MAQUINA DE MOLDEO.
Máquina de moldeo para moldear un par de moldes sin caja, que comprende:
una primera caja (12) y una segunda caja (13);
una placa modelo intercambiable (11) con una primera cara y una segunda cara correspondientes a la primera caja (12) y a la segunda caja (13) respectivamente, donde dicha placa modelo (11) está adaptada para mantenerse entre la primera caja (12) y la segunda caja (13) en una relación tipo sándwich;
medios para desplazar de forma relativa una de las dos cajas primera (12) o segunda (13) o ambas hacia dicha placa modelo (11), de forma que la primera caja (12) y la segunda caja (13) pueden mantener y liberar dicha placa modelo (11) que se sujeta entre ellas;
un primer elemento de compresión (14) con un primer plano de aplicación de presión, donde el primer elemento de compresión (14) es insertable en la primera caja (12), mientras que el primer plano de aplicación de presión es opuesto a la primera cara de dicha placa modelo (11), y donde el primer elemento de compresión (14) se inserta en la primera caja (12) cuando la primera caja (12) y la segunda caja (13) mantienen entre ambas dicha placa modelo (11) en una relación tipo sándwich, para definir una primera cavidad de moldeado con el primer plano de aplicación de presión, la primera cara de la placa modelo (11) y la primera la caja (12);
medios de soporte (23) para mantener la primera caja (12), la segunda caja (13), la citada placa modelo (11) y el primer elemento de compresión (14) y para hacer que giren al unísono entre una posición horizontal en la que la primera caja (12) y la segunda caja (13) mantienen entre sí dicha placa modelo (11) en una relación tipo sándwich, mientras que el primer plano de aplicación de presión del primer elemento de compresión (14) está orientado verticalmente y mirando hacia abajo, y una posición vertical en la que el primer plano de aplicación de presión está orientado horizontalmente;
un bastidor de carga (15) situado de forma contigua a la segunda caja (13) en una posición perpendicular de dicho bastidor de carga (15) cuando las cajas primera y segunda (12, 13) mantienen entre sí dicha placa modelo (11) en la relación tipo sándwich en dicha posición vertical;
un segundo elemento de compresión (16) con un segundo plano de aplicación de presión orientado horizontalmente, donde el segundo elemento de compresión (16) se puede insertar en dicho bastidor de carga (15), y donde el segundo elemento de compresión (16) se puede insertar en la segunda caja (13) a través de dicho bastidor de carga (15) cuando las cajas primera y segunda (12, 13) mantienen entre sí dicha placa modelo (11), mientras que el segundo plano de aplicación de presión está opuesto a la segunda cara de dicha placa modelo (11), en dicha posición vertical, para definir una segunda cavidad de moldeado con el segundo plano de aplicación de presión, la segunda cara de dicha placa (11), el citado bastidor de carga (15) y la segunda caja, donde el segundo elemento de compresión (16) está adaptado para iniciar la inserción en dicho bastidor de carga (15) mientras se realiza dicha rotación entre la citada posición horizontal y la posición vertical, y donde la segunda cavidad de moldeado está definida por el segundo plano de aplicación de presión del segundo elemento de compresión (16), la segunda cara de dicha placa modelo (11) y la segunda caja (13) cuando dicho bastidor de carga (15) está contiguo a la segunda caja (13);
un primer actuador (18) para desplazar el primer elemento de compresión hacia las primeras caras de dichas placas modelo (11), de manera que la arena de moldeo que está en la primera cavidad de moldeado se comprime con el primer plano de aplicación de presión de dicho primer elemento de compresión insertado (14);
un segundo actuador (19) para desplazar el segundo elemento de compresión (16) hacia la segunda cara de dicha placa modelo (11), de manera que la arena de moldeo que está en la segunda cavidad de moldeado se comprime con el segundo plano de aplicación de presión del segundo elemento de compresión (16); y
una lanzadera para la placa modelo
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07011273.
Solicitante: SINTOKOGIO, LTD..
Nacionalidad solicitante: Japón.
Dirección: 28-12, MEIEKI 3-CHOME, NAKAMURA-KU,NAGOYA-SHI, AICHI-KEN 450-0002.
