Método y dispositivo para formar una caja de moldeo superior y una caja de moldeo inferior.
Un método para producir moldes superiores e inferiores, que comprende los pasos consistentes en sujetaruna placa-modelo (1) de doble cara entre la caja de moldeo superior y la inferior (2,
3), en insertar mediosde compresión superior y medios de compresión inferior (4,5) en las correspondientes aberturas de lascajas de moldeo superior e inferior (2, 3), aberturas que están enfrentadas a la placa-modelo (1) y definenasí un espacio de moldeo superior y otro inferior, en introducir a continuación arena de moldeo en losespacios de moldeo superior e inferior y en desplazar el medio de compresión superior y el inferior (4,5)hacia la placa-modelo (1) para comprimir la arena de moldeo en los espacios de moldeo superior e inferiory en medir las presiones respectivas al comprimir la arena, determinándose la diferencia entre las presionesmedidas, método en el que durante el desplazamiento de los medios de compresión superior e inferior (4,5) hacia la placa-modelo (1) se mantiene la diferencia entre las presiones de compresión del espacio demoldeo superior y del inferior dentro de una tolerancia predeterminada enviándose, si la diferencia superala tolerancia, una orden a los medios de compresión (4, 5) para que se detengan haciendo que el medio decompresión más elevado se desplace hacia adelante hasta que la diferencia quede dentro de la toleranciapredeterminada.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2006/315654.
Solicitante: SINTOKOGIO, LTD..
Nacionalidad solicitante: Japón.
Dirección: 28-12, MEIEKI 3-CHOME, NAKAMURA-KU NAGOYA-SHI, AICHI-KEN 450-0002 JAPON.
Inventor/es: HIRATA, MINORU, HADANO,YUTAKA, SEKI,TSUTOMU.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22C15/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B). › B22C 15/00 Máquinas de moldeo para hacer moldes o machos caracterizadas por su mecanismo de compactación; Sus órganos auxiliares. › Compactación por medios exclusivamente de compresión.
- B22C15/08 B22C 15/00 […] › que implican mecanismos neumáticos o hidráulicos.
- B22C19/04 B22C […] › B22C 19/00 Componentes o accesorios de las máquinas de moldeo para hacer moldes o machos. › Dispositivos de control especialmente diseñados para máquinas de moldear.
PDF original: ES-2428370_T3.pdf
Fragmento de la descripción:
Método y dispositivo para formar una caja de moldeo superior y una caja de moldeo inferior
Campo técnico
La presente invención se refiere a un método para formar moldes superiores e inferiores y un aparato para este fin.
Antecedentes de la invención Se conocen publicaciones relativas a métodos para formar moldes superiores e inferiores. Uno de ellos comprende los pasos de mantener una placa-modelo entre una caja de moldeo superior y una caja de moldeo inferior, insertándose unos medios de compresión superiores e inferiores en las aberturas correspondientes de las cajas de moldeo superior e inferior, aberturas que están enfrentadas a la placa-modelo, con lo que se definen los espacios de moldeo superior e inferior, y a continuación aportando arena de moldeo al espacio de moldeo superior e inferior y provocando el movimiento hacia adelante de los medios superior e inferior de compresión hacia la placa-modelo, para comprimir la arena de moldeo dentro del espacio superior e inferior de moldeo con el fin de obtener moldes superiores e inferiores sin caja de moldeo (véase la Publicación Internacional Nº WO 2005/058528 A1) .
El documento DE 33 12 539 C1 revela un dispositivo para producir formas de moldeo de arena sin caja de moldeo. Cuando las cajas de moldeo superior e inferior se encuentran en una estación, se desplazan las cajas de moldeo hacia adelante desde una posición retirada mediante un dispositivo de accionamiento de moldes, aproximándolos mutuamente de manera que una placa-modelo quede sujeta por ambos lados. Dentro de las cajas de moldeo se colocan placas de compresión mediante un cilindro de presión hidráulico. Las placas son desplazadas hasta una posición de ajuste y su posición es detectada por detectores para medir el alcance del movimiento de las placas de compresión.
El documento JP 04-274838 A revela un dispositivo de moldeo sin bastidor que comprende un primer cilindro hidráulico que se descomprime mediante un aceite con una presión comparativamente alta a través de una primera válvula reductora de presión y una forma de moldeo superior que puede entrar en contacto con una placa-modelo y sujetar la misma entre la forma de moldeo superior y la forma de moldeo inferior. Mediante la descompresión de los cilindros los dispositivos superior e inferior de soplado de arena forman un espacio de moldeo y que se llena con material de moldeo.
