PROCEDIMIENTO Y DISPOSITIVO PARA EVITAR LA CONTAMINACIÓN SOBRE UN DISPOSITIVO DE TRANSPORTE POR FIBRAS RECIÉN ENCOLADAS.
Procedimiento para evitar la contaminación sobre una cara interior de pared (53,
54, 55, 56, 67) de un dispositivo de transporte (10) para fibras (60) previstas para la producción de placas de fibras, que tras un humedecimiento con cola en un unidad de encolado en seco (2) se transportan por el dispositivo de transporte (10) a una unidad de procesamiento posterior (13) mediante aire de transporte, en el que existe inmediatamente tras el humedecimiento de las fibras (60) con cola una adhesividad en frío de la cola, que se caracteriza porque material seco (50) que se ha obtenido en el transcurso del procesamiento posterior de las fibras encoladas y que ya no presenta cola con adhesividad en frío, es retornado a la corriente (7) de fibras (60) que aún presentan cola con adhesividad en frío en el dispositivo de transporte (10)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/011672.
Solicitante: FLAKEBOARD COMPANY LIMITED
SCHNEIDER, FRITZ.
Nacionalidad solicitante: Canadá.
Dirección: 151 CHURCH STREET ST. STEPHEN, NB, E3L 3A6 CANADA.
Inventor/es: SCHNEIDER, FRITZ.
Fecha de Publicación: .
Fecha Solicitud PCT: 2 de Noviembre de 2005.
Clasificación Internacional de Patentes:
- B27N1/02F
Clasificación PCT:
- B27N1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27N FABRICACION DE OBJETOS POR PROCEDIMIENTOS EN SECO, CON O SIN AGENTES AGLOMERANTES ORGANICOS, A PARTIR DE PARTICULAS O DE FIBRAS DE MADERA O DE OTRAS MATERIAS LIGNOCELULOSICAS O SUSTANCIAS ORGANICAS ANALOGAS (conteniendo materias de cemento B28B; formación de sustancias en estado plástico B29C; tableros de fibras hechos a partir de suspensiones de fibras D21J; secado F26B 17/00). › B27N 1/00 Pretratamiento de materiales de moldeo. › Mezcla de materiales con un agente aglomerante (mezcla en general B01F).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2362394_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento para evitar la contaminación sobre una cara interior de pared de un dispositivo de transporte para fibras previstas para la producción de placas de fibras según el concepto general de la reivindicación 1. Además la invención se refiere a un dispositivo correspondiente según el concepto general de la reivindicación 9. Las fibras se producen preferiblemente a partir de materiales que contienen lignocelulosa y/o celulosa. Las placas de fibras se tratan particularmente de placas de fibras ligeras, de densidad media o de alta densidad.
Es habitual encolar fibras en estado húmedo que se prevén para la producción de placas MDF o HDF. De forma alternativa se pueden encolar las fibras también en estado seco. Se describe, por ejemplo, un encolado en seco en el documento WO 02/14038 A1. Con el denominado encolado en seco se da un problema relativo a que las fibras de madera recién encoladas debido a una adhesividad en frío de la cola que aparece inmediatamente tras el encolado tienden a adherirse a las paredes de un dispositivo de transporte, el cual se encuentra a continuación de la unidad de encolado en seco y por ello se tienen que transportar las fibras por vía neumática a una unidad de procesamiento posterior.
La adhesividad en frío o poder adhesivo en frío de la cola, que se designa como “adhesión”, conlleva sólo un par de segundos tras el humedecimiento de las fibras con cola. La adhesividad en frío se reduce muy rápidamente, ya que el aire de transporte en el dispositivo de transporte neumático provoca un secado de la superficie de la cola en poco tiempo. Las impurezas en una cara interior de la pared del dispositivo de transporte representan en la práctica un problema serio. Particularmente con el desprendimiento de las impurezas desde la pared pueden darse las denominadas manchas de cola en la placa de fibras fabricada.
