ELEMENTO CON FORMA DE PLACA PARA EL SOPORTE O TRANSPORTE DE UN OBJETO, JUNTO CON EL MÉTODO PARA LA FABRICACIÓN DEL MISMO.
Un elemento con forma de placa para el soporte o transporte de un objeto,
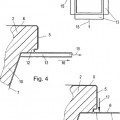
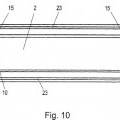
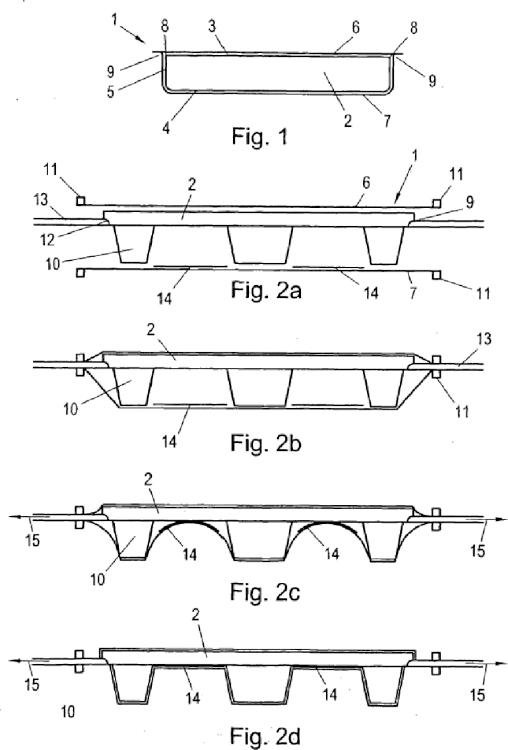
que está compuesto por un núcleo (2) de plástico espumado, normalmente de forma rectangular, estando dicho núcleo (2), en especial cubriendo toda la superficie, recubierto por una lámina o película de plástico (6, 7) de un material de alto impacto al menos en sus dos superficies (3, 4), por el cual se forma una unión (9) de las láminas o películas de plástico (6, 7) que recubren el núcleo (2) en sus dos superficies (3, 4) en la región de un borde lateral periférico (8, 25) del núcleo (2) entre la superficie (3, 4) del núcleo (2) y un borde periférico colindante (5) del núcleo (2), que se caracteriza por el hecho de que el núcleo (2) está diseñado con una depresión hendida (12) en la región del borde lateral (8, 25) de la unión (9) entre las dos láminas de plástico (6, 7) que recubren las superficies
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2008/000234.
Solicitante: HIRSCH MASCHINENBAU GMBH.
Nacionalidad solicitante: Austria.
Dirección: GLANEGG 58 9555 GLANEGG AUSTRIA.
Inventor/es: SCHIAVA,Martin, FRANCE,John,Richard, KLATZER,Martin, LUBITSCH,Klaus.
Fecha de Publicación: .
Fecha Solicitud PCT: 26 de Junio de 2008.
Clasificación Internacional de Patentes:
- B29C51/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto. › Revestimiento o marcado.
Clasificación PCT:
- B65D19/00 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › Pallets o plataformas análogas, con o sin paredes laterales, para soportar las cargas a elevar o a depositar (en los dispositivos de elevado o de bajada de mercancías pesadas o a granel, en las operaciones de carga o de descarga B66F 9/12).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2360974_T3.pdf

Fragmento de la descripción:
La presente invención hace referencia a un elemento con forma de placa para el soporte o transporte de un objeto con una parte central o núcleo con forma de ángulo recto de un plástico espumado, por medio del cual el núcleo o parte central está recubierto con una lámina de plástico de un material resistente y absorbente de impactos, al menos en las dos superficies, en especial recubriendo toda la superficie, por medio del cual se forma una unión o conexión de las dos láminas de plástico que recubren el núcleo en las dos superficies de la zona de un borde lateral circundante entre una superficie del núcleo y un borde circundante del mismo, que va unido a él. La invención hace referencia además a un procedimiento para la fabricación de un elemento con forma de placa para el soporte o transporte de un objeto con un núcleo o parte central en una forma general de ángulo recto, hecho en un plástico espumado, por medio del cual el núcleo va recubierto con una lámina de plástico de un material resistente a los impactos al menos en las dos superficies, en especial recubriendo toda la superficie, abarcando dicho procedimiento las siguientes fases:
- Preparación de dos láminas de plástico calentadas o reblandecidas, que recubran la superficie del núcleo
o parte central y cuyas medidas superen las medidas de la superficie del núcleo en cuestión;
- unión o encolado de los bordes circundantes de las láminas fuera del núcleo;
- unión de las láminas de plástico en la zona de un borde lateral circundante del núcleo entre una superficie del núcleo y un reborde circundante del núcleo, unido a la misma;
- separación o eliminación eventual de las zonas o elementos parciales sobresalientes por encima del punto de unión de las láminas de plástico en la zona del núcleo o parte central.
