DISPOSITIVO Y MÉTODO DE MOLDEO PARA MOLDE DE ARENA.
Máquina de moldeo para producir un molde de arena mediante compactación de arena de moldeo en un espacio de molde definido por una placa portamodelo (72a) que tiene un modelo (74a) y colocado en una posición predeterminada,
una caja (4) colocada en la placa portamodelo para rodear el modelo, y un bastidor de relleno (52) colocado en la caja, comprendiendo: una pluralidad de cilindros verticales (22) montados de manera fija, separados entre sí; un bastidor de montaje (26) asegurado en extremos distales de varillas de pistón (24) de los cilindros verticales (22) de manera que el bastidor de montaje (26) se apoya sobre el espacio de molde y se desplaza verticalmente mediante los cilindros (22); una tolva de arena (28), para contener la arena de moldeo en su interior, asegurada en el bastidor de montaje (26), de manera que la tolva de arena avanza hasta el bastidor de relleno (52) cuando desciende mediante los cilindros (22), teniendo la tolva de arena en una parte inferior (40) de la misma, una pluralidad de boquillas (42) separadas para descargar arena de moldeo en el espacio de molde, y una pluralidad de pies de compresión (46) montados en la parte inferior (40) de la tolva de arena (28) en emplazamientos adyacentes a un lado de cada una de las boquillas (42) separadas para cerrar sustancialmente, con la parte inferior (40) de la tolva de arena (28), una parte superior del bastidor de relleno y para compactar, con la parte inferior de la tolva de arena, la arena de moldeo en el espacio de molde cuando la tolva de arena desciende y avanza hasta el bastidor de relleno (52) mediante los cilindros (22) después de que la arena de moldeo se introduce en el espacio de molde
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2000/007749.
B22C15/02TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22FUNDICION; METALURGIA DE POLVOS METALICOS. › B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B). › B22C 15/00 Máquinas de moldeo para hacer moldes o machos caracterizadas por su mecanismo de compactación; Sus órganos auxiliares. › Compactación por medios exclusivamente de compresión.
B22C15/08B22C 15/00 […] › que implican mecanismos neumáticos o hidráulicos.
B22C15/34B22C 15/00 […] › implicando mecanismos neumáticos o hidráulicos exclusivamente.
Clasificación antigua:
B22C15/02B22C 15/00 […] › Compactación por medios exclusivamente de compresión.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
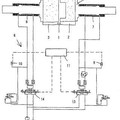
La presente invención se refiere a un aparato y a un método para producir un molde de arena, en concreto, a un aparato y a un método para producir un molde de arena en donde tanto la introducción de arena de moldeo en un espacio de molde como la compactación de la arena de moldeo introducido se realizan en una estación. En un método convencional de producción de un molde de arena mediante una instalación de producción de moldes en donde el moldeo y el llenado de moldes se realiza mientras un molde de arena se mantiene en una caja, se sabe que la introducción de arena de moldeo en una caja y la compactación de la arena de moldeo se realizan en dos estaciones diferentes separadas entre sí (por ejemplo, de la JP 3-35842, A). Dado que tanto la introducción de arena de moldeo en una caja como la compactación de arena de moldeo introducida en otra caja se realizan de manera simultánea en esa instalación, los moldes de arena se producen a un ritmo elevado. Sin embargo, la instalación requiere tanto una estación de introducción de arena de moldeo como una estación de compactación de arena de moldeo y, además, requiere más tiempo y energía para transferir cajas entre las dos estaciones. Además, una máquina de moldeo debe estar provista de equipos de transferencia. Por estas razones, se crea el problema de que la máquina de moldeo resulta complicada y costosa. En otro método convencional de producción de un molde de arena, en donde tanto la introducción como la compactación de la arena de moldeo se realiza en una sola estación, un ariete debe