Máquina de moldeo sin caja vigilada en remoto.
Máquina de moldeo sin caja para producir moldes superiores e inferiores sin caja,
que comprende:
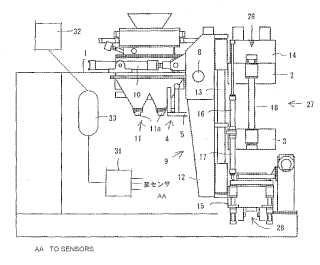
una semicaja superior (2; 102) y una semicaja inferior (3; 103), definiendo cada semicaja (2, 3; 102, 103) una abertura en la que el molde correspondiente a producir tiene al menos una entrada de alimentación de arena para suministrar la arena de moldeo a dicha abertura, estando soportadas dichas semicajas superior (2; 102) e inferior (3) de modo que se pueden acercar y alejar entre sí;
un primer sistema de cilindros (16, 17; 122, 123) adaptado para accionarse mediante una presión hidráulica variable con el fin de generar una fuerza de accionamiento que acerca y aleja entre sí las semicajas superior e inferior (2, 3; 102, 103);
una placa portamodelo (5) con una superficie superior e inferior, estando prevista dicha placa portamodelo (5; 105) para ser introducida y extraída entre las semicajas superior e inferior (2, 3; 102, 103);
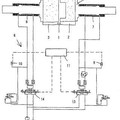
elementos de compresión superior e inferior (106, 107), pudiendo insertarse cada elemento en la semicaja correspondiente, mientras que cada elemento está situado frente a la superficie correspondiente de la placa portamodelo (5; 105) cuando dicha placa portamodelo (5; 105) está sujeta ente dichas semicajas superior e inferior (2, 3; 102, 103) a modo de sándwich, de modo que la arena de moldeo con que llenan las semicajas (2, 3; 102, 103) se comprime;
un segundo sistema de cilindros (10; 110) adaptado para ser accionado mediante una presión hidráulica variable con el fin de generar una fuerza de accionamiento que hace que la semicaja superior (2; 102), la semicaja inferior (3; 103) y la placa portamodelo (5; 105) sujeta entre ellas giren al unísono entre una posición donde dichas semicajas superior e inferior (2, 3; 102, 103) y dicha placa portamodelo (5; 105) están en sus posiciones verticales y una posición donde dichas semicajas superior e inferior y dicha placa portamodelo están en sus posiciones horizontales;
medios de alimentación de arena (11; 111) que incluyen una fuente de aire comprimido para soplar la arena de moldeo a través de las entradas de alimentación de arena de las semicajas superior e inferior mediante el aire comprimido, de modo que las semicajas superior e inferior (2, 3; 102, 103) en dichas posiciones verticales se llenan con la arena de moldeo;
caracterizada porque dispone de
medios de medida que incluyen múltiples sensores para medir al menos las presiones de fluido de los sistemas de cilindros primero y segundo (10, 16, 17; 110, 122, 123) y la presión del aire comprimido suministrado desde dicha fuente, respectivamente,
medios de transmisión (31) para transmitir los valores medidos de los medios de medida mediante un enlace de comunicación (33); y
medios de análisis para recibir y analizar los valores medidos transmitidos y para visualizar los resultados de los análisis, y porque los medios de alimentación de arena (11, 111) están adaptados para fluidificar la arena de moldeo mediante aire comprimido con presión variable de dicha fuente o de una fuente opcional mientras dichas semicajas (2, 3; 102, 103) se cargan con la arena de moldeo, incluyendo los medios de medida un sensor adaptado para medir una presión del aire comprimido utilizado para fluidificar la arena de moldeo, incluyendo cada sistema de cilindros (10, 16, 17; 110, 122, 123) cilindros agrupados compuestos por múltiples cilindros hidráulicos, y consistiendo dicha presión hidráulica de cada sistema de cilindros en una presión de aceite o una presión neumática, y porque incluye un sistema de cilindros adicional adaptado para ser accionado por medio de una presión hidráulica variable para proporcionar una fuerza de accionamiento a una parte accionada de dicha máquina de moldeo sin caja, e incluyendo los sensores de dichos medios de medida adicionalmente un sensor para medir la presión hidráulica de dicho sistema de cilindros adicional, proporcionando dicho sistema de cilindros adicional la fuerza de accionamiento a los elementos de compresión superior e inferior (106, 107).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2006/310207.