Un elemento con forma de placa, al que se le da la forma de un palet, así como el procedimiento para la fabricación del mismo son conocidos, por ejemplo, gracias a la EP-B1500599. Hay otros formatos de versión similares en la USA5401456 o en la EP-A0520508
En estas formas de versión ya conocidas se pretende fabricar un palet con el que se forme el núcleo o parte central de plástico espumado, especialmente de poliestirol, con el cual, teniendo en cuenta las bajas propiedades de fijación conocidas del poliestirol espumado, por lo menos las superficies de cada una de las láminas de plástico estén equipadas de un material resistente a los impactos, de manera que estén disponibles y permanezcan las propiedades de fijación mejoradas e incrementadas que son necesarias para un palet. En estas formas conocidas de versión se produce de forma general una unión de las láminas de plástico provistas en cada una de las superficies del elemento con forma de placa de tal manera que se coloque o aplique una primera lámina o tabla con una primera forma determinada por el contorno del elemento con forma de placa que se va a recubrir, y una primera superficie o cara, y al menos recubra la mitad del canto o la mitad del reborde perimetral con lo cual se aplica igualmente una segunda lámina o tabla de una forma correspondiente y recubre la otra superficie e igualmente la mitad del reborde, de tal manera que se realice una unión a la altura de la mitad del reborde de la dimensión del elemento con forma de placa. Para su fabricación se propone un procedimiento múltiple por medio del cual resulta especialmente incómodo y difícil el posicionamiento de las tablas o láminas en las formas determinadas en el contorno hasta la mitad del reborde de dimensión, y sólo sea posible una unión en este punto con un esfuerzo adicional elevado, con lo que su fabricación resulta sobremanera complicada. Además de esto, con un carácter común las láminas que ocultan la superficie del elemento con forma de placa no pueden ajustarse de forma precisa de manera que se pueda conseguir de forma efectiva un recubrimiento suficiente y fiable, según el estado conocido de la técnica, a la mitad de la altura del reborde perimetral o del reborde que lo rodea completamente. Asimismo, en el procedimiento conocido propuesto normalmente no es posible en el recubrimiento de las dos láminas en el centro del reborde circundante realizar una soldadura de las dos láminas de recubrimiento, lo que nos enfrenta a un punto débil de este producto y procedimiento ya conocidos. Además de lo anterior resulta poco ventajoso que, en cada caso en el contorno del elemento con forma de placa que se va a recubrir se deban utilizar unas formas determinadas para permitir y hacer posible el depósito o colocación de las láminas o tablas en el elemento con forma de placa o en el núcleo del mismo. En el caso de producirse modificaciones en la forma o conformación del elemento que se va a recubrir, es, por ello, también necesaria la modificación de la forma que se vaya a utilizar o de su soporte mecánico.
Además de lo anterior se debe deducir y obtener un elemento de placa con la forma de un palet, además del procedimiento para la fabricación del tipo citado al inicio, como, por ejemplo, el US 2005/0263044 A1.
La invención que se presenta tiene la intención y la tendencia de proponer y poner a disposición de quien lo precise, un elemento con forma de placa del tipo citado al inicio, evitando las desventajas citadas anteriormente para poder preparar un elemento con forma de placa que esté disponible con una fijación y una capacidad de resistencia muy elevadas.