Inventor/es: HIRATA, MINORU, SAKAI,TSUYOSHI, OYA,TOSHIHIKO, KOMIYAMA,TAKAYUKI, SAKAGUCHI,KOICHI.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Junio de 2007.
Fecha Concesión Europea: 2 de Junio de 2010.
Clasificación Internacional de Patentes:
- B22C11/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B). › B22C 11/00 Máquinas de moldeo para hacer moldes o machos, caracterizadas por la disposición relativa de sus partes. › con una o varias cajas de moldeo que forman parte de la máquina y de las que se extraen los moldes de arena fabricados por compactación.
- B22C15/28 B22C […] › B22C 15/00 Máquinas de moldeo para hacer moldes o machos caracterizadas por su mecanismo de compactación; Sus órganos auxiliares. › Compactación por medios diferentes que actúan simultánea o sucesivamente, p. ej. soplado preliminar y compresión final.
- B22C17/08 B22C […] › B22C 17/00 Máquinas de moldeo para hacer moldes o machos caracterizadas por el mecanismo de separación del modelo del molde o por el mecanismo de volteo de la caja de moldeo o de la placa modelo. › Máquinas de moldeo con mecanismo de volteo de la placa modelo o del molde alrededor de un eje horizontal.
- B22C17/10 B22C 17/00 […] › Volteo de la placa modelo y de la caja de moldeo solamente (B22C 17/14 tiene prioridad).
- B22C17/12 B22C 17/00 […] › Volteo en bloque de la placa-modelo, de la caja de moldeo y del dispositivo de compactación (B22C 17/14 tiene prioridad).
Clasificación PCT:
- B22C11/10 B22C 11/00 […] › con una o varias cajas de moldeo que forman parte de la máquina y de las que se extraen los moldes de arena fabricados por compactación.
- B22C15/28 B22C 15/00 […] › Compactación por medios diferentes que actúan simultánea o sucesivamente, p. ej. soplado preliminar y compresión final.
- B22C17/08 B22C 17/00 […] › Máquinas de moldeo con mecanismo de volteo de la placa modelo o del molde alrededor de un eje horizontal.
- B22C17/10 B22C 17/00 […] › Volteo de la placa modelo y de la caja de moldeo solamente (B22C 17/14 tiene prioridad).
- B22C17/12 B22C 17/00 […] › Volteo en bloque de la placa-modelo, de la caja de moldeo y del dispositivo de compactación (B22C 17/14 tiene prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Máquina de moldeo.
Campo de la invención
La presente invención se refiere a una máquina de moldeo, más concretamente a una máquina de moldeo para moldear moldes sin caja superiores e inferiores al mismo tiempo.
Antecedentes de la invención
Se ha tratado de mejorar el rendimiento del trabajo en el método de moldeo sin caja mediante la utilización de una máquina de moldeo sin caja bien conocida. Por ejemplo, la publicación de patente japonesa 04-66245 sugiere combinar una máquina de moldeo sin caja ya conocida con un dispositivo de cambio de modelo. El dispositivo cambia mecánica y automáticamente, en lugar de manualmente, una placa modelo ya utilizada para formar moldes en la máquina de moldeo por una nueva placa modelo.
Sin embargo, la máquina de moldeo sin caja empleada tal como se menciona en la descripción anterior es bien conocida y también se utiliza en métodos de moldeo sin caja convencionales, donde las placas modelo se intercambian de forma manual. Por tanto, esta descripción y el método de moldeo sin caja convencional, donde las placas modelo se intercambian de forma manual, son los mismos que en los procesos de formación de un par de cavidades de moldeado con la máquina de moldeo sin caja. Es decir, una placa modelo que porta patrones en las dos caras se sujeta horizontalmente entre un par de semicajas a modo de sándwich en el lateral de la máquina de moldeo. A continuación, se giran las cajas al unísono a una localización por debajo de un dispositivo de suministro de arena, de manera que están verticales. Entonces, se insertan horizontalmente un par de cabezales de compresión opuestos en el par de cajas verticales, entre las cuales se sujeta la placa modelo, para definir un par de cavidades de molde. En consecuencia, en la máquina de moldeo sin caja convencional, los procesos para formar un par de cavidades de moldeado no pueden comenzar hasta que las semicajas superior e inferior entre las que se sujeta la placa modelo de doble cara están en posición vertical. Debido a que esta situación da lugar a un ciclo de moldeo en la máquina de moldeo sin caja convencional que todavía requiere mucho tiempo, la eficiencia de la producción de moldes es baja.