Solicitante: SINTOKOGIO, LTD..
Nacionalidad solicitante: Japón.
Dirección: 28-12, MEIEKI 3-CHOME, NAKAMURA-KU NAGOYA-SHI, AICHI-KEN 450-0002 JAPON.
Inventor/es: HIRATA, MINORU.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22C11/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B). › Máquinas de moldeo para hacer moldes o machos, caracterizadas por la disposición relativa de sus partes.
- B22C15/02 B22C […] › B22C 15/00 Máquinas de moldeo para hacer moldes o machos caracterizadas por su mecanismo de compactación; Sus órganos auxiliares. › Compactación por medios exclusivamente de compresión.
- B22C19/04 B22C […] › B22C 19/00 Componentes o accesorios de las máquinas de moldeo para hacer moldes o machos. › Dispositivos de control especialmente diseñados para máquinas de moldear.
PDF original: ES-2416333_T3.pdf
Fragmento de la descripción:
Máquina de moldeo sin caja vigilada en remoto.
Campo de la invención La presente invención se refiere a una máquina de moldeo sin caja en la cual se retiran las cajas de los moldes previamente apilados producidos dentro de las cajas, en particular a una máquina de este tipo adecuada para operar bajo vigilancia en remoto.
Antecedentes de la invención Por ejemplo en el documento WO2005/089983 A1, cedido al cesionario de la presente solicitud, se propone una máquina de moldeo sin caja adaptada para ser accionada por presión hidráulica. Las partes accionadas de esta máquina de moldeo sin caja (por ejemplo la semicaja superior y la semicaja inferior a utilizar en los procesos de moldeo) son operadas esencialmente mediante accionamientos hidráulicos. Así, están previstos múltiples sistemas de cilindros hidráulicos. Esta máquina de moldeo sin caja también emplea aire comprimido o fluido hidráulico para cargar la semicaja superior y la semicaja inferior con arena de moldeo para hacer moldes. Típicamente, un dispositivo de carga de arena inyecta la arena de moldeo en la semicaja superior y la semicaja inferior mediante el aire comprimido, mientras que la arena de moldeo dentro del dispositivo de carga con arena se fluidifica con más aire comprimido.
Las máquinas de moldeo sin caja convencionales no incluyen un método ni un equipo particular que proporcionen diagnósticos cuantitativos para determinar si los sistemas de cilindros hidráulicos, el dispositivo de carga con arena, etc. se encuentran en un estado de operación normal. Por consiguiente, el control de estos estados de funcionamiento se basa en la observación por parte de un operario humano en las cercanías de la máquina de moldeo.
El documento JP 2003-103345 A proporciona una máquina de conformación de moldeo sin marco que comprende una placa modelo. La placa modelo define respectivamente un espacio de moldeo en cada molde cuando se coloca y sujeta entre los dos moldes. Dentro de la placa modelo se conforma una parte de descarga de aire mediante una ranura que se extiende hasta una parte periférica. En la placa modelo y/o en el molde está diseñado un orificio de ventilación comunicado con la vía de descarga de aire y con el espacio de moldeo.
El documento JP 4-84647 A describe una máquina de moldeo sin caja constituida por una caja inferior que puede girar libremente en las posiciones horizontal y vertical y una caja superior que puede girar libremente entre las posiciones horizontal y vertical, sincronizada con la caja inferior, y que se puede levantar libremente por encima de la caja inferior cuando ésta está en posición horizontal. Una placa de compresión de caja superior se puede deslizar libremente entre una posición de apertura en el extremo superior y el extremo inferior. La placa de compresión de la caja superior está insertada y dispuesta dentro de la caja superior.
El documento US 2004/129404 A1 describe un sistema de control para un aparato de moldeo que comprende sensores, una unidad local y una unidad remota.
El documento EP 1 222 980 A describe un sistema de control para un aparato de moldeo.
El documento EP 1 433 548 A describe un método y un sistema para controlar una máquina de moldeo que comprende cierto tipo de sensor para medir o detectar las características de la máquina de moldeo. Los sensores están conectados mediante un cable con la unidad local, la cual está conectada internamente a una unidad remota.
El documento JP 2002 073159 A proporciona un sistema para la gestión del funcionamiento de una instalación de fundición provisto de sensores para medir atributos deseados referentes a dichas instalaciones de fundición.
El documento JP 57-195557 A da a conocer un método y un dispositivo para moldear moldes de caja desmontables.