Para contrarrestar el problema señalado se toman en la práctica diversas medidas, también combinadas entre ellas. A este respecto se trata de un calentamiento del aire de transporte para conseguir un secado de la superficie lo más rápido posible de la cola, o una entremezcla de agentes de desmoldeo líquidos que reducen la adhesividad en frío de la cola. Además se lleva a cabo en la práctica también un enfriamiento de la cara interior de la pared del dispositivo de transporte mediante un refrigerante, que se encuentra en una envoltura del conducto de transporte. De este modo se consigue una película de agua de condensación permanente en la cara interior de la pared, lo que evita una adhesión de fibras recién encoladas. Además se conoce de los documentos DE 102 47 412 A1, DE 102 47 413 A1 así como DE 102 47 414 A1 proveer en un pozo de caída de un dispositivo de encolado una corriente de aire envolvente, que rodee las fibras recién encoladas. El aire envolvente que puede tratarse de aire fresco precalentado con coste energético en un intercambiador de calor sirve para impedir deposiciones en las paredes del pozo de caída. Debido a que el aire envolvente no contiene material de fibra alguno, puede producirse fácilmente un contacto de las fibras encoladas o la niebla de cola (véase más adelante) con las paredes del pozo de caída debido a turbulencias de aire.
En todas estas medidas es desventajoso que sean caras, consumen mucha energía y son de resultado no satisfactorio.
Del documento EP 1 398 127 A1 se conoce un procedimiento general en el que se alimenta en lugar de las fibras un material de madera en pequeños trozos a la corriente de aire de transporte antes del tramo de encolado en seco. Con las partículas del material de madera en pequeños trozos se arrastra la polución que se encuentra en las paredes interiores. Es desventajoso en este procedimiento conocido que se trate de un procedimiento de limpieza que se lleve a cabo por separado.
Además se conoce respectivamente de los documentos DE 102 47 412 A1, DE 102 47 413 A1 y DE 102 47 414 A1 alimentar una parte de las fibras separadas en un ciclón de nuevo al encolado de fibras. Esta medida sirve sin embargo exclusivamente para conseguir un encolado más efectivo. Además en estos documentos se describe aplicar fibras no encoladas a una cinta transportadora de filtro prevista para la conformación de una napa de fibras, antes de que se dispersen las fibras encoladas sobre la cinta transportadora de filtro. Se forma así en cierto modo una napa previa sobre la cinta transportadora de filtro de modo que las fibras encoladas no llegan directamente a la cinta transportadora de filtro. De esta forma se puede reducir o impedir la contaminación de la cinta transportadora de filtro con fibras que aún se adhieran en frío o también con cola.
Del documento DE 16 53 264 A1 se conocen un procedimiento y un dispositivo para encolar virutas de madera, en el que virutas que se han encolado poco o aún no se han encolado se retornan al proceso de encolado. Se describe también alimentar virutas después de recorrer un primer dispositivo de encolado a un dispositivo de encolado posterior. Sin embargo no se divulgan medidas para evitar que la contaminación de un dispositivo de transporte dispuesto a continuación de un dispositivo de encolado.
La invención se basa en el objetivo de proporcionar un procedimiento efectivo y en general no costoso para evitar las contaminaciones sobre una cara interior de la pared de un dispositivo de transporte. Además la invención se basa en el objetivo de proveer un dispositivo de este tipo.
El objetivo que se refiere al procedimiento se consigue con las características de la reivindicación 1. Las fibras se alimentan después del encolado que se lleva a cabo en estado seco, que tiene lugar por lo general en un entorno sin carcasa, a un dispositivo de transporte. En este dispositivo de transporte se transportan las fibras por vía neumática. A este respecto se retorna el material seco a la corriente de fibras que aún presentan cola de adhesividad en frío (en lo sucesivo también denominadas fibras recién encoladas) al o a los dispositivo(s) de transporte. El material seco se trata de material encolado que se ha obtenido en el transcurso del procesamiento posterior de fibras encoladas y que ya no presenta cola de adhesividad en frío. Preferiblemente se añade el material seco lo más pronto posible tras el encolado a la corriente de fibras recién encoladas. De forma particular se prefiere añadir el material seco a la corriente de fibras recién encoladas cuando estas entren en el dispositivo de transporte. Se puede prever también añadir de manera controlada material seco en puntos discrecionales del dispositivo de transporte neumático, que son especialmente críticos en lo que respecta a las contaminaciones, a la corriente de fibras recién encoladas.