La EP 0 836 900 A1 describe una máquina de moldeo que comprende un dispositivo giratorio en el que se colocan una semicaja superior y una semicaja inferior. Entre las semicajas superior e inferior se introduce una placa modelo de doble cara. La semicaja superior y la semicaja inferior que aseguran la placa modelo de doble cara entre ellas pueden girar alrededor de un eje de rotación horizontal, mediante el dispositivo giratorio, desde la posición horizontal a la posición vertical. La semicaja superior, la placa modelo de doble cara y una placa de compresión superior definen un primer espacio de molde cuando la placa modelo de doble cara y las semicajas superior e inferior están en sus posiciones verticales. La semicaja inferior, la placa modelo de doble cara y una placa de compresión inferior definen un segundo espacio de molde. Los espacios de molde definidos se pueden rellenar de arena de moldeo.
Sumario de la invención
La presente invención tiene por objeto proporcionar una máquina de moldeo que pueda acortar el tiempo necesario para formar moldes sin caja y aumentar así la eficiencia de producción.
La presente invención proporciona una máquina de moldeo para moldear un par de moldes sin caja. Esta máquina de moldeo comprende una primera caja y una segunda caja; una placa modelo de doble cara intercambiable con una primera cara y una segunda cara que corresponden a la primera caja y a la segunda caja, donde la placa modelo de doble cara está adaptada para mantenerse entre la primera caja y la segunda caja en una relación tipo sándwich; medios para desplazar de forma relativa una de las dos cajas primera o segunda o ambas hacia dicha placa modelo de doble cara de forma que la primera caja y la segunda caja pueden mantener y liberar la placa modelo de doble cara que se sitúa entre ambas; un primer elemento de compresión con un primer plano de aplicación de presión, donde el primer elemento de compresión se puede insertar en la primera caja, mientras que el primer plano de aplicación de presión es opuesto a la primera cara de la placa modelo de doble cara, y donde el primer elemento de compresión se inserta en la primera caja cuando la primera caja y la segunda caja mantienen entre sí la placa modelo de doble cara en una relación tipo sándwich para definir una primera cavidad de molde con el primer plano de aplicación de presión, la primera cara de la placa modelo de doble cara, y la primera la caja; un medio de soporte para mantener la primera caja, la segunda caja, la placa modelo de doble cara y el primer elemento de compresión, y para hacer que giren al mismo tiempo desde una posición horizontal en la que la primera caja y la segunda caja mantienen entre sí dicha placa modelo de doble cara en una relación tipo sándwich, mientras que el plano de aplicación de presión del primer elemento de compresión está orientado verticalmente y mirando hacia abajo, a una posición vertical en la que el primer plano de aplicación de presión está orientado horizontalmente; un bastidor de carga situado de forma contigua a la segunda caja en una posición perpendicular en dicho bastidor de carga cuando las cajas primera y segunda mantienen entre sí la placa modelo de doble cara en la relación tipo sándwich, en posición vertical; un segundo elemento de compresión con un segundo plano de aplicación de presión orientado horizontalmente, donde el segundo elemento de compresión se puede insertar en el bastidor de carga y donde el segundo elemento de compresión se puede insertar en la segunda caja a través del bastidor de carga cuando las cajas primera y segunda mantienen entre medias la placa modelo de doble cara, mientras que el segundo plano de aplicación de presión es opuesto a la segunda cara de la placa modelo de doble cara en la posición vertical, para definir una segunda cavidad de molde con el segundo plano de aplicación de presión, la segunda cara de la placa modelo de doble cara, el bastidor de carga y la segunda caja; un primer actuador para desplazar el primer elemento de compresión hacia la primera cara de la placa modelo de doble cara, de manera que la arena de moldeo que está en la primera cavidad de moldeado se comprime con el primer plano de aplicación de presión del primer elemento de compresión insertado; y un segundo actuador para desplazar el segundo elemento de compresión hacia la segunda cara de la placa modelo de doble cara, de manera que la arena de moldeo que está en la segunda cavidad de moldeado se comprime con el segundo plano de aplicación de presión del segundo elemento de compresión.