Para el desempeño de las funciones y tareas anteriores se señala un elemento con forma de placa del tipo citado al inicio que se caracteriza esencialmente por el hecho de que el núcleo dispone de un receso o rebaje circundante practicado en la zona del canto lateral de la unión entre las dos láminas de plástico que recubren las superficies. Un receso circundante de este tipo y así practicado pone a disposición un punto de captación correspondiente para la unión de las láminas de manera que, en lo esencial de la unión prevista en la zona del canto lateral, se pueda disponer o poner a disposición independientemente una apariencia o forma exterior concisa y determinante del elemento con forma de placa, evitando la presencia de abombamientos, curvaturas o elevaciones, especialmente en la zona de la unión. Puesto que no se ha formado o no se va a formar una unión de las láminas de plástico que recubren el núcleo en sus dos superficies, especialmente de las láminas de un material resistente al impacto, en la zona de un canto lateral circundante, entre una superficie del núcleo y del reborde circundante que se conecta a él, o del reborde circundante, se puede lograr un posicionamiento fiable y sólido del punto de unión en el rebaje o receso, el cual también se puede fabricar con poco esfuerzo y de una forma especialmente rápida. Las láminas necesarias para el recubrimiento de las superficies y del reborde circundante pueden disponer de unas dimensiones correspondientes de tal forma que también se pueda conseguir una unión fiable en la zona del canto lateral o del receso o rebaje que se defina como un paso entre una superficie del núcleo que se conecta al mismo perpendicularmente (formando un ángulo recto) en términos generales y un reborde o reborde circundante que se conecte al mismo con un ángulo normal. Colocando la lámina de plástico fabricada en un material resistente a los impactos o de alta resistencia a los impactos, especialmente si recubre la totalidad de la superficie en las dos caras y en el reborde o reborde circundante que se conecta a éstas, o en la superficie lateral circundante saliente de una superficie, se permite poner a disposición un elemento con forma de placa que cierre en toda su circunferencia toda la superficie o toda su extensión. La unión entre las láminas dispuestas en cada una de las superficies puede ser realizada o ejecutada por encolado, soldadura o similar, con lo que además se puede prescindir especialmente de la utilización de las formas determinadas en el contorno del núcleo que se va a recubrir en el elemento con forma de placa, tal y como se requería en el estado de la técnica.
De conformidad con un modelo de versión preferente se prevé que las láminas de plástico en la zona de su unión estén dispuestas y/o unidas al menos con una superposición parcial, con lo cual, gracias a la superposición, al menos parcial, que se elija como más adecuada, se puede lograr el correspondiente fortalecimiento en la zona del canto lateral en el área de la unión de las dos láminas de plástico. De esta manera se puede, por ejemplo, conseguir que una lámina se pliegue sobre sí misma, y que sea recubierta por la segunda lámina, de manera... [Seguir leyendo]
Reivindicaciones:
1. Un elemento con forma de placa para el soporte o transporte de un objeto, que está compuesto por un núcleo (2) de plástico espumado, normalmente de forma rectangular, estando dicho núcleo (2), en especial cubriendo toda la superficie, recubierto por una lámina o película de plástico (6, 7) de un material de alto impacto al menos en sus dos superficies (3, 4), por el cual se forma una unión (9) de las láminas o películas de plástico (6, 7) que recubren el núcleo (2) en sus dos superficies (3, 4) en la región de un borde lateral periférico (8, 25) del núcleo (2) entre la superficie (3, 4) del núcleo (2) y un borde periférico colindante (5) del núcleo (2), que se caracteriza por el hecho de que el núcleo (2) está diseñado con una depresión hendida (12) en la región del borde lateral (8, 25) de la unión (9) entre las dos láminas de plástico (6, 7) que recubren las superficies.
2. Un elemento con forma de placa de conformidad con la reivindicación 1, que se caracteriza por el hecho de que las láminas de plástico (6, 7) van dispuestas y/o conectadas de una forma al menos parcialmente superpuesta en la región de su conexión (9).
3. Un elemento con forma de placa de conformidad con la reivindicación 1 ó 2 que se caracteriza por el hecho de que el núcleo (2) está formado por poliestireno espumado, EPE, EPP y/o aleaciones o copolímeros de las mismas.
4. Un elemento con forma de placa de conformidad con la reivindicación 1, 2 ó 3 que se caracteriza por el hecho de que la lámina (6, 7) está hecha de poliestireno, polietileno y/o mezclas de poliestireno y polietileno.
5. Un elemento con forma de placa de conformidad con la reivindicación 4 que se caracteriza por el hecho de que una mezcla de poliestireno y polietileno para la lámina (6, 7) contiene un máximo de un 30% de polietileno.
6. Un elemento con forma de placa de conformidad con la reivindicación 4 ó 5 que se caracteriza por el hecho de que la lámina (6, 7) tiene una temperatura de transición del vidrio de 80 a 160º C.
7. Un elemento con forma de placa de conformidad con la reivindicación 4, 5 ó 6 que se caracteriza por el hecho de que la lámina (6, 7) es una lámina de múltiples capas, especialmente co-extrusionada, de poliestirol y/o diferentes aleaciones de poliestirol, como, por ejemplo, butadieno o polietileno.