desplazarse horizontalmente por encima de un espacio de molde para compactar la arena de moldeo que se ha introducido en el espacio de molde. Esto también requiere la instalación de equipos de transferencia. Así, se produce el mismo problema de que la máquina de moldeo resulta complicada y costosa. La JP 2 290 648 A describe una máquina de moldeo adaptada para un método de moldeo en el que la arena de moldeo se insufla a un bastidor de relleno y a una caja. La arena de moldeo que está cerca de la caja se comprime después, desde arriba, con unas placas de compresión de tipo split/divisorias primera y segunda, y un cilindro de compresión inferior se extiende después hacia arriba para comprimir la arena de moldeo en el bastidor de relleno y la caja a través de una placa portamodelo para que toda la arena tenga la resistencia deseada. En la JP 60 158 949 A se describe una máquina y un método de moldeo, en donde se hace descender un segmento de compresión superior para comprimir la arena de moldeo introducida en un espacio de molde definido por un bastidor de relleno superior, un bastidor de relleno inferior, una caja y una tablero de montaje de modelo (placa portamodelo) que contiene un modelo. Un cilindro de compresión inferior se utiliza para elevar una cabeza de compresión a fin de compactar la arena de moldeo a través del tablero de montaje de modelo y el modelo. Una vez terminada la compactación, en primer lugar se utiliza el cilindro de compresión inferior para hacer descender el tablero de montaje de modelo a fin de retirar el modelo del molde, mientras se eleva una cabeza de compresión superior y el segmento de compresión superior. Después de esto, se hace descender el bastidor de relleno inferior para transferir la caja. En la patente US 4 159 733 A se describen dos realizaciones de otra máquina de moldeo. En la segunda realización que se muestra en la figura 9, una deslizadera de arena bifurcada, cuya forma es más o menos similar a la de la tolva de arena, funciona igual o parecido a la deslizadera de arena (no bifurcada) de la primera realización que se muestra en las figuras 1 a 8. Las deslizaderas de arena de las dos realizaciones sólo introducen arena de moldeo en una cabeza de compresión hueca, a través de la cual se introduce después arena de moldeo (es decir, de manera indirecta) en el espacio de molde (figuras 6 a 8) haciendo girar placas de brazo y placas de compresión, abriendo así la parte inferior de la cabeza de compresión. El espacio de molde está definido por un bastidor de relleno (caja de almacenamiento de arena), una caja, una placa portamodelo que contiene un modelo y placas de compresión. Ni las deslizaderas de arena ni la cabeza de compresión entran en el espacio de molde (o en el bastidor de relleno) para comprimir la arena de moldeo en el mismo. Son las placas de compresión, y no las deslizaderas de arena ni la cabeza de compresión, las que comprimen la arena de moldeo en el espacio de molde. El propósito de la presente invención, según se define en las reivindicaciones en anexo, consiste en resolver los problemas asociados a las máquinas de moldeo conocidas y en proporcionar un aparato y un método para producir moldes de arena en donde se acorte el ciclo para producirlos, y se reduzca el consumo de energía. Breve descripción de la invención ES 2 367 839 T3 En uno de los aspectos del aparato de la presente invención para producir un molde de arena, una pluralidad de boquillas se montan en una parte inferior de una tolva de arena que contiene arena de moldeo, y una pluralidad de pies de compresión, cuya presión se controla, se montan en la parte inferior de la tolva de arena en lugares adyacentes a un lado de cada boquilla. La tolva de arena se apoya en un medio de soporte de manera que puede desplazarse verticalmente. Una placa portamodelo que tiene un modelo, una caja, un bastidor de relleno, y la tolva 2 de arena que tiene los pies de compresión dispuestos sobre el bastidor de relleno definen un espacio de molde. La arena de moldeo que está en la tolva de arena se introduce en el