PROCEDIMIENTO PARA FABRICACIÓN DE UN PISTÓN PARA UN MOTOR DE COMBUSTIÓN, ASÍ COMO PISTÓN FABRICADO DE ACUERDO CON ESTE PROCEDIMIENTO.
Procedimiento para la fabricación de un pistón para un motor de combustión,
que tenga por lo menos un canal de refrigeración (12) y por lo menos una ranura armada para un segmento de pistón (14), con los pasos siguientes: - fabricación de una pieza bruta de pistón (1), - mecanizar una ranura (10) en la pieza bruta de pistón (1), comprendiendo el canal de refrigeración (12) y un anillo exterior (11), - rellenar el canal de refrigeración (12) con una masa (2) que se pueda eliminar, - rellenar el anillo exterior (11) con un material de refuerzo (3), - eliminar la masa (2) que se puede eliminar y - mecanizado de acabado del pistón
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/007909.
Solicitante: FEDERAL-MOGUL NURNBERG GMBH.
Nacionalidad solicitante: Alemania.
Dirección: NOPITSCHSTRASSE 67 90441 NÜRNBERG ALEMANIA.
Inventor/es: HOFMANN, LOTHAR, REICHSTEIN,SIMON,DR, KONRAD,Peter.
Fecha de Publicación: .
Fecha Solicitud PCT: 9 de Agosto de 2006.
Clasificación Internacional de Patentes:
- B23P15/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 15/00 Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase. › de pistones.
- F02F3/22 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F02 MOTORES DE COMBUSTION; PLANTAS MOTRICES DE GASES CALIENTES O DE PRODUCTOS DE COMBUSTION. › F02F CILINDROS, PISTONES O CARCASAS PARA MOTORES DE COMBUSTION; DISPOSITIVOS DE ESTANQUEIDAD EN LOS MOTORES DE COMBUSTION. › F02F 3/00 Pistones. › siendo el fluido un líquido.
- F16J1/09 F […] › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16J PISTONES; CILINDROS; RECIPIENTES A PRESION EN GENERAL; JUNTAS DE ESTANQUEIDAD. › F16J 1/00 Pistones; Pistones tubulares; Pistones de faldilla o émbolos buzo (pistones de fuelle F16J 3/06; segmentos de pistón o sus asientos F16J 9/00; pistones rotativos, p. ej. para motores tipo Wankel, F01C; particulares para motores de combustión, es decir, construidos para soportar altas temperaturas o modificados para guiar, encender, vaporizar, o tratar de otra forma a la carga, F02F; pistones especialmente adaptados a motores de pistones alternativos accionados por líquidos F03C 1/28; para bombas F04B; flotadores F16K 33/00). › con medios para conducir fluidos (F16J 1/08 tiene prioridad).
Clasificación PCT:
- B23P15/10 B23P 15/00 […] › de pistones.
- F02F3/22 F02F 3/00 […] › siendo el fluido un líquido.
- F16J9/22 F16J […] › F16J 9/00 Segmentos de pistón, sus asientos; Segmentos de estanqueidad en general de estructura similar (otros segmentos entre pistones y cilindros F16J 3/06, F16J 15/16; herramientas para montar o cambiar los segmentos de pistón u órganos similares B25B; disposiciones para la estanqueidad del pistón o de los cilindros principales de freno B60T 11/236). › Segmentos para impedir el desgaste de las gargantas o alojamientos del mismo género.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
Ámbito de la Invención
La presente invención se refiere a un procedimiento para la fabricación de un pistón para un motor de combustión, que tenga por lo menos un canal de refrigeración y por lo menos una ranura armada para un segmento de pistón, así como un pistón fabricado según este procedimiento.
Estado de la Técnica
Los pistones para automóviles de turismo, en particular los pistones para automóviles de turismo con motor diesel, están expuestos durante el funcionamiento a altas temperaturas y presiones. Por eso es necesario que haya una refrigeración eficaz del pistón, y que éste tenga un refuerzo en los puntos expuestos a fuertes solicitaciones mecánicas. Para este fin, los pistones de motores diesel de automóviles de turismo están dotados por lo general de canales de refrigeración, a través de los cuales se hace pasar aceite de refrigeración y/u otro fluido de refrigeración, para evacuar calor del pistón.