El documento DE 33 12539 C1 describe un dispositivo para producir moldes sin caja.
Sumario de la invención Es un objeto de la presente invención proporcionar una máquina de moldeo sin caja que permita controlar con precisión sus estados de funcionamiento en remoto.
La presente invención proporciona una máquina de moldeo sin caja para producir moldes superiores e inferiores sin caja. La máquina de moldeo comprende:
una semicaja superior y una semicaja inferior, definiendo cada semicaja una abertura en la que el molde a producir correspondiente dispone de al menos una entrada de alimentación de arena, para suministrar la arena de moldeo a dicha abertura, estando soportadas las semicajas superior e inferior de modo que se pueden acercar y alejar una de otra;
un primer sistema de cilindros adaptado para ser accionado por presión hidráulica variable, generando una fuerza de accionamiento que acerca y aleja entre sí las semicajas superior e inferior;
una placa portamodelo con una superficie superior e inferior, estando prevista la placa portamodelo para ser introducida y extraída entre las semicajas superior e inferior;
elementos de compresión superior e inferior, pudiendo insertarse cada elemento en la semicaja correspondiente, mientras que cada elemento está situado frente a la superficie correspondiente de la placa portamodelo cuando dicha placa portamodelo está sujeta ente las semicajas superior e inferior a modo de sándwich, de modo que la arena de moldeo con que se llenan las semicajas se comprime;
un segundo sistema de cilindros adaptado para ser accionado por presión hidráulica variable para generar una fuerza de accionamiento que hace que la semicaja superior, la semicaja inferior y la placa portamodelo sujeta entre éstas giren al unísono entre una posición donde las semicajas superior e inferior y la placa portamodelo están en posición vertical y una posición donde las semicajas superior e inferior y la placa portamodelo están en posición horizontal;
medios de alimentación de arena, que incluyen una fuente de aire comprimido para soplar la arena de moldeo a través de las entradas de alimentación de arena de las semicajas superior e inferior, mediante aire comprimido, de modo que las semicajas superior e inferior en las posiciones verticales se llenan con la arena de moldeo;
medios de medida que incluyen múltiples sensores para medir al menos las presiones de fluido de los sistemas de cilindros primero y segundo y la presión del aire comprimido suministrado desde la fuente, respectivamente,
medios de transmisión para transmitir los valores medidos procedentes de los medios de medida mediante un enlace de comunicación; y
medios de análisis para recibir y analizar los valores medidos transmitidos y para visualizar los resultados de los análisis.
Los medios de alimentación de arena también pueden fluidificar la arena de moldeo con aire comprimido mediante la presión variable de la fuente o de una fuente opcional mientras las semicajas se llenan con la arena de moldeo. En este caso, los medios de medida también incluyen un sensor para medir la presión del aire comprimido utilizado para fluidificar la arena de moldeo.
Los sensores de los medios de medida pueden incluir un sensor para detectar el nivel superior de la arena de moldeo dentro de los medios de alimentación de arena.
El enlace de comunicaciones puede ser a través de Internet o de una Intranet.
Cada sistema de cilindros incluye cilindros agrupados compuestos por múltiples cilindros hidráulicos. La presión hidráulica de cada sistema de cilindros es una presión de aceite o neumática.
La máquina de moldeo puede incluir además un sistema de cilindros opcional adaptado para ser accionado por una presión hidráulica variable con el fin de proporcionar una fuerza de accionamiento a una parte accionada de la máquina de moldeo sin caja. En este caso, los sensores de los medios de medida incluyen además un sensor para medir la presión hidráulica del sistema de cilindros opcional.
Por ejemplo, el sistema de cilindros opcional proporciona la fuerza de accionamiento a los elementos de compresión superior e inferior.