El material seco se puede retornar particularmente de modo que se mezcle con las fibras que aún presentan cola con adhesividad en frío y con ello llegar inmediatamente a la corriente de estas fibras. El material seco roza con la cara interior de la pared del dispositivo de transporte y de este modo hace que la pared se mantenga limpia. Además el material seco absorbe niebla de cola que se encuentra en el aire de transporte. Esta niebla de cola se trata de gotas de cola finas que se generan mediante una pulverización de la cola en la unidad de encolado en seco y no llegan a las fibras encoladas, sino que permanecen en la corriente de aire y pueden conducir a contaminaciones y deposiciones en las paredes interiores del dispositivo de transporte. Estas gotas de cola residuales en libre suspensión constituyen aproximadamente el 1% de la cola pulverizada en la unidad de encolado en seco. Si el material seco se devuelve a la corriente de fibras recién encoladas se reduce de forma correspondiente el contacto de estas fibras recién encoladas con el dispositivo de transporte.
Debido a que el material seco se ha obtenido en el transcurso del procesamiento posterior de las fibras encoladas y por tanto se devuelve al origen de estas fibras, presenta un calor que se mantiene en la realimentación del material al proceso completo de procesamiento de las fibras. Además el material devuelto también se mantiene caliente por el aire de transporte caliente.
El material seco se retorna preferiblemente de modo que se conduzca en el dispositivo de transporte entre la corriente de fibras recién encoladas y la al menos una cara interior de la pared del dispositivo de transporte. De este modo se evita que entren en contacto fibras recién encoladas inmediatamente con la cara interior de la pared del dispositivo de transporte.
Es... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para evitar la contaminación sobre una cara interior de pared (53, 54, 55, 56, 67) de un dispositivo de transporte (10) para fibras (60) previstas para la producción de placas de fibras, que tras un humedecimiento con cola en un unidad de encolado en seco (2) se transportan por el dispositivo de transporte
(10) a una unidad de procesamiento posterior (13) mediante aire de transporte, en el que existe inmediatamente tras el humedecimiento de las fibras (60) con cola una adhesividad en frío de la cola, que se caracteriza porque material seco (50) que se ha obtenido en el transcurso del procesamiento posterior de las fibras encoladas y que ya no presenta cola con adhesividad en frío, es retornado a la corriente (7) de fibras (60) que aún presentan cola con adhesividad en frío en el dispositivo de transporte (10).
2. Procedimiento según la reivindicación 1, caracterizado porque el material seco (50, 61, 66) es retornado de tal modo que se conduce en el dispositivo de transporte (10) entre la corriente (7) de fibras (60) que aún presentan cola con adhesividad en frío y la cara interior de la pared (53, 54, 55, 56, 67).
3. Procedimiento según la reivindicación 2, caracterizado porque la corriente (7) de fibras (60) que aún presentan cola con adhesividad en frío está rodeada al menos parcialmente por el material seco (50, 61, 66).
4. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el material seco (50, 61, 66) se trata de material de fibra, que se ha separado con un rodillo de escalpado (39) de una napa de fibras conformada.
5. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el material seco (50, 61, 66) se trata de material de fibras, que se ha desgastado mediante una unidad de rebordeo lateral (40) de una napa de fibras conformada.
6. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque el material seco (50, 61, 66) se trata de fibras que se han apartado de una corriente de fibras encoladas.
7. Procedimiento según la reivindicación 6, caracterizado porque el material seco (50, 61, 66) se trata de fibras que se han apartado (24) de una corriente de fibras encoladas entre una clasificadora (21) y un búnker de dosificación (23) que está antepuesto a una máquina de conformado.