Para fabricar un pistón con un canal de refrigeración se conoce por ejemplo por el documento DE 196 49 363 C2 el sistema de colocar un macho fusible de sal en una oquedad de un molde de fundición para un pistón. El macho fusible se vuelve a eliminar lavando después de la colada y solidificación.
También es conocido el hecho de realizar el pistón con un soporte de segmento de pistón reforzado o armado, a causa de la elevada presión superficial y solicitación al desgaste existente en la primera ranura de segmento de pistón. Para ello se conoce por ejemplo integrar el soporte del segmento del pistón en el pistón mediante lo que se llama un procedimiento Alfin. En éste se une el pistón fabricado de una aleación de aluminio mediante técnica de fundición con acero o hierro fundido. Para este fin es preciso que los soportes del segmento de pistón se sumerjan primeramente en una masa fundida de aluminio – silicio (masa fundida Al-Si). Los soportes de anillo de pistón humedecidos con la masa fundida fluida se colocan en la herramienta de colada y se funde alrededor de ellos.
Por el documento DE 196 49 363 C2 es conocido que para formar una ranura de segmento de pistón armada se realice el macho de fundición de sal con un anillo exterior, que va colocado en el pistón en lugar del futuro soporte del segmento de pistón. El anillo exterior se retira después de la colada del pistón, y el espacio creado de este modo se rellena con un
material de refuerzo.
Una parte considerable de los costes de fabricación de un pistón para motor diesel se debe a la fabricación y/o colocación manual de una pieza postiza, tal como por ejemplo el macho fusible. Además las variaciones de posición al colocar las piezas postizas pueden dar lugar a errores en la fabricación. Tampoco es posible automatizar la fabricación de los pistones a causa de las piezas postizas, o lo es sólo con unos costes muy elevados.
Unos procedimientos alternativos para la fabricación de pistones similares se conocen por los documentos JP 20002113413 ó JP 03138438.
Exposición de la Invención
Constituye por lo tanto el objetivo de la presente invención crear un procedimiento sencillo mediante el cual se pueda fabricar de forma automatizada un pistón con canal de refrigeración y una ranura para segmento de pistón armada, así como un pistón fabricado de acuerdo con esto.
Este objetivo se resuelve por medio de los objetos de las reivindicaciones 1 y 8.
Para este fin se prepara primeramente una pieza bruta de pistón. En la pieza bruta de pistón se mecaniza una ranura que comprende el canal de refrigeración y un anillo exterior. El canal de refrigeración se rellena a continuación con una masa que se pueda retirar. El anillo exterior se rellena con un material de refuerzo. A continuación se retira del canal de fabricación la masa que se puede eliminar y se termina de mecanizar el pistón. De este modo se obtiene un pistón que presenta un canal de refrigeración y que está realizado por lo menos con una ranura reforzada para el segmento de pistón. Todas las fases del proceso se pueden realizar de forma automatizada. La pieza bruta del pistón se puede fabricar sin piezas postizas, por lo menos en la zona del canal de refrigeración.
La pieza bruta del pistón se fabrica preferentemente mediante un procedimiento de fundición. Para ello se puede utilizar un molde de fundición sencillo, sin piezas postizas ni/o destalonados. Además, con un molde de fundición se pueden fabricar pistones con diferentes canales de refrigeración.
La ranura se realiza preferentemente torneándola en la pieza bruta del pistón. Dado que un pistón presenta una forma que tiene esencialmente simetría de rotación, se puede realizar económicamente un mecanizado de torneado automatizado de la pieza bruta del pistón.
En otra forma de realización se introduce en el canal de refrigeración una masa de sal, como masa que se puede eliminar. Una masa de sal se puede lavar económicamente para eliminarla del canal de refrigeración después de llenar el anillo exterior con el material de
refuerzo.
El material de refuerzo se suelda preferentemente dentro del anillo exterior. Para ello el anillo exterior se rellena preferentemente en su totalidad por el material de refuerzo. Cabe imaginar aplicar el material de refuerzo en varias capas.