La máquina de moldeo sin caja se puede adaptar para utilizar dos pares de semicajas, estando configuradas la semicaja superior y la semicaja inferior como un par, de modo que la máquina de moldeo está adaptada para producir moldes alternativamente con los dos pares de semicajas. En este caso, el sistema de cilindros opcional incluye un tercer sistema de cilindros para generar una fuerza de accionamiento con el fin de retirar dicha semicaja superior, utilizada para producir el molde superior contenido dentro de la misma, de la placa portamodelo, y un cuarto sistema de cilindros para generar una fuerza de accionamiento con el fin de expulsar los moldes superior e inferior del par de semicajas separado de la placa... [Seguir leyendo]
Reivindicaciones:
1. Máquina de moldeo sin caja para producir moldes superiores e inferiores sin caja, que comprende:
una semicaja superior (2; 102) y una semicaja inferior (3; 103) , definiendo cada semicaja (2, 3; 102, 103) una abertura en la que el molde correspondiente a producir tiene al menos una entrada de alimentación de arena para suministrar la arena de moldeo a dicha abertura, estando soportadas dichas semicajas superior (2; 102) e inferior (3) de modo que se pueden acercar y alejar entre sí;
un primer sistema de cilindros (16, 17; 122, 123) adaptado para accionarse mediante una presión hidráulica variable con el fin de generar una fuerza de accionamiento que acerca y aleja entre sí las semicajas superior e inferior (2, 3; 102, 103) ;
una placa portamodelo (5) con una superficie superior e inferior, estando prevista dicha placa portamodelo (5; 105) para ser introducida y extraída entre las semicajas superior e inferior (2, 3; 102, 103) ;
elementos de compresión superior e inferior (106, 107) , pudiendo insertarse cada elemento en la semicaja correspondiente, mientras que cada elemento está situado frente a la superficie correspondiente de la placa portamodelo (5; 105) cuando dicha placa portamodelo (5; 105) está sujeta ente dichas semicajas superior e inferior (2, 3; 102, 103) a modo de sándwich, de modo que la arena de moldeo con que llenan las semicajas (2, 3; 102, 103) se comprime;
un segundo sistema de cilindros (10; 110) adaptado para ser accionado mediante una presión hidráulica variable con el fin de generar una fuerza de accionamiento que hace que la semicaja superior (2; 102) , la semicaja inferior (3; 103) y la placa portamodelo (5; 105) sujeta entre ellas giren al unísono entre una posición donde dichas semicajas superior e inferior (2, 3; 102, 103) y dicha placa portamodelo (5; 105) están en sus posiciones verticales y una posición donde dichas semicajas superior e inferior y dicha placa portamodelo están en sus posiciones horizontales;
medios de alimentación de arena (11; 111) que incluyen una fuente de aire comprimido para soplar la arena de moldeo a través de las entradas de alimentación de arena de las semicajas superior e inferior mediante el aire comprimido, de modo que las semicajas superior e inferior (2, 3; 102, 103) en dichas posiciones verticales se llenan con la arena de moldeo;
caracterizada porque dispone de
medios de medida que incluyen múltiples sensores para medir al menos las presiones de fluido de los sistemas de cilindros primero y segundo (10, 16, 17; 110, 122, 123) y la presión del aire comprimido suministrado desde dicha fuente, respectivamente,
medios de transmisión (31) para transmitir los valores medidos de los medios de medida mediante un enlace de comunicación (33) ; y
medios de análisis para recibir y analizar los valores medidos transmitidos y para visualizar los resultados de los análisis,
y porque los medios de alimentación de arena (11, 111) están adaptados para fluidificar la arena de moldeo mediante aire comprimido con presión variable de dicha fuente o de una fuente opcional mientras dichas semicajas (2, 3; 102, 103) se cargan con la arena de moldeo, incluyendo los medios de medida un sensor adaptado para medir una presión del aire comprimido utilizado para fluidificar la arena de moldeo, incluyendo cada sistema de cilindros (10, 16, 17; 110, 122, 123) cilindros agrupados compuestos por múltiples cilindros hidráulicos, y consistiendo dicha presión hidráulica de cada sistema de cilindros en una presión de aceite o una presión neumática, y porque incluye un sistema de cilindros adicional adaptado para ser accionado por medio de una presión hidráulica variable para proporcionar una fuerza de accionamiento a una parte accionada de dicha máquina de moldeo sin caja, e incluyendo los sensores de dichos medios de medida adicionalmente un sensor para medir la presión hidráulica de dicho sistema de cilindros adicional, proporcionando dicho sistema de cilindros adicional la fuerza de accionamiento a los elementos de compresión superior e inferior (106, 107) .
2. Máquina de moldeo sin caja según la reivindicación 1, caracterizada porque los medios de medida incluyen adicionalmente un sensor para detectar el nivel superior de la arena de moldeo dentro del citado medio de alimentación de arena (11; 111) .
3. Máquina de moldeo sin caja según la reivindicación 1, caracterizada porque el enlace de comunicación es en Internet o una Intranet.