8. Un elemento con forma de placa de conformidad con cualquiera de las reivindicaciones 1 a 7 que se caracteriza por el hecho de que la lámina (6, 7) tiene un espesor que va de 0,3 a 4 mm, en particular, de 1 a 2,5 mm.
9. Un elemento con forma de placa de conformidad con cualquiera de las reivindicaciones 1 a 8, que se caracteriza por el hecho de que tanto el núcleo (2) como la lámina (6, 7) están hechos de poliestireno.
10. Un elemento con forma de placa de conformidad con cualquiera de las reivindicaciones 1 a 9, que se caracteriza por el hecho de que el elemento con forma de placa (1) tiene una fuerza de carga dinámica de, al menos, 1000 kg.
11. Un elemento con forma de placa de conformidad con cualquiera de las reivindicaciones 1 a 10, que se caracteriza por el hecho de que el elemento con forma de placa (1) tiene una densidad que va de 12 g/L a 90 g/L, en particular de 25 g/L a 70 g/L.
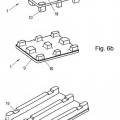
12. Un elemento con forma de placa de conformidad con cualquiera de las reivindicaciones 1 a 11, que se caracteriza por el hecho de que el elemento con forma de placa (1) consta de una diversidad de elementos de soporte proyectantes (10), en particular, patas, en una de sus superficies.
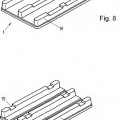
13. Un elemento con forma de placa de conformidad con la reivindicación 12, que se caracteriza por el hecho de que una diversidad de patas (10) van dispuestas de una forma sustancialmente paralela.
14. Un elemento con forma de placa de conformidad con la reivindicación 12 ó 13, que se caracteriza por el hecho de que una diversidad de patas (10) se extienden básicamente en una dimensión total y en que cada una de ellas se encuentra sustancialmente en paralelo con un borde (5) de la superficie (3, 4).
15. Un elemento con forma de placa de conformidad con la reivindicación 12, 13 ó 14, que se caracteriza por el hecho de que las patas (10) están diseñadas con unas regiones con receso o hundimiento (19) en sus superficies opuestas que van conectadas con la superficie (4).
16. Un elemento con forma de placa de conformidad con cualquiera de las reivindicaciones 12 a 15, que se caracteriza por el hecho de que una diversidad de patas (10) van dispuestas en unas líneas y columnas relativamente perpendiculares de una forma bien conocida per se.
17. Un elemento con forma de placa de conformidad con cualquiera de las reivindicaciones 12 a 16, que se caracteriza por el hecho de que las patas (10) están igualmente recubiertas o forradas con una lámina de plástico (7), y que dispone de una unión de la lámina de plástico (6) que recubre el núcleo (2) en la zona del borde lateral (8, 25), la cual se encuentra en la superficie (4) que cuenta con las patas conectadas a la misma (10).
18. Un elemento con forma de placa de conformidad con cualquiera de las reivindicaciones 12 a 17, que se caracteriza por el hecho de que el núcleo (2) de la superficie (3) opuesta a la de las patas (10) ha sido versionado al menos con un receso o entalla (18) practicado en el objeto que se va a sujetar
19. Un elemento con forma de placa de conformidad con cualquiera de las reivindicaciones 1 a 18, que se caracteriza por el hecho de que el núcleo (2) tiene las gargantas de guía o los recesos (20), especialmente para la recepción de elementos de fijación.
20. Un elemento con forma de placa de conformidad con cualquiera de las reivindicaciones 1 a 19, que se caracteriza por el hecho de que la(s) lámina(s) (6, 7) está o están formada(s) por zonas parciales (14) con diferentes espesores y/o con múltiples capas.
21. Procedimiento para la fabricación de un elemento con forma de placa para el soporte o transporte de un objeto con un núcleo (2) en una forma general de ángulo recto de un plástico espumado, por medio del cual el núcleo (2) va recubierto con una lámina de plástico (6, 7) de un material resistente a los impactos al menos en las dos superficies (3, 4), en especial recubriendo toda la superficie, que abarca las siguientes fases:
- preparación de dos láminas de plástico calentadas o reblandecidas (6, 7), que recubran la superficie del núcleo (2) y cuyas medidas superen las medidas de la superficie (3, 4) del núcleo (2) en cuestión;
- engranado o hermetización de los bordes circundantes de las láminas (6, 7) fuera del núcleo (2);
- unión de las láminas de plástico (6, 7) en la zona de un reborde lateral circundante (8, 25) del núcleo entre una superficie del núcleo (2) y un reborde circundante (5) del núcleo, unido a la misma;
- separación o eliminación eventual de las zonas parciales sobresalientes por encima del punto de unión (9) de las láminas de plástico (6, 7) en la zona del núcleo.
que se caracteriza por el siguiente paso adicional:
- evacuación del espacio hueco (22) formado entre las láminas de plástico (6, 7) mediante la aplicación de una fuente de subpresión antes de la unión de las láminas de plástico (6, 7).