8. Procedimiento según una de las reivindicaciones precedentes caracterizado porque el material seco (50, 61, 66) presenta polvo de lijado que se ha generado mediante un lijado de una placa de fibra bruta fabricada por prensado de una napa de fibras, en el que ya está endurecida la cola del polvo de lijado.
9. Dispositivo (1) con una unidad de encolado en seco (2) para humedecimiento de fibras previstas para la producción de placas de fibras con cola y con un dispositivo de transporte (10) para el transporte de las fibras encoladas (60) mediante aire de transporte a una unidad de procesamiento (13) adicional, caracterizado porque el dispositivo (1) presenta medios (24, 34, 38, 41, 42, 45, 46, 62, 64) para retornar el material seco (50) que se ha obtenido en el transcurso del procesamiento posterior de las fibras encoladas y que no presenta ya cola con adhesividad en frío, a la corriente (7) de fibras (60) que aún presentan cola con adhesividad en frío en el dispositivo de transporte (10).
10. Dispositivo según la reivindicación 9, caracterizado porque los medios (24, 34, 38, 41, 42, 45, 46, 62, 64) están expuestos de modo tal que el material seco (50, 61, 66) se mueve en el dispositivo de transporte (10) entre la corriente (7) de fibras que aún presentan cola con adhesividad en frío (60) y una cara interior de la pared (53, 54, 55, 56, 67) del dispositivo de transporte (10).
11. Dispositivo según la reivindicación 10, caracterizado porque los medios (24, 34, 38, 41, 42, 45, 46, 62, 64) están expuestos de modo tal que la corriente (7) de fibras (60) que aún presentan cola con adhesividad en frío está rodeada al menos parcialmente por el material seco (50, 61, 66).
12. Dispositivo según una de las reivindicaciones 9 a 11, caracterizado porque el dispositivo (1) presenta un rodillo de escalpado (39) para desgastar una capa superior de una napa de fibras conformada y una conducción de transporte (34, 38), con la que las fibras (50, 61, 66) separadas se retornan a la corriente (7) de fibras (60) que presentan aún cola con adhesividad en frío.
13. Dispositivo según una de las reivindicaciones 9 a 12, caracterizado porque el dispositivo (1) presenta una unidad de rebordeo lateral (40) para la separación de fibras en bordes longitudinales de una napa de fibras conformada y una conducción de transporte (34, 38), con la que se retornan las fibras separadas (50, 61, 66) a
la corriente (7) de fibras (60) que aún presentan cola con adhesividad en frío.
14. Dispositivo según una de las reivindicaciones 9 a 13, caracterizado porque el dispositivo (1) presenta medios (24, 34, 41, 42, 45, 46, 62, 64) para retornar fibras de la corriente de fibras encoladas como material seco (50, 61, 66) a la corriente (7) de fibras recién encoladas (60).
15. Dispositivo según la reivindicación 14, caracterizado porque el material seco (50, 61, 66) se trata de fibras que se han apartado (24) de una corriente de fibras encoladas entre una clasificadora (21) y un búnker de dosificación (23) que está antepuesto a una máquina de conformado.
16. Dispositivo según una de las reivindicaciones 9 a 15, caracterizado porque el dispositivo (1) presenta una conducción de alimentación (36) unida con una conducción de transporte (34) para polvo de lijado, en el que la conducción de transporte (34) sirve para retornar el polvo de lijado (50, 61, 66) a la corriente (7) de fibras (60) que aún presentan cola con adhesividad en frío, y en el que está ya endurecida la cola del polvo de lijado.
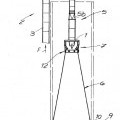
17. Dispositivo según una de las reivindicaciones 10 a 16, caracterizado porque el dispositivo de transporte (10) presenta un pozo de aspiración (5) esencialmente de sección rectangular que se une a la unidad de encolado en seco (2), y están provistos de boquillas de chorro planas (45, 46) para conducir el material seco (50, 61) entre la cara interior de la pared (53, 54, 55, 56, 67) del pozo de aspiración (5) y la corriente (7) de fibras (60) que aún presentan cola con adhesividad en frío.