4. Máquina de moldeo sin caja según la reivindicación 1, caracterizada porque se utilizan dos pares de semicajas (102, 103) , estando conformadas una semicaja superior (102) y una semicaja inferior (103) como un par de modo que la máquina de moldeo está adaptada para producir moldes alternativamente con dichos dos pares de
semicajas (102, 103) , y porque dicho sistema de cilindros opcional incluye un tercer sistema de cilindros (138) para generar una fuerza de accionamiento para separar dicha semicaja superior (102) , utilizada para producir dicho molde superior contenido dentro de la misma, de dicha placa portamodelo (105) , y un cuarto sistema de cilindros (129) para generar una fuerza de accionamiento para expulsar dichos moldes superior e inferior de dicho par de semicajas (102, 103) separado de dicha placa portamodelo (105) .
A losSensores A losSensores
Patentes similares o relacionadas:
 Dispositivo de leva para la extracción y abatimiento del plato frontal en una máquina de moldeo vertical de motas, del 25 de Septiembre de 2013, de LORAMENDI, S.A.: El dispositivo tiene como finalidad proporcional un nuevo dispositivo de leva , aplicable a máquinas de moldeo de motas, en el que la leva tiene […]
Dispositivo de leva para la extracción y abatimiento del plato frontal en una máquina de moldeo vertical de motas, del 25 de Septiembre de 2013, de LORAMENDI, S.A.: El dispositivo tiene como finalidad proporcional un nuevo dispositivo de leva , aplicable a máquinas de moldeo de motas, en el que la leva tiene […]
PROCEDIMIENTO Y DISPOSITIVO DE PROGRESION PASO A PASO DE MOLDES EN UNA PLANTA DE FUNDICION DE CADENA DE MOLDES., del 1 de Febrero de 2005, de DISA INDUSTRIES A/S: Método para hacer avanzar de forma escalonada moldes en una planta de fundición de series de moldes, comprendiendo dicha planta una estación de […]
MAQUINA DE MOLDEO, del 16 de Julio de 1995, de HEINRICH WAGNER SINTO MASCHINENFABRIK GMBH: LAS MAQUINAS DE MOLDEO CONOCIDAS PERMITEN NORMALMENTE SOLO LA COMPACTACION DE UN SOLO MOLDE, POR LO QUE GENERALMENTE NO SE PUEDE PRODUCIR UNA FORMA COMPLETA NI SE ALCANZA […]
SISTEMA DE MOLDEO., del 16 de Agosto de 1990, de DANSK INDUSTRI SYNDIKAT A/S: SISTEMA DE MOLDEO PARA FABRICAR PIEZAS COMPACTANDO ARENA U OTRO MATERIAL SIMILAR ENTRE UNA PLACA VERTICAL DE COMPRESION Y UNA PLACA VERTICAL […]
Máquina para fabricar moldes de arena, del 27 de Febrero de 2019, de LORAMENDI, S. COOP: Máquina para la fabricación de moldes de arena que comprende una estructura de máquina con una cámara de moldeo , un plato delantero y un plato trasero , estando […]
Equipo para molde de moldeo con caja de moldeo y método para molde de moldeo con caja de moldeo, del 2 de Noviembre de 2016, de SINTOKOGIO, LTD.: Equipo para moldear un molde con una caja de moldeo que comprende: un medio para introducir arena de moldeo que se configura para introducir arena […]
 Método y dispositivo para formar una caja de moldeo superior y una caja de moldeo inferior, del 7 de Noviembre de 2013, de SINTOKOGIO, LTD.: Un método para producir moldes superiores e inferiores, que comprende los pasos consistentes en sujetaruna placa-modelo de doble cara entre la caja de moldeo superior […]
Método y dispositivo para formar una caja de moldeo superior y una caja de moldeo inferior, del 7 de Noviembre de 2013, de SINTOKOGIO, LTD.: Un método para producir moldes superiores e inferiores, que comprende los pasos consistentes en sujetaruna placa-modelo de doble cara entre la caja de moldeo superior […]
METODO PARA MEJORAR LA CALIDAD DE LOS MOLDES DE UNA MAQUINA., del 1 de Abril de 2004, de DISA INDUSTRIES A/S: Método para mejorar la calidad de los moldes de una máquina de formación de moldes que comprende por lo menos una cámara de moldeo con placas prensadoras móviles […]