22. Procedimiento de conformidad con la reivindicación 21, que se caracteriza por el hecho de que se procede a un calentamiento de las láminas (6, 7) a una temperatura entre 90º C y 190º C, especialmente 100 y 160º C.
23. Procedimiento de conformidad con la reivindicación 21 ó 22 que se caracteriza por el hecho de que se produce una subpresión de 0,5 a 0,9 bar, especialmente 0,7 a 0,8 bar.
24. Procedimiento de conformidad con la reivindicación 21, 22 ó 23 que se caracteriza por el hecho de que se produce una subpresión durante un período de tiempo inferior a 25 seg., en particular, de 15 seg.
25. Procedimiento de conformidad con una de las reivindicaciones 21 a 24 , que se caracteriza por el hecho de que se produce una presión diferencial o subpresión a lo largo del entorno del núcleo (2) entre las láminas (6, 7) durante la unión o la hermetización de los dispositivos (13) huecos con forma de tubo o de ranura que se dispongan, los cuales se retiran para la formación de zonas de rebordes superpuestas parcialmente en la zona de la unión (9) de las láminas (6, 7) inmediatamente antes de finalizar el paso de evacuación progresivo de la zona de la unión (9) entre las dos láminas (6, 7).
26. Procedimiento de conformidad con una de las reivindicaciones 21 a 25, que se caracteriza por el hecho de que las láminas (6, 7) además se calientan o recalientan durante el proceso de evacuación.
Patentes similares o relacionadas:
Dispositivo y procedimiento para fabricar por termoconformado recipientes provistos de franjas decorativas, del 22 de Julio de 2020, de ERCA: Dispositivo para fabricar por termoconformado recipientes provistos de franjas de decoración, comprendiendo el dispositivo un bloque (24, […]
ESTACIÓN DE TRABAJO PORTÁTIL PARA APLICACIÓN DE VINILO SOBRE PIEZAS COMPLEJAS 3D, del 6 de Mayo de 2020, de Global Wrapit S.L: 1. Estación de trabajo portátil para aplicación de vinilo sobre piezas complejas 3D, está caracterizada por estar constituida por un equipo desmontable […]
Película de polímero para etiquetado en el molde, del 27 de Noviembre de 2019, de TREOFAN GERMANY GMBH & CO.KG: Pelicula de poliolefina, de capas multiples, opaca y biaxialmente orientada, con un espesor de menos de 150 μm y mayor que 15 μm, que comprende […]
Proceso de fabricación de guarnecidos de techo para vehículos, del 30 de Octubre de 2019, de GRUPO ANTOLIN-INGENIERIA, S.A.: Proceso de fabricación de guarnecidos de techo para vehículos que comprende las siguientes etapas: a) disposición de un sustrato conformado previamente y de […]
Dispositivo de termoformado de recipientes con bloques de moldes traslativos y procedimiento, del 3 de Abril de 2019, de ERCA: Dispositivo para fabricar por termoformado unos recipientes provistos de etiquetas de decoración, comprendiendo el dispositivo: - un dispositivo de molde […]
COMPLEJO DE LÁMINAS PLANAS, MÉTODO PARA LA OBTENCIÓN DE DICHO COMPLEJO, MÉTODO PARA LA FABRICACIÓN DE UN ENVASE Y MÉTODO PARA ENVASAR UN OBJETO, del 28 de Enero de 2019, de AINIA: Complejo de láminas planas, método para la obtención de dicho complejo, método para la fabricación de un envase y método para envasar un objeto. La invención […]
Dispositivo para la formación y transferencia de banderolas decorativas para envasadoras de envases termoformados, del 8 de Octubre de 2018, de MECÁNICA Y TECNOLOGÍA ALIMENTARIA, S.L: Dispositivo para la formación y transferencia de banderolas decorativas para envasadoras de envases termoformados; que comprende una estructura […]
Procedimiento y dispositivo para producir un sustrato 3D laminado con un material en capas, del 25 de Julio de 2018, de LEONHARD KURZ STIFTUNG & CO. KG: Procedimiento para producir un sustrato 3D laminado con un material en capas , con los siguientes pasos del procedimiento: en una herramienta de moldeo , - […]