En otra forma de realización se inyecta el material de refuerzo en el anillo exterior mediante un procedimiento de proyección por láser. Dado que el canal de refrigeración está lleno con la masa que se puede eliminar, por ejemplo la sal, se puede introducir el material de refuerzo en el anillo exterior mediante el procedimiento de proyección por láser o por un procedimiento de soldadura, sin que sea necesario proteger el anillo mediante un anillo de recubrimiento.
Muy preferentemente se mecaniza al menos la primera ranura anular durante el mecanizado de acabado del pistón, en el borde exterior del pistón. Al mismo tiempo cabe imaginar también aplicar el material de refuerzo de tal modo que simultáneamente se forme una ranura anular. Al rellenar completamente el anillo exterior y mecanizar a continuación la ranura para el segmento de pistón se pueden sin embargo automatizar mejor las dos fases de trabajo.
El objetivo se resuelve además por medio de un pistón que se fabrica con un procedimiento conforme a la invención, estando fabricado el pistón de una aleación de aluminio y siendo el material de refuerzo de metal, de una aleación metálica o de un material compuesto de cerámica y metal. Estos materiales son especialmente adecuados para la fabricación de un pistón que presente las características deseadas.
El material de refuerzo consiste preferentemente en una aleación de níquel – cobre o en acero inoxidable. Estos materiales son especialmente adecuados para colocar el material de refuerzo mediante un proceso de soldadura.
En otra forma de realización, el material de refuerzo es de una aleación de níquel. Las aleaciones de níquel son especialmente adecuadas para la colocación del material de refuerzo mediante un procedimiento de proyección láser.
Breve descripción de los Dibujos
La invención se describe a continuación a título de ejemplo mediante unas formas de realización preferentes. Para componentes iguales se han empleado las mismas referencias.
En los dibujos pueden verse:
Fig. 1 una representación esquemática de una pieza bruta de pistón;
Fig. 2 una pieza bruta de pistón según la Fig. 1, teniendo mecanizada una ranura;
Fig. 3 la pieza bruta de pistón según la Fig. 2, donde un canal de refrigeración ha sido rellenado con una masa que se puede eliminar;
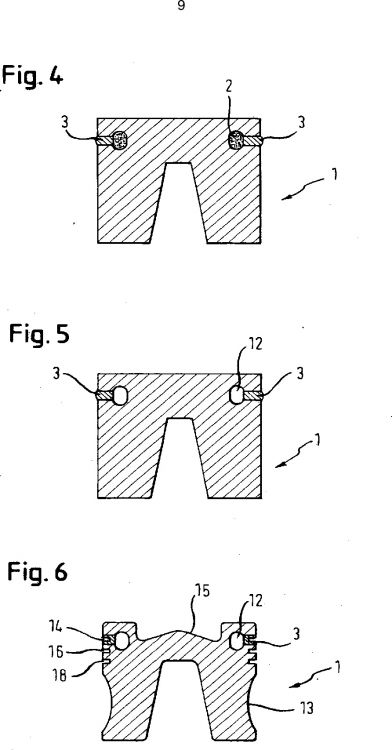
Fig. 4 la pieza bruta de pistón según la Fig. 3, donde un anillo exterior ha sido rellenado con un material de refuerzo;
Fig. 5 la pieza bruta de pistón según la Fig. 4, en la que se ha eliminado del canal de refrigeración la masa eliminable, y
Fig. 6 un pistón terminado de mecanizar.
Descripción detallada de una forma de realización preferente de la Invención
La Fig. 1 muestra esquemáticamente una pieza bruta de pistón 1. La forma posterior del pistón terminado de mecanizar está indicada por una línea. El pistón terminado de mecanizar comprende un canal de refrigeración 12 y unas...
Reivindicaciones:
1. Procedimiento para la fabricación de un pistón para un motor de combustión, que tenga por lo menos un canal de refrigeración (12) y por lo menos una ranura armada para un segmento de pistón (14), con los pasos siguientes:
- fabricación de una pieza bruta de pistón (1),
- mecanizar una ranura (10) en la pieza bruta de pistón (1), comprendiendo el canal de refrigeración (12) y un anillo exterior (11),
- rellenar el canal de refrigeración (12) con una masa (2) que se pueda
eliminar,
- rellenar el anillo exterior (11) con un material de refuerzo (3),
- eliminar la masa (2) que se puede eliminar y
- mecanizado de acabado del pistón.