En una realización de la presente invención, la primera caja es una semicaja superior y la segunda caja es una semicaja inferior.
Preferentemente, la primera cavidad de moldeado está definida por el primer plano de aplicación de presión del primer elemento de compresión, la primera cara de la placa modelo de doble cara y la primera caja, mientras que las cajas primera y segunda, la placa modelo de doble cara y el primer elemento de compresión giran desde la posición horizontal a la posición vertical.
En este caso, el segundo elemento de compresión inicia la inserción en el bastidor de carga mientras gira desde la posición horizontal a la posición vertical. La segunda cavidad de moldeado queda definida después por el segundo plano de aplicación de presión del segundo elemento de compresión, la segunda cara de la placa modelo de doble cara y la segunda caja cuando el bastidor de carga es contiguo a la segundo caja.
Cada uno de los actuadores primero o segundo puede ser un cilindro hidráulico o un cilindro eléctrico.
Las cajas primera y segunda pueden tener orificios de carga de arena en sus paredes laterales para suministrar la arena de moldeo. En este caso, la máquina de moldeo comprende además medios para introducir, por aire, la arena de moldeo en las cavidades de moldeado primera y segunda definidas, a través de los orificios de carga de arena.
Los medios para introducir la arena de moldeo pueden comprender un dispositivo para hacer fluir la arena de moldeo con una corriente de aire comprimido.
La máquina de moldeo puede comprender también una lanzadera para traer y llevar la placa modelo de doble cara entre la primera caja y la segunda caja en la posición horizontal.
La máquina de moldeo puede comprender además medios para desmontar un par de moldes de las cajas primera y segunda.
Reivindicaciones:
1. Máquina de moldeo para moldear un par de moldes sin caja, que comprende:
una primera caja (12) y una segunda caja (13);
una placa modelo intercambiable (11) con una primera cara y una segunda cara correspondientes a la primera caja (12) y a la segunda caja (13) respectivamente, donde dicha placa modelo (11) está adaptada para mantenerse entre la primera caja (12) y la segunda caja (13) en una relación tipo sándwich;
medios para desplazar de forma relativa una de las dos cajas primera (12) o segunda (13) o ambas hacia dicha placa modelo (11), de forma que la primera caja (12) y la segunda caja (13) pueden mantener y liberar dicha placa modelo (11) que se sujeta entre ellas;
un primer elemento de compresión (14) con un primer plano de aplicación de presión, donde el primer elemento de compresión (14) es insertable en la primera caja (12), mientras que el primer plano de aplicación de presión es opuesto a la primera cara de dicha placa modelo (11), y donde el primer elemento de compresión (14) se inserta en la primera caja (12) cuando la primera caja (12) y la segunda caja (13) mantienen entre ambas dicha placa modelo (11) en una relación tipo sándwich, para definir una primera cavidad de moldeado con el primer plano de aplicación de presión, la primera cara de la placa modelo (11) y la primera la caja (12);
medios de soporte (23) para mantener la primera caja (12), la segunda caja (13), la citada placa modelo (11) y el primer elemento de compresión (14) y para hacer que giren al unísono entre una posición horizontal en la que la primera caja (12) y la segunda caja (13) mantienen entre sí dicha placa modelo (11) en una relación tipo sándwich, mientras que el primer plano de aplicación de presión del primer elemento de compresión (14) está orientado verticalmente y mirando hacia abajo, y una posición vertical en la que el primer plano de aplicación de presión está orientado horizontalmente;