espacio de molde descargándola por las boquillas de la tolva de arena, y la arena de moldeo que está en el espacio de molde se compacta con los pies de compresión cuando la tolva de arena desciende al espacio de molde. En la máquina de moldeo dispuesto de ese modo, tanto la introducción de arena de moldeo en el espacio de moldeo como la compactación de la arena de moldeo en el espacio de moldeo se realizan en una estación (estación de introducción y compactación de arena de moldeo). De ese modo, se consigue el propósito de la invención. En un ejemplo del aspecto de la presente invención, el medio de soporte contiene la caja de manera que se desplaza verticalmente. En un ejemplo del aspecto de la presente invención, el medio de soporte o la tolva de arena contiene el bastidor de relleno, de manera que se desplaza verticalmente con respecto a la tolva de arena. En ambos ejemplos, el espacio de moldeo es fácil de definir, y el bastidor de relleno se puede colocar a nivel de un conducto de paso (un conducto de transferencia de cajas), que pasa a través de la estación de introducción y compactación de arena de moldeo de la máquina de moldeo. Otros aspectos y ventajas de la presente invención se entienden cuando se revisan algunas realizaciones preferidas, que se describen a continuación con referencia a los dibujos en anexo. Breve descripción de los dibujos ES 2 367 839 T3 La figura 1a es una vista de lado esquemática de una máquina de moldeo de una realización de la presente invención, que muestra también un conducto de paso por el que se transfieren cajas, y que se relaciona con la máquina de moldeo. La figura 1b es una vista de frente esquemática de la máquina de moldeo de la figura 1a. La figura 2 es una vista de frente de una máquina de moldeo de la primera realización de la presente invención. La figura 3 es una vista inferior de una tolva de arena de la máquina de moldeo de la figura 2. La figura 4 es una vista en sección esquemática de los pies de compresión de la máquina de moldeo de la figura 2. La figura 5 es un dibujo explicativo que muestra una tolva de arena de la máquina de moldeo junto con un dispositivo de aireación. La figura 6 muestra la máquina de moldeo de la figura 2, donde se acaba de definir un espacio de molde. La figura 7 muestra el espacio de molde de la figura 6 en el que se ha introducido arena de moldeo. La figura 8 muestra la arena de moldeo que se acaba de compactar en el espacio de molde de la figura 7. La figura 9 muestra un molde de arena colocado en una caja que se mueve desde el estado que se muestra en la figura 8, es decir, se separa de una placa portamodelo, y que se coloca en el conducto de paso. La figura 10 es una vista de frente de la máquina de moldeo de la segunda realización de la presente invención. La figura 11 muestra la máquina de moldeo de la figura 10, donde se acaba de definir un espacio de molde. La figura 12 muestra el espacio de molde de la figura 11 en el que se ha introducido arena de moldeo. La figura 13 muestra el estado de la arena de moldeo en el espacio de molde de la figura 12 a la que se le ha aplicado la primera compactación. La figura 14 muestra el molde de arena más compactado, o al que se le ha aplicado... [Seguir leyendo]
Reivindicaciones:
1. Máquina de moldeo para producir un molde de arena mediante compactación de arena de moldeo en un espacio de molde definido por una placa portamodelo (72a) que tiene un modelo (74a) y colocado en una posición predeterminada, una caja (4) colocada en la placa portamodelo para rodear el modelo, y un bastidor de relleno (52) colocado en la caja, comprendiendo: una pluralidad de cilindros verticales (22) montados de manera fija, separados entre sí; un bastidor de montaje (26) asegurado en extremos distales de varillas de pistón (24) de los cilindros verticales (22) de manera que el bastidor de montaje (26) se apoya sobre el espacio de molde y se desplaza verticalmente mediante los cilindros (22); una tolva de arena (28), para contener la arena de moldeo en su interior, asegurada en el bastidor de montaje (26), de manera