2. Procedimiento según la reivindicación 1, caracterizado porque la pieza bruta del pistón
(1) está fabricada por un procedimiento de fundición.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la ranura (10) se mecaniza mediante torneado.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque en el canal de refrigeración (12) se introduce una masa de sal, como masa que se pueda eliminar (2).
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque en el anillo exterior (11) se suelda el material de refuerzo (3).
6. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque en el anillo exterior (11) se inyecta el material de refuerzo (3) mediante un procedimiento de proyección por láser.
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque durante el mecanizado de acabado se realiza mecánicamente una ranura para segmento de pistón (14, 16, 18) en el borde exterior del pistón.
8. Pistón fabricado mediante un procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque el pistón está fabricado de una aleación de aluminio y porque el material de refuerzo (3) es de metal, de una aleación metálica o de un material compuesto de cerámica y metal.
9. Pistón según la reivindicación 7, caracterizado porque el material de refuerzo consiste en una aleación de níquel – cobre o en acero inoxidable.
10. Pistón según la reivindicación 7, caracterizado porque el material de refuerzo (3) consiste en una aleación de níquel.
Patentes similares o relacionadas:
Estructura de montaje de dispositivo de chorro de aceite de enfriamiento de pistón en motor de combustión interna, del 26 de Julio de 2017, de HONDA MOTOR CO., LTD.: Una estructura de montaje para un dispositivo de chorro de aceite de enfriamiento de pistón, que incluye un dispositivo de chorro de aceite de enfriamiento […]
Construcción ligera de un émbolo diesel, del 8 de Junio de 2016, de FEDERAL-MOGUL NURNBERG GMBH: Émbolo para un motor de combustión con un fondo de émbolo , una cabeza de émbolo cilíndrica, que se conecta en el fondo de émbolo , y un cuerpo de émbolo […]
Procedimiento para la fabricación de un pistón para un motor de combustión interna, del 27 de Abril de 2016, de FEDERAL-MOGUL NURNBERG GMBH: Procedimiento para la fabricación de un pistón para un motor de combustión interna, en el que en un pistón en bruto colado se incorpora una ranura […]
 Pistón para un motor de combustión interna y motor de combustión interna con un pistón, del 12 de Febrero de 2016, de FEDERAL-MOGUL NURNBERG GMBH: Pistón para un motor de combustión interna, que presenta en su borde inferior opuesto al fondo de pistón al menos un rebaje , caracterizado porque […]
Pistón para un motor de combustión interna y motor de combustión interna con un pistón, del 12 de Febrero de 2016, de FEDERAL-MOGUL NURNBERG GMBH: Pistón para un motor de combustión interna, que presenta en su borde inferior opuesto al fondo de pistón al menos un rebaje , caracterizado porque […]
Método para controlar un circuito de refrigeración de pistones de un motor de combustión interna de un vehículo industrial, del 3 de Junio de 2015, de FPT Industrial S.p.A: Método para controlar un circuito de refrigeración de los pistones de un motor de combustión interna, donde dicho circuito comprende una bomba de circulación y medios para […]
Procedimiento para la fabricación de un pistón para un motor de combustión interna, del 21 de Octubre de 2013, de FEDERAL-MOGUL NURNBERG GMBH: Procedimiento para la fabricación de un pistón para un motor de combustión interna, en el que en primerlugar se rebaja una zona que con el pistón […]
 Émbolo para un motor de combustión, del 8 de Agosto de 2012, de FEDERAL-MOGUL NURNBERG GMBH: Émbolo para un motor de combustión, con al menos un canal de enfriamiento, que exclusivamente en la región de al menos una entrada y de al menos una salida […]
Émbolo para un motor de combustión, del 8 de Agosto de 2012, de FEDERAL-MOGUL NURNBERG GMBH: Émbolo para un motor de combustión, con al menos un canal de enfriamiento, que exclusivamente en la región de al menos una entrada y de al menos una salida […]
PISTÓN DE DOS PARTES PARA UN MOTOR DE COMBUSTIÓN INTERNA, del 7 de Febrero de 2012, de MAHLE INTERNATIONAL GMBH: Pistón refrigerado de dos partes para un motor de combustión interna, que está constituido por una parte superior del pistón con una pared anular […]