DISPOSICIÓN DE HERRAMIENTAS PARA ELABORAR UN DENTADO HELICOIDAL EN ENGRANAJES RECTOS.
Disposición de herramientas para elaborar un dentado helicoidal en engranajes rectos,
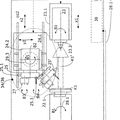
en la que a un mandril (14) común están fijados, en una posición de giro predefinida unos respecto a otros, un cuerpo de fresa madre de desbastar (20), al menos un cuerpo de fresa de desbarbar (16, 18) y un cuerpo de fresa madre de alisar (12), y los dientes del cuerpo de fresa madre de alisar (12) situados en una línea helicoidal presentan respectivamente una sección transversal distinta, de tal forma que el ángulo de engrane de los flancos derechos o izquierdos disminuye continuamente partiendo de un valor máximo del primer diente hasta el último diente, y de tal forma que el ángulo de engrane máximo de los flancos derechos del primer o del último diente coincide con el ángulo de engrane mínimo de los flancos izquierdos, y viceversa
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/008658.
Solicitante: LMT Fette Werkzeugtechnik GmbH & Co. KG
LIEBHERR-VERZAHNTECHNIK GmbH.
Nacionalidad solicitante: Alemania.
Dirección: GRABAUER STRASSE 24 21493 SCHWARZENBEK ALEMANIA.
Inventor/es: CARMINCKE,WOLFGANG, WINKEL,Oliver.
Fecha de Publicación: .
Fecha Solicitud PCT: 6 de Septiembre de 2006.
Clasificación PCT:
- B23F19/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23F FABRICACION DE ENGRANAJES O DE CREMALLERAS (por estampado B21D; por laminado B21H; por forja o prensado B21K; por moldeo B22; dispositivos para copiar o controlar B23Q; máquinas o dispositivos para trabajar con muela o pulir en general B24B). › Acabado de dientes de engranaje por medio de otras herramientas que las utilizadas para la fabricación de estos dientes.
- B23F19/10 B23F […] › B23F 19/00 Acabado de dientes de engranaje por medio de otras herramientas que las utilizadas para la fabricación de estos dientes. › Achaflanado de los dientes de engranaje.
- B23F21/12 B23F […] › B23F 21/00 Herramientas especialmente concebidas para ser utilizadas con máquinas que sirven para la fabricación de dientes de engranaje. › Herramientas de fresado.
- B23F21/16 B23F 21/00 […] › Fresas hembras.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2365250_T3.pdf
Fragmento de la descripción:
La invención se refiere a una disposición de herramientas para elaborar un dentado helicoidal en engranajes rectos según la reivindicación 1.
La elaboración de dentados helicoidales en engranajes rectos con la ayuda de una fresa madre se conoce desde hace mucho tiempo. Generalmente, se realiza después de los procedimientos por rodadura axial. También se conoce elaborar dentados helicoidales según el procedimiento por rodadura diagonal, es decir que el avance se produce tanto en la dirección axial como en la dirección tangencial. Los flancos de diente no se realizan de forma exacta, sino de modo aproximado en forma de faceta mediante un número finito de cortes envolventes. Cada corte envolvente del perfil de cortes envolventes toca en un punto el perfil evolvente teórico, mientras que todos los