que la tolva de arena avanza hasta el bastidor de relleno (52) cuando desciende mediante los cilindros (22), teniendo la tolva de arena en una parte inferior (40) de la misma, una pluralidad de boquillas (42) separadas para descargar arena de moldeo en el espacio de molde, y una pluralidad de pies de compresión (46) montados en la parte inferior (40) de la tolva de arena (28) en emplazamientos adyacentes a un lado de cada una de las boquillas (42) separadas para cerrar sustancialmente, con la parte inferior (40) de la tolva de arena (28), una parte superior del bastidor de relleno y para compactar, con la parte inferior de la tolva de arena, la arena de moldeo en el espacio de molde cuando la tolva de arena desciende y avanza hasta el bastidor de relleno (52) mediante los cilindros (22) después de que la arena de moldeo se introduce en el espacio de molde. 2. Máquina de moldeo según la reivindicación 1, en donde cada pie de compresión (46) es un cilindro, pudiéndose ajustar el grado en el que cada cilindro puede extenderse de manera que el pie de compresión se extiende hasta una posición seleccionada por debajo del fondo de la tolva de arena (28) cuando la parte superior del espacio de molde se cierra al descender la tolva de arena (28). 3. Máquina de moldeo según reivindicación 1, en donde la tolva de arena (28) comprende un medio (58, 60) para llevar a cabo la introducción por aireación de la arena de moldeo. 4. Máquina de moldeo según reivindicación 3, que comprende además un bastidor de relleno (52) con una pluralidad de orificios de ventilación (54) para controlar la descarga de flujo de aire cuando se realiza la introducción por aireación. 5. Máquina de moldeo según la reivindicación 1, que comprende además una base (20) para sostener la placa portamodelo (72a) y la caja (4), en donde los cilindros (22) se orientan hacia arriba y se montan en la base (20). 6. Máquina de moldeo según reivindicación 1, en donde el bastidor de montaje (26) comprende un medio (66) para transportar verticalmente y colocar la caja (4) sobre la placa portamodelo (72a) colocada en la posición predeterminada. 7. Máquina de moldeo según la reivindicación 6, en donde el bastidor de montaje (26) comprende un medio transportador (68) que transfiere horizontalmente la caja (4) a un nivel por encima de la posición predeterminada de la placa portamodelo (72a). 8. Máquina de moldeo según la reivindicación 1, que comprende además un bastidor de relleno (52) dispuesto alrededor de la parte inferior de la tolva de arena (28), en donde uno del bastidor de montaje (26) y la tolva de arena (28) comprende además cilindros (56) para transportar verticalmente el bastidor de relleno (26) con respecto al bastidor de montaje (26) para colocar el bastidor de relleno en la caja (4). 9. Máquina de moldeo según la reivindicación 1, que comprende además un transportador (14a) para transportar la placa portamodelo (72a) y un dispositivo de transferencia (16) para transferir el transportador entre la posición predeterminada y una posición diferente de la posición predeterminada, aunque situada en un plano en el que se encuentra la posición predeterminada. 10. Máquina de moldeo según la reivindicación 9, en donde el dispositivo de transferencia (16) comprende el transportador (14a) para transportar la placa portamodelo (72a), otro transportador (14b) para transportar otra placa portamodelo (72a), y un medio para hacer girar (16) los dos transportadores (14a, 14b) en el plano a fin de colocar los transportadores en el emplazamiento predeterminado. 11. Máquina de moldeo según la reivindicación 1, que comprende una mesa para apoyar la placa portamodelo (72a), en donde la placa portamodelo incluye un bastidor de nivelación (80) en el que se coloca la caja (4) para definir el espacio de molde, montándose el bastidor de nivelación (80) en la mesa para rodear una periferia externa de la placa portamodelo (72a) y para un movimiento vertical. 