ELEMENTO DE CIERRE DE DOS CAPAS TROQUELADO EN FORMA DE TAPA.
Elemento (1) troquelado en forma de tapa para el cierre de envases (19),
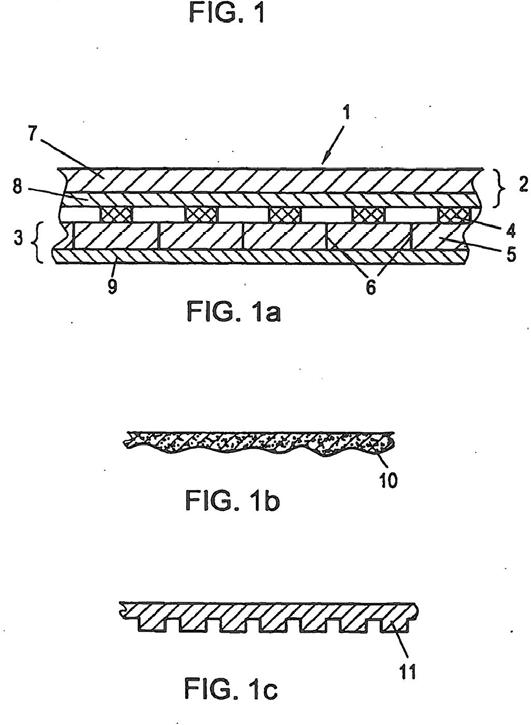
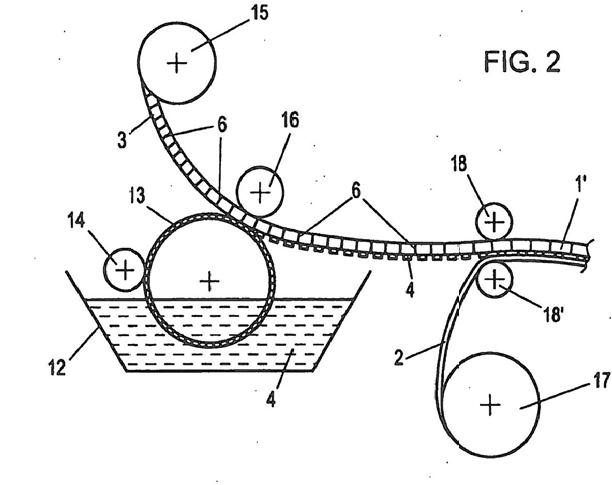
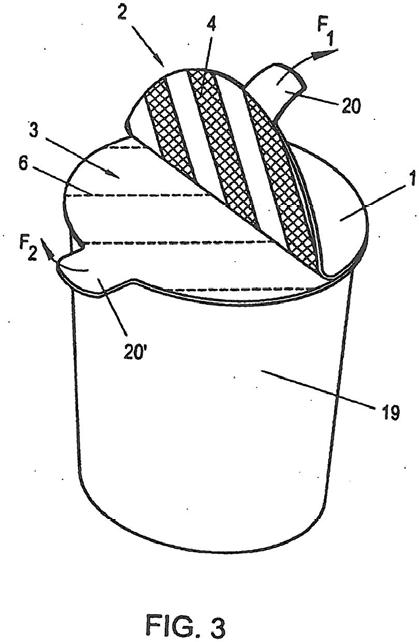
que está compuesto de dos capas (2, 3) con al menos un elemento auxiliar (20) de apertura integrado dentro de estas capas, estando pegadas las capas (2, 3) mediante una capa de adhesivo pelable, no presentando adhesivo, sin embargo, el elemento auxiliar (20) de apertura y presentando la capa (3) dispuesta en dirección del envase (19) una capa (5) de plástico provista de perforaciones o zonas de rotura controlada (6), caracterizado porque la capa (5) de plástico no tiene adhesivo en la zonas de sus perforaciones o zonas de rotura controlada (6) y está provista en su lado, dirigido hacia el borde del envase, de una capa termosellable (9) con una resistencia de la costura de sellado mayor que la resistencia de la costura de sellado generada entre las capas (2) y (3)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05450003.