Descripción de la invención Sin embargo, el método convencional para producir moldes superiores e inferiores, que comprende los pasos arriba indicados, puede producir diferencias entre las presiones aplicadas a los medios de compresión superior e inferior cuando los mismos son obligados a avanzar hacia la placa-modelo, debido a las diferencias en las velocidades de avance o presiones de los medios de compresión superior e inferior, debido a la diferencia de diseño de ambos lados de la placa-modelo, debido a la diferencia de espesor de los moldes superior e inferior, debido a la diferencia de densidad de la arena de moldeo que se introduce en el espacio de moldeo superior e inferior etc. Por lo tanto las presiones de la compresión superior e inferior aplicadas por los medios de accionamiento y que originan el desplazamiento hacia delante de los medios de compresión superior e inferior, pueden ser diferentes y en tal caso una de las presiones resultaría muy alta. Consecuentemente, el método presenta problemas que puedan ocasionar que el molde resultante pueda estar deformado o, lo que es peor, que la placa-modelo se rompa.
El objetivo de esta invención consiste en resolver estas desventajas. Su propósito es proporcionar un método para producir moldes superiores e inferiores y un aparato para este fin que puedan prevenir el riesgo de deformación del molde resultante y de ruptura de la placa- modelo.
El método para producir los moldes superiores e inferiores según la reivindicación 1 comprende, a tal fin, los pasos de sujetar la placa-modelo entre la caja de moldeo superior y la caja de moldeo inferior, de insertar medios superiores e inferiores de compresión en las correspondientes aberturas de las cajas de moldeo superior e inferior, aberturas que están enfrentadas a la placa-modelo y que definen así el espacio de moldeo superior y otro inferior; en introducir a continuación arena de moldeo en los espacios de moldeo superior e inferior; en desplazar los medios de compresión superior e inferior hacia adelante hacia la placa-modelo para comprimir la arena de moldeo dentro de los espacios de moldeo superior a inferior; y en medir las correspondientes presiones al comprimir la arena; método según el cual, durante el movimiento de avance de los medios de compresión superior e inferior hacia la placamodelo, la diferencia entre las presiones de la compresión de los espacios de moldeo superior e inferior se mantiene dentro de una tolerancia predeterminada. El transmisor de control enviará una orden de detención al medio de accionamiento si la diferencia sobrepasa la tolerancia, para que el medio de accionamiento con presión mayor cese de desplazarse hacia adelante, hasta que la diferencia quede dentro de la tolerancia predeterminada.
Por otro lado el aparato para producir los moldes superiores e inferiores según la reivindicación 2 sirve para mantener la placa-modelo entre la caja de moldeo superior y la inferior, insertándose medios de compresión superiores e inferiores en las respectivas aberturas de la caja de moldeo superior e inferior, aberturas que quedan enfrentadas a la placa-modelo y que definen así los espacios de moldeo superiores e inferiores; después se introduce arena de moldeo en los espacios de moldeo superior e inferior y se provoca que los medios de compresión superior y el inferior avancen hacia la placa-modelo para comprimir la arena de moldeo en los espacios de moldeo superior y en el inferior. El aparato comprende un medio de accionamiento superior y uno inferior que provocan que los respectivos medios de compresión superior e inferior se muevan hacia y desde la placa-modelo, medios de medición de la presión de la compresión superior e inferior que se instalan en los medios de accionamiento superior e inferior y que miden la correspondiente presión al comprimir la arena, y un transmisor de control que determina la diferencia entre los valores medidos por los medios de medición de la compresión superior y el inferior y la compara con una tolerancia predeterminada. Si la diferencia sobrepasa el valor de la tolerancia, el transmisor de control envía una orden a los medios de accionamiento para que el medio de accionamiento causante de la presión mayor cese en su movimiento hacia adelante, hasta que la diferencia quede dentro de la tolerancia predeterminada.
Las invenciones que comprenden los componentes arriba indicados provocan que los medios de compresión superior e inferior se desplacen hacia adelante hasta la placa-modelo mediante un accionamiento superior y uno inferior, para así comprimir la arena de moldeo en los espacios de moldeo superior e inferior. Durante este tiempo se determina la diferencia entre la presión de compresión superior y la inferior sobre la base del resultado de una medición realizada por sus medios de medición superior e inferior y esa diferencia se compara con una tolerancia predeterminada. Un transmisor de control enviará una orden de detención a los medios de accionamiento si la diferencia sobrepasa la tolerancia predeterminada, con el fin de detener en su avance el medio de accionamiento con la presión mayor, hasta que la diferencia quede dentro de la tolerancia predeterminada.