un bastidor de carga (15) situado de forma contigua a la segunda caja (13) en una posición perpendicular de dicho bastidor de carga (15) cuando las cajas primera y segunda (12, 13) mantienen entre sí dicha placa modelo (11) en la relación tipo sándwich en dicha posición vertical;
un segundo elemento de compresión (16) con un segundo plano de aplicación de presión orientado horizontalmente, donde el segundo elemento de compresión (16) se puede insertar en dicho bastidor de carga (15), y donde el segundo elemento de compresión (16) se puede insertar en la segunda caja (13) a través de dicho bastidor de carga (15) cuando las cajas primera y segunda (12, 13) mantienen entre sí dicha placa modelo (11), mientras que el segundo plano de aplicación de presión está opuesto a la segunda cara de dicha placa modelo (11), en dicha posición vertical, para definir una segunda cavidad de moldeado con el segundo plano de aplicación de presión, la segunda cara de dicha placa (11), el citado bastidor de carga (15) y la segunda caja, donde el segundo elemento de compresión (16) está adaptado para iniciar la inserción en dicho bastidor de carga (15) mientras se realiza dicha rotación entre la citada posición horizontal y la posición vertical, y donde la segunda cavidad de moldeado está definida por el segundo plano de aplicación de presión del segundo elemento de compresión (16), la segunda cara de dicha placa modelo (11) y la segunda caja (13) cuando dicho bastidor de carga (15) está contiguo a la segunda caja (13);
un primer actuador (18) para desplazar el primer elemento de compresión hacia las primeras caras de dichas placas modelo (11), de manera que la arena de moldeo que está en la primera cavidad de moldeado se comprime con el primer plano de aplicación de presión de dicho primer elemento de compresión insertado (14);
un segundo actuador (19) para desplazar el segundo elemento de compresión (16) hacia la segunda cara de dicha placa modelo (11), de manera que la arena de moldeo que está en la segunda cavidad de moldeado se comprime con el segundo plano de aplicación de presión del segundo elemento de compresión (16); y
una lanzadera para la placa modelo.
2. Máquina de moldeo según la reivindicación 1, caracterizada porque la primera caja (12) es una semicaja superior y la segunda caja (13) es una semicaja inferior.
3. Máquina de moldeo según la reivindicación 2, caracterizada porque la primera cavidad de moldeado está definida por el primer plano de aplicación de presión del primer elemento de compresión (14), la primera cara de dicha placa modelo (11) y la primera caja (12), mientras que las cajas primera y segunda (12, 13), dicha placa modelo (11) y el primer elemento de compresión (14) giran desde la citada posición horizontal a la mencionada posición vertical.
4. Máquina de moldeo según cualquiera de las reivindicaciones 1 a 3, caracterizada porque los actuadores primero y segundo (18, 19) incluyen un cilindro hidráulico o un cilindro eléctrico.
5. Máquina de moldeo según cualquiera de las reivindicaciones 1 a 4, caracterizada porque las cajas primera y segunda (12, 13) tienen orificios de carga de arena en sus paredes laterales para el suministro de arena de moldeo, y porque dicha máquina de moldeo comprende además medios (17) para introducir, por aire, la arena de moldeo en dichas cavidades de moldeado primera y segunda definidas a través de dichos orificios de carga de arena.
6. Máquina de moldeo según la reivindicación 5, caracterizada porque dichos medios (17) para introducir la arena de moldeo comprenden un mecanismo de fluidificación para hacer fluir la arena de moldeo con una corriente de aire comprimido.
7. Máquina de moldeo según cualquiera de las reivindicaciones 1 a 6, caracterizada porque comprende además una lanzadera (2) para traer y llevar dicha placa modelo (11) entre la primera caja (12) y la segunda caja (13) en dicha posición horizontal.
