, de MONTFORT FABA,JUAN: Cilindro mejorado para máquinas aplicables a la obtención de tejidos labrados, caracterizado esencialmente por el hecho de estar constituido por varios cuerpos tubulares […]