Según esta invención, cada uno de los medios de accionamiento superior e inferior es un cilindro hidráulico con un mecanismo de propulsión hidráulico o un cilindro eléctrico con una unidad de alimentación eléctrica. Si los accionamientos son cilindros hidráulicos, cada uno de los medios de medición de presión de la compresión superior e inferior será un sensor de presión instalado en la unidad de potencia hidráulica que mide la presión del aceite, o un indicador de presión que mide la fuerza del cilindro hidráulico. Si se trata de cilindros eléctricos con una unidad de alimentación eléctrica, cada uno de los medios de medición será un voltímetro instalado en la unidad de suministro eléctrico que mide su voltaje o un indicador de presión que mide la fuerza del cilindro eléctrico. En lugar del voltímetro se puede utilizar un amperímetro.
El aparato para producir moldes superiores e inferiores es un aparato que produce cajas de moldeo estancas superiores e inferiores o un aparato que produce moldes superiores e inferiores sin caja.
Tal como evidencia la explicación anterior el método según la reivindicación 1 comprende los pasos consistentes en... [Seguir leyendo]
Reivindicaciones:
1. Un método para producir moldes superiores e inferiores, que comprende los pasos consistentes en sujetar una placa-modelo (1) de doble cara entre la caja de moldeo superior y la inferior (2, 3) , en insertar medios de compresión superior y medios de compresión inferior (4, 5) en las correspondientes aberturas de las cajas de moldeo superior e inferior (2, 3) , aberturas que están enfrentadas a la placa-modelo (1) y definen así un espacio de moldeo superior y otro inferior, en introducir a continuación arena de moldeo en los espacios de moldeo superior e inferior y en desplazar el medio de compresión superior y el inferior (4, 5) hacia la placa-modelo (1) para comprimir la arena de moldeo en los espacios de moldeo superior e inferior y en medir las presiones respectivas al comprimir la arena, determinándose la diferencia entre las presiones medidas, método en el que durante el desplazamiento de los medios de compresión superior e inferior (4, 5) hacia la placa-modelo (1) se mantiene la diferencia entre las presiones de compresión del espacio de moldeo superior y del inferior dentro de una tolerancia predeterminada enviándose, si la diferencia supera la tolerancia, una orden a los medios de compresión (4, 5) para que se detengan haciendo que el medio de compresión más elevado se desplace hacia adelante hasta que la diferencia quede dentro de la tolerancia predeterminada.
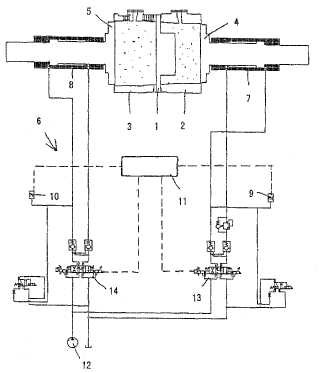
2. Un equipo para producir moldes superiores e inferiores que comprende
cajas de moldeo superiores e inferiores (2, 3)
una placa-modelo (1) de doble cara entre las cajas de moldeo superiores e inferiores (2, 3)
medios de compresión superior e inferior (4, 5) para su inserción en sendas aberturas de las cajas de moldeo superior e inferior (2, 3) , estando las aberturas enfrentadas a la placa-modelo (1) para definir un espacio de moldeo superior y otro inferior que se llenan con arena de moldeo y
medios de compresión superior e inferior (4, 5) previstos para comprimir la arena de moldeo en los espacios de moldeo superior e inferior, comprendiendo además el equipo,
medios de accionamiento superior e inferior adaptados para desplazar los medios de compresión superior e inferior respectivos (4, 5) hacia y desde la placa-modelo (1) , medios de medición de la compresión superior e inferior instalados en los medios de accionamiento superior e inferior y diseñados para medir las presiones respectivas al comprimir la arena y
un transmisor de control (11) previsto para determinar la diferencia entre las presiones medidas por los medidores de presión de compresión superior e inferior y diseñado para comparar la diferencia con una tolerancia predeterminada, de forma que si la diferencia supera la tolerancia, el transmisor de control (11) pueda enviar una orden al medio de accionamiento con presión mayor para que se detenga en su desplazamiento hasta que la diferencia quede dentro de la tolerancia predeterminada.
3. El equipo para producir moldes superiores e inferiores según la reivindicación 2, en el que los medios de accionamiento superior e inferior son cilindros hidráulicos (7, 8) con un grupo hidráulico (6) y en el que los medidores de presión de compresión superior e inferior son sensores de presión (9, 10) que se instalan en el grupo hidráulico (6) .