12. Método para producir un molde de arena que se mantiene en una caja, mediante compactación de arena de moldeo en un espacio de molde, comprendiendo el método los pasos que consisten en: a) colocar en una posición predeterminada una placa portamodelo que tiene un modelo; b) colocar una caja sobre la placa portamodelo; ES 2 367 839 T3 c) colocar un bastidor de relleno en la caja para definir un espacio de molde; d) acercar un dispositivo de introducción y de compactación de arena de moldeo al bastidor de relleno, incluyendo el dispositivo de introducción y de compactación de arena de moldeo una tolva de arena que se apoya en una pluralidad de cilindros verticales de manera que la tolva de arena se desplaza verticalmente, teniendo la tolva de arena una pluralidad de boquillas de descarga de arena separadas en una parte inferior de la misma, incluyendo el dispositivo de introducción y de compactación de arena de moldeo una pluralidad de pies de compresión montados en la parte inferior de la tolva de arena en lugares adyacentes a un lado de cada boquilla, cerrando así sustancialmente una parte superior del espacio de molde mediante la parte inferior de la tolva de arena y una pluralidad de pies de compresión; e) descargar arena de moldeo por las boquillas para introducir la arena de moldeo en el espacio de molde; f) hacer descender y avanzar la tolva de arena y una pluralidad de los pies de compresión en el bastidor de relleno mediante los cilindros, compactando así la arena de moldeo en el espacio de molde mediante la parte inferior de la tolva y los pies de compresión; g) elevar el dispositivo de introducción y de compactación de arena de moldeo, el bastidor de relleno y la caja de manera que la caja que contiene un molde de arena en su interior se separa de la placa portamodelo y del bastidor de relleno; y h) transferir la caja que contiene el molde de arena en su interior hasta una posición predeterminada. 13. Método según la reivindicación 12, en donde el paso que consiste en descargar la arena de moldeo por las boquillas para introducir la arena de moldeo en el espacio de molde incluye por lo menos uno de una aireación de arena de moldeo en la tolva de arena de manera adyacente y corriente arriba de las boquillas para fluidificar la arena de moldeo allí y una introducción de aire comprimido desde arriba en la tolva de arena. 14. Método según la reivindicación 13, en donde el paso que consiste en descargar la arena de moldeo por las boquillas para introducir la arena de moldeo en el espacio de molde incluye la aireación de arena de moldeo en la tolva de arena de manera adyacente y corriente arriba de las boquillas para fluidificar la arena de moldeo allí, en donde un bastidor de relleno que tiene una pluralidad de orificios de ventilación se utiliza como bastidor de relleno, y en donde se realiza un control de descarga de aire procedente de la aireación a través de orificios de ventilación. 15. Método según la reivindicación 12, que comprende además en el paso que consiste en compactar arena de moldeo en el espacio de molde, evacuar el aire contenido en el molde de arena manteniendo una fuerza de compactación durante un período de tiempo predeterminado, cuando la fuerza de compactación alcanza un valor predeterminado. 16. Método según la reivindicación 12, que comprende además disponer un bastidor de nivelación alrededor de una periferia exterior de la placa portamodelo de manera que una parte superior del bastidor de nivelación se coloca sobre una superficie superior de la periferia externa de la placa portamodelo, pudiéndose desplazar verticalmente el bastidor de nivelación, y colocar la caja en la parte superior del bastidor de nivelación, comprendiendo el método definir el espacio de molde mediante la placa portamodelo, el bastidor de nivelación, la caja, el bastidor de relleno, y el dispositivo de introducción y compactación de arena de moldeo colocado cerca del bastidor de relleno y en segundo lugar compactar la arena de moldeo después de la compactación de la arena de moldeo en el espacio de molde en el paso f) haciendo descender el bastidor de nivelación hasta que la parte superior del bastidor de nivelación llegue sustancialmente al nivel de la superficie superior de la periferia externa de la placa portamodelo y haciendo descender la caja, el bastidor de relleno, y la tolva de arena. 