18. Dispositivo según una de las reivindicaciones 10 a 17, caracterizado porque el dispositivo de transporte (10) presenta un tubo de aspiración (11) en sección redonda y el material seco (50) se alimenta al tubo de aspiración
(11) mediante una boquilla de chorro anular (64) dirigida en su dirección longitudinal que emite el material (50, 66) en forma de anillo a lo largo de una cara interior de la pared (67) del tubo de aspiración (11).
19. Dispositivo según una de las reivindicaciones 9 a 18, caracterizado porque el material seco (50, 61, 66) presenta polvo de lijado que se ha generado mediante un lijado de una placa de fibra bruta fabricada por prensado de una napa de fibras, en el que está ya endurecida la cola del polvo de lijado.
Patentes similares o relacionadas:
 INSTALACIÓN DE ENCOLADO DE FIBRAS PARA FABRICAR TABLEROS DE FIBRAS, ESPECIALMENTE TABLEROS MDF O TABLEROS SIMILARES DE MATERIAL DE MADERA, del 9 de Junio de 2011, de SIEMPELKAMP MASCHINEN- UND ANLAGENBAU GMBH & CO.KG: Instalación de encolado de fibras para fabricar tableros de fibras, que comprende un equipo de alimentación de fibras con al menos una tubería de alimentación de fibras […]
INSTALACIÓN DE ENCOLADO DE FIBRAS PARA FABRICAR TABLEROS DE FIBRAS, ESPECIALMENTE TABLEROS MDF O TABLEROS SIMILARES DE MATERIAL DE MADERA, del 9 de Junio de 2011, de SIEMPELKAMP MASCHINEN- UND ANLAGENBAU GMBH & CO.KG: Instalación de encolado de fibras para fabricar tableros de fibras, que comprende un equipo de alimentación de fibras con al menos una tubería de alimentación de fibras […]
Procedimiento y dispositivo para la fabricación de una placa de material compuesto de madera, del 24 de Junio de 2020, de SWISS KRONO Tec AG: Procedimiento para la fabricación de una placa de material compuesto de madera , en el que el procedimiento presenta las siguientes etapas: a) dispersión […]
Dispositivo de prensado de tableros de material derivado de la madera y procedimiento para supervisar un dispositivo de prensado de tableros de material derivado de la madera, del 22 de Abril de 2020, de SWISS KRONO Tec AG: Dispositivo de prensado de tableros de material derivado de la madera para prensar una torta de fibras para producir un tablero de material […]
Procedimiento para fabricar tableros de compuesto de madera y equipo para fabricar tableros de compuesto de madera, del 18 de Marzo de 2020, de SWISS KRONO Tec AG: Procedimiento para fabricar tableros de compuesto de madera con las etapas: (a) fabricación de un sustrato , incluyendo la fabricación del sustrato […]
Línea de soplado con una curva y planta de procesamiento de fibras con una línea de soplado, del 18 de Marzo de 2020, de Sunds Fibertech AB: Línea de soplado para guiar una corriente de vapor y fibras hacia un secador o un tanque de pulpa de una planta de procesamiento de fibras, […]
Procedimiento y equipo para fabricar una placa de compuesto de madera, del 26 de Febrero de 2020, de SWISS KRONO Tec AG: Procedimiento para fabricar una placa de compuesto de madera , presentando el procedimiento las siguientes etapas: a) se esparce una pluralidad de partículas […]
Composición de resina sintética que comprende vinaza, del 11 de Diciembre de 2019, de surfactor Germany GmbH: Una composición de la resina sintética que comprende: a) al menos un compuesto hidroxilaromático, b) vinaza, y c) al menos un aldehído por cuanto la […]
Procedimiento para fabricar materiales a base de madera de productos de la trituración que contienen lignocelulosa y tales materiales a base de madera, del 31 de Julio de 2019, de SWISS KRONO Tec AG: Procedimiento para fabricar placas de fibras a partir de astillas de madera que contienen lignocelulosa, incluyendo las etapas: a) aportación de astillas de madera que contienen […]