4. El equipo para producir moldes superiores e inferiores según la reivindicación 3,
en el que los sensores de presión (9, 10) son captadores dinamométricos que miden la fuerza de los cilindros hidráulicos (7) .
5. El equipo para producir moldes superiores e inferiores según la reivindicación 2,
en el que los medios de accionamiento superior y el inferior son cilindros eléctricos con una unidad de alimentación eléctrica, y en el que los medidores de presión de la compresión superior e inferior con voltímetros instalados en la unidad de alimentación eléctrica.
6. El equipo para producir moldes superiores e inferiores según la reivindicación 5,
en el que los medidores de la presión de compresión superior e inferior son captadores dinamométricos que miden la fuerza de los cilindros eléctricos.
7. El equipo para producir moldes superiores e inferiores según la reivindicación 2,
en el que los medios de accionamiento superior e inferior son cilindros eléctricos con una unidad de alimentación eléctrica, y en el que los medidores de presión de la compresión superior e inferior son amperímetros instalados en la unidad de alimentación eléctrica.
8. El equipo para producir moldes superiores e inferiores según la reivindicación 7,
en el que los medidores de presión de la compresión superior e inferior son captadores dinamométricos que miden la fuerza de los cilindros eléctricos.
Patentes similares o relacionadas:
Molde para moldeo por inyección-compresión, del 4 de Marzo de 2020, de UNITEAM ITALIA S.R.L: Molde para moldeo por inyección-compresión que comprende: - un punzón y una matriz adecuada para cerrar sobre el punzón para delimitar con […]
PROCEDIMIENTO Y SISTEMA DE MOLDEO CON UN APARATO DE MOLDEO., del 1 de Marzo de 2006, de SINTOKOGIO, LTD.: Procedimiento de moldeo para un aparato de moldeo provisto de cajas de moldeo que comprende las fases de: - llenar con arena de moldeo una cavidad de relleno definida […]
PROCEDIMIENTO PARA ASEGURAR LA CALIDAD DE LOS MOLDES DE ARENA POR MEDIO DE LA MEDICION DEL CAUDAL DE ACEITE QUE LLEGA HASTA EL CABEZAL DE PRENSADO., del 16 de Marzo de 2001, de KUNKEL-WAGNER PROZESSTECHNOLOGIE GMBH: LA INVENCION SE REFIERE AL CONTROL O A LA REGULACION DEL CABEZAL DE PRENSADO CON MULTIPLES TROQUELES O DEL CABEZAL DE PRENSADO EN BLOQUE DE UNA MAQUINA DE MOLDEO PARA ARENA […]
MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION, N-9600112, POR "DISPOSITIVO DE ALTA COMPACTACION PARA MAQUINAS DE MOLDEO DE CAJAS DE ARENA POR IMPACTO DE AIRE., del 1 de Octubre de 2000, de LORAMENDI, S.A.: Mejoras introducidas en la patente de invención nº9600112 por dispositivo de alta compactación para máquinas de moldeo de cajas de arena por impacto de aire. Estas mejoras […]
DISPOSITIVO DE ALTA COMPACTACION PARA MAQUINAS DE MOLDEO DE CAJAS DE ARENA POR IMPACTO DE AIRE., del , de LORAMENDI, S.A.: Dispositivo de alta compactación para máquinas de moldeo de cajas de arena por impacto de aire. Este dispositivo incorpora en la embocadura del difusor […]
DISPOSITIVO PARA HACER MOLDES., del 16 de Agosto de 1999, de SINTOKOGIO, LTD.: SE PRESENTA UN DISPOSITIVO PARA LA PRODUCCION DE UN MOLDE EN DONDE SE UTILIZAN UNA PLURALIDAD DE VARILLAS DE PRESION Y UNA PLACA DE PRESION […]
PROCEDIMIENTO PARA LA PRODUCCION DE PIEZAS FUNDIDAS DE HIERRO MEDIANTE MOLDES METALICOS INCORPORANDO UN SISTEMA DE VACIO., del 16 de Diciembre de 1993, de FELGUERA MELT, S.A.: PROCEDIMIENTO PARA LA PRODUCCION DE PIEZAS FUNDIDAS DE HIERRO MEDIANTE MOLDES METALICOS INCORPORANDO UN SISTEMA DE VACIO, CONSISTE LA INVENCION EN DOTAR A LA […]
DISPOSITIVO Y MÉTODO DE MOLDEO PARA MOLDE DE ARENA, del 10 de Noviembre de 2011, de SINTOKOGIO, LTD.: Máquina de moldeo para producir un molde de arena mediante compactación de arena de moldeo en un espacio de molde definido por una placa portamodelo […]