Solicitante: Constantia Teich GmbH.
Nacionalidad solicitante: Austria.
Dirección: Mühlhofen 4 3200 Weinburg AUSTRIA.
Inventor/es: NEKULA, LAMBERT, NIEDERER, ANDREAS.
Fecha de Publicación: .
Fecha Solicitud PCT: 13 de Enero de 2005.
Clasificación Internacional de Patentes:
- B65D77/20E1B
Clasificación PCT:
- B65D77/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 77/00 Paquetes realizados encerrando objetos o materiales en recipientes preformados, como p. ej. cajas, envases de cartón, sacos o bolsas. › aplicando tapas o cubiertas separadas.
Clasificación antigua:
- B65D77/20 B65D 77/00 […] › aplicando tapas o cubiertas separadas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2357842_T3.pdf
Fragmento de la descripción:
Campo técnico
La presente invención se refiere a procedimientos y medios para producir piezas de material compuesto. Más específicamente, se refiere a tales objetos hechos en lámina de fibra y una matriz, por ejemplo de plástico, y más específicamente a largueros producidos de esta manera.
Antecedentes
Los fabricantes de aeronaves se encuentran bajo una presión cada vez mayor para producir aeronaves más ligeras robustas y resistentes que tienen también menores costes de producción y bajos costes de mantenimiento durante toda la vida útil de la aeronave. Una aeronave debe ser suficientemente robusta para hacer frente a las tensiones durante el despegue, el vuelo a alta altitud y el aterrizaje, y al mismo tiempo debe ser los más fácil posible de maximizar el rendimiento de la aeronave. En parte por esto, los fabricantes de aeronaves han empezado a usar compuestos de matriz de resina reforzada de fibra.
Tales compuestos de matriz de resina reforzada con fibra proporcionan resistencia, resistencia al desgaste, rigidez y una relación de fuerza-peso mejoradas que comprenden fibras de carbono fuertes y rígidas en una matriz de resina más blanda y extensible. El material de matriz de resina transmite fuerzas a las fibras y proporciona características de estiramiento y tenacidad, ya que la fibra soporta una parte importante de las fuerzas aplicadas.
Los procedimientos conocidos para producir compuestos de matriz de resina reforzada de fibra para una aeronave comprenden un número de láminas denominadas de impregnación, o simplemente abreviadas como “preimpregnados” que se ponen uno sobre otros en contacto con una herramienta de moldeo. Los preimpregnados consisten en fibras unidireccionales o fibras multidireccionales en una resina no endurecida. Se coloca una bolsa de vacío encima y se cierra en dirección a la herramienta de moldeo de manera que todo el componente queda completamente encerrado. Se aplica entonces el vacío al componente encerrado de manera que los preimpregnados se vuelven compactos en dirección a la superficie de la herramienta de moldeo.
Cuando se producen largueros compuestos, es rentable disponer la mayoría, o todas las hojas preimpregnadas (por ejemplo [0/90±45] de un plano de lámina compuesta, y después conformar los rebordes. Esto es relativamente simple mientras se lleva a cabo la formación a lo largo de una línea recta. El problema se plantea cuando la superficie a conformar no es recta, por ejemplo, cuando se realiza un curvado a lo largo de una línea curva o forma de trompeta, por ejemplo cuando se producen largueros de ala para algunas aeronaves, denominadas largueros de trompeta.
De este modo, existe una necesidad de proporcionar un procedimiento para producir de una manera simple componentes compuestos con una o más superficies curvadas.
El documento EP 043 1916 divulga un procedimiento para depositar una cinta alargada de ancho finito en una trayectoria desviada sobre una superficie según el preámbulo de la reivindicación 1, comprendiendo dicho procedimiento: hacer avanzar una cinta compuesta de una matriz de resina sintética de polímero orgánico reforzada con fibras cortas ordenadas en dirección a dicha superficie desde una fuente, aplicar presión a dicha cinta contra dicha superficie, guiar dicha cinta en dicha trayectoria durante la etapa de aplicación de presión durante el movimiento relativo entre dicha cinta y dicha superficie, calentar dicha cinta para reducir la viscosidad de la resina antes de la etapa de aplicación de presión, y retirar dichas fibras aplicando suficiente tensión a la cinta entre la fuente y la etapa de aplicación de presión para mantener dichas fibras en tensión a través del ancho de la cinta a medida que la cinta es guiada en dicha trayectoria.