11 ES 2 367 839 T3 17. Método según la reivindicación 12, que comprende además los pasos que consisten en: hacer que cada uno de una pluralidad de los pies de compresión se extienda hasta una posición seleccionada que 5 se encuentra debajo de la parte inferior de la tolva de arena cuando el dispositivo de introducción y compactación de arena de moldeo se acerca al bastidor de relleno para cerrar el espacio de molde; y utilizar los cilindros con una presión superior a una presión de control para los pies de compresión, a fin de compactar la arena de moldeo de manera que una superficie superior de arena de moldeo después de la 10 compactación quede lisa, cuando la arena de moldeo se compacte haciendo descender la tolva de arena por medio de los cilindros. 12
Patentes similares o relacionadas:
Molde para moldeo por inyección-compresión, del 4 de Marzo de 2020, de UNITEAM ITALIA S.R.L: Molde para moldeo por inyección-compresión que comprende:
- un punzón y una matriz adecuada para cerrar sobre el punzón para delimitar con […]
Método y dispositivo para formar una caja de moldeo superior y una caja de moldeo inferior, del 7 de Noviembre de 2013, de SINTOKOGIO, LTD.: Un método para producir moldes superiores e inferiores, que comprende los pasos consistentes en sujetaruna placa-modelo de doble cara entre la caja de moldeo superior […]
PROCEDIMIENTO Y SISTEMA DE MOLDEO CON UN APARATO DE MOLDEO., del 1 de Marzo de 2006, de SINTOKOGIO, LTD.: Procedimiento de moldeo para un aparato de moldeo provisto de cajas de moldeo que comprende las fases de: - llenar con arena de moldeo una cavidad de relleno definida […]
PROCEDIMIENTO PARA ASEGURAR LA CALIDAD DE LOS MOLDES DE ARENA POR MEDIO DE LA MEDICION DEL CAUDAL DE ACEITE QUE LLEGA HASTA EL CABEZAL DE PRENSADO., del 16 de Marzo de 2001, de KUNKEL-WAGNER PROZESSTECHNOLOGIE GMBH: LA INVENCION SE REFIERE AL CONTROL O A LA REGULACION DEL CABEZAL DE PRENSADO CON MULTIPLES TROQUELES O DEL CABEZAL DE PRENSADO EN BLOQUE DE UNA MAQUINA DE MOLDEO PARA ARENA […]
MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION, N-9600112, POR "DISPOSITIVO DE ALTA COMPACTACION PARA MAQUINAS DE MOLDEO DE CAJAS DE ARENA POR IMPACTO DE AIRE., del 1 de Octubre de 2000, de LORAMENDI, S.A.: Mejoras introducidas en la patente de invención nº9600112 por dispositivo de alta compactación para máquinas de moldeo de cajas de arena por impacto de aire. Estas mejoras […]
DISPOSITIVO DE ALTA COMPACTACION PARA MAQUINAS DE MOLDEO DE CAJAS DE ARENA POR IMPACTO DE AIRE., del , de LORAMENDI, S.A.: Dispositivo de alta compactación para máquinas de moldeo de cajas de arena por impacto de aire. Este dispositivo incorpora en la embocadura del difusor […]
DISPOSITIVO PARA HACER MOLDES., del 16 de Agosto de 1999, de SINTOKOGIO, LTD.: SE PRESENTA UN DISPOSITIVO PARA LA PRODUCCION DE UN MOLDE EN DONDE SE UTILIZAN UNA PLURALIDAD DE VARILLAS DE PRESION Y UNA PLACA DE PRESION […]
PROCEDIMIENTO PARA LA PRODUCCION DE PIEZAS FUNDIDAS DE HIERRO MEDIANTE MOLDES METALICOS INCORPORANDO UN SISTEMA DE VACIO., del 16 de Diciembre de 1993, de FELGUERA MELT, S.A.: PROCEDIMIENTO PARA LA PRODUCCION DE PIEZAS FUNDIDAS DE HIERRO MEDIANTE MOLDES METALICOS INCORPORANDO UN SISTEMA DE VACIO, CONSISTE LA INVENCION EN DOTAR A LA […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Método y dispositivo para formar una caja de moldeo superior y una caja de moldeo inferior, del 7 de Noviembre de 2013, de SINTOKOGIO, LTD.: Un método para producir moldes superiores e inferiores, que comprende los pasos consistentes en sujetaruna placa-modelo de doble cara entre la caja de moldeo superior […]
Método y dispositivo para formar una caja de moldeo superior y una caja de moldeo inferior, del 7 de Noviembre de 2013, de SINTOKOGIO, LTD.: Un método para producir moldes superiores e inferiores, que comprende los pasos consistentes en sujetaruna placa-modelo de doble cara entre la caja de moldeo superior […]