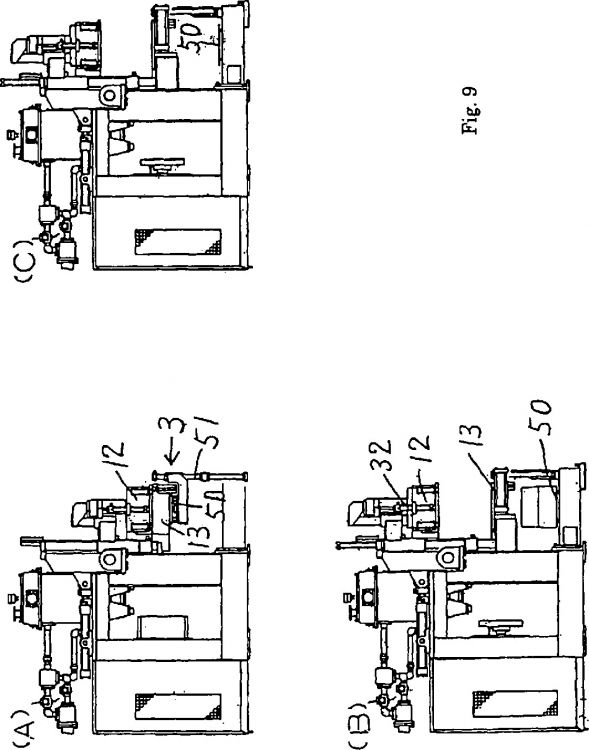
8. Máquina de moldeo según cualquiera de las reivindicaciones 1 a 7, caracterizada porque comprende además medios (3) para desmontar un par de los moldes desde las cajas primera y segunda (12, 13).
9. Máquina de moldeo según la reivindicación 8, caracterizada porque dichos medios (3) para desmontar un par de los moldes comprende medio para extraer los moldes de la primera caja (12) y la segunda caja (13), que están en relación apilada y contienen un par de moldes sin caja.
Patentes similares o relacionadas:
Máquina de moldeo en arena y método de producción de partes de molde de arena, del 11 de Marzo de 2020, de DISA INDUSTRIES A/S: Una máquina de moldeo en arena para la producción de partes del molde de arena que incluye una cámara de moldeo formada por una pared superior […]
 Máquina de moldeo de arena y procedimiento de producción de partes de molde de arena, del 30 de Octubre de 2019, de DISA INDUSTRIES A/S: Una máquina de moldeo de arena para la producción de partes del molde de arena que incluye una cámara de moldeo formada por una pared […]
Máquina de moldeo de arena y procedimiento de producción de partes de molde de arena, del 30 de Octubre de 2019, de DISA INDUSTRIES A/S: Una máquina de moldeo de arena para la producción de partes del molde de arena que incluye una cámara de moldeo formada por una pared […]
Máquina de moldeo con arena y método de producción de moldes, del 10 de Julio de 2019, de DISA INDUSTRIES A/S: Una máquina de moldeo con arena incluyendo una cámara de moldeo (2, 2a, 2b) formada por una pared superior de la cámara , una pared de […]
Método y sistema de indexación de moldes, del 16 de Abril de 2019, de DISA INDUSTRIES A/S: Un método de indexación de moldes que utiliza una máquina de moldeado sin cajas de moldeado para producir moldes y un transportador de moldes […]
Máquina para fabricar moldes de arena, del 27 de Febrero de 2019, de LORAMENDI, S. COOP: Máquina para la fabricación de moldes de arena que comprende una estructura de máquina con una cámara de moldeo , un plato delantero y un plato trasero , estando […]
Unidad de caja, dispositivo de moldeo de semimolde superior y de semimolde inferior y línea de moldeo, del 27 de Diciembre de 2017, de SINTOKOGIO, LTD.: Una línea de moldeo para hacer circular una unidad de caja para reutilización, que comprende: una máquina de moldeo para moldear […]
Dispositivo de accionamiento de un plato de cierre en una máquina de moldeo vertical de moldes sin caja y máquina que comprende dicho dispositivo, del 10 de Mayo de 2017, de LORAMENDI, S. COOP: Dispositivo de accionamiento de un plato de cierre en una máquinade moldeo vertical de motas, comprendiendo la citada máquina unos medios de desplazamiento […]
Disposición y método para moldes para fundición de metal, del 19 de Abril de 2017, de Componenta Oyj: Un método para apisonar moldes para fundición de metal en una máquina de apisonado con superficie de separación vertical que comprende: - después […]