En común con cualquier aspecto del documento D1 se encuentra un procedimiento para depositar una cinta en una trayectoria desviada sobre una superficie donde la cinta se compone de resina reforzada con fibras cortas ordenadas, y la cinta es guiada y se le aplica presión en dirección a la superficie sincronizada con calentamiento.
Sumario de la invención
La presente invención se refiere a un procedimiento para producir un objeto de material compuesto como se define en la reivindicación 1.
Además, el procedimiento puede comprender la etapa de orientar las direcciones de las fibras de los preimpregnados de manera que la diferencia entre la dirección crítica de las fibras, es decir, la dirección de las fibras que es más paralela a la curvatura, y la curvatura es tal que un proceso de conformación a presión en curso, se puede realizar después de una manera sencilla mediante procedimientos convencionales de conformación a presión. Las direcciones de las fibras de los preimpregnados se orientan de manera que la diferencia entre cualquier dirección de fibras en la pila y una curvatura de dicha herramienta se encuentra entre cero y 90 grados, entre 5 y 85 grados, entre cero y 45 grados, entre 5 y 40 grados, o entre 10 y 35 grados. En función de las direcciones de las fibras de la pila de fibras, se pueden orientar también diferentes direcciones de fibras de los preimpregnados de manera que la diferencia entre la dirección de las fibras de una pila y una curvatura de dicha herramienta se encuentra entre cero y 22,5 grados, o entre 5 y 17,5 grados o entre 10 y 12,5 grados.
La invención se refiere también a un objeto producido mediante el procedimiento anteriormente descrito.
Breve descripción de los dibujos
Los aspectos anteriores y demás ventajas de la presente invención serán más evidentes cuando se lea la siguiente descripción detallada junto con los dibujos anexos en los cuales:
La figura 1a es una vista superior esquemática de una herramienta de moldeo para un larguero con una nervadura y dos rebordes curvados y una estrella de fibras que indica las direcciones de las fibras para preimpregnados de fibras unidireccionales (cinta de fibra) de la manera en que se dispondría si se intentase producir el larguero de una manera convencional.
La figura 1b muestra esquemáticamente la herramienta de moldeo para el larguero de la figura 1a y una estrella de fibras que indica las direcciones de las fibras según una realización preferida de la presente invención.
Descripción detallada de realizaciones preferidas
En la presente memoria descriptiva, los siguientes términos se han de interpretar como sigue:
Preimpregnado – “Preimpregnado” se ha de interpretar como que es una cinta de fibra o un tejido de fibra o una tela de fibra no tejida o cualquier otro tipo de capa de fibra, que se ha impregnado con una matriz.
Matriz – “Matriz” se ha de interpretar como que es un material que, como es bien conocido en este campo técnico, mantiene unidas las fibras en un material compuesto, o un material que se usa para mantener unidas las fibras en un material compuesto.
Cinta de fibra – “Cinta de fibra” se ha de interpretar como que es una capa de fibra en la cual las fibras están orientadas sustancialmente en una sola dirección, denominadas fibras unidireccionales, y de este modo contiene solamente o principalmente sólo fibras paralelas.
Tela de fibra – “Tela de fibra” se ha de interpretar como que es una capa de fibra en la cual las fibras están orientadas sustancialmente en dos o más direcciones, y en las cuales las fibras en las diferentes direcciones son tejidas o retorcidas juntas de alguna manera.
Pila – “Pila” o “Pila de fibras” se ha de interpretar como que es un número de preimpregnados puestos uno encima de otro.
Conformación a presión – “Conformación a presión” se ha de interpretar como que es el proceso de aplicación de una presión sobre un preimpregnado colocado sobre una herramienta de moldeo, siendo dicha presión aplicada en una dirección específica con el fin de hacer que el preimpregnado adopte mejor la forma de la herramienta de moldeo.
Dirección crítica de fibras – “Dirección crítica de fibras” se ha de interpretar como que es la dirección de fibras de algunos de los preimpregnados que es más paralela a una curvatura de la herramienta de moldeo.
Los inventores han identificado dificultades asociadas con la producción de piezas curvadas hechas de material compuesto. Se han propuesto diferentes modelos de explicación... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para producir un objeto de material compuesto que comprende las etapas de:
- proporcionar una herramienta de moldeo (100)
- colocar uno o más preimpregnados sobre la herramienta de moldeo (100), formando una pila de fibras;
5 -conformar la pila de fibras aplicando presión sobre la pila para que adopte la forma de la herramienta de moldeo;
- endurecer la pila de fibras conformada;
caracterizado porque dicho procedimiento comprende, además, la etapa de:
- orientar las direcciones de fibras (150, 160) de los preimpregnados en la pila de fibras de manera que ninguna de las direcciones de fibras de dichos preimpregnados sea paralela a una curvatura cóncava de dicha herramienta de moldeo de manera que cuando las fibras estiradas entran en contacto con dos puntos a lo largo de una curvatura cóncava de la herramienta de moldeo, ninguna parte de las fibras pasa al aire libre sin entrar en contacto con la superficie del molde.
2. Objeto compuesto que comprende una superficie curvada fabricada mediante el endurecimiento de un 15 preimpregnado, comprendiendo dicho preimpregnado fibras de una o más direcciones de fibras, caracterizado porque el objeto compuesto se fabrica usando el procedimiento de la reivindicación 1.
Patentes similares o relacionadas:
Un laminado para uso en embalajes, un método para hacer un laminado recerrable y uso del mismo, del 1 de Julio de 2020, de DANAPAK FLEXIBLES A/S: Un método para fabricar un laminado recerrable, tal como una película de tapa para embalajes, dicho laminado comprende una capa base, una capa […]
Cierre para un recipiente, componentes del cierre y método de uso de este, del 18 de Marzo de 2020, de APTARGROUP, INC.: Un cuerpo de cierre , que puede ser instalado con una membrana de revestimiento , que se puede unir sobre un recipiente de producto […]
Estructura laminada con aberturas de acceso, del 26 de Febrero de 2020, de SONOCO DEVELOPMENT, INC.: Estructura laminada que comprende: una primera capa y una segunda capa, donde la primera capa está adherida mediante un adhesivo a la segunda capa; y una […]
Placa bicapa, del 12 de Febrero de 2020, de Constantia Teich GmbH: Placa bicapa cuya zona de borde está destinada a sellarse contra el borde de un recipiente, con un adhesivo entre las dos capas, presentando la capa exterior superior […]
 Envasado rígido con elemento tensor, del 29 de Enero de 2020, de Dow Global Technologies LLC: Un recipiente que comprende:
un cuerpo de recipiente que tiene un labio de sellado , comprendiendo el labio de sellado un extremo de apertura y un […]
Envasado rígido con elemento tensor, del 29 de Enero de 2020, de Dow Global Technologies LLC: Un recipiente que comprende:
un cuerpo de recipiente que tiene un labio de sellado , comprendiendo el labio de sellado un extremo de apertura y un […]
Material de cubierta para recipiente de envasado para esterilización en retorta, del 22 de Enero de 2020, de Dainippon Printing Co., Ltd: Un material de cubierta para un recipiente de envasado para esterilización en retorta, incluyendo una multicapa laminada obtenida laminando una capa base, una capa […]
Cabeza de obturación, y recipiente obturado utilizando dicha cabeza de obturación, del 8 de Enero de 2020, de SUNTORY HOLDINGS LIMITED: Una cabeza de obturación que incluye, en su extremo delantero, una parte extrema de presión para presionar un miembro de tapa […]
Conjunto de cierre con etiqueta de identificación por radio frecuencia, del 25 de Diciembre de 2019, de Eagile, Inc: Un conjunto de cierre para un recipiente que define un volumen interior, una abertura a dicho volumen interior, y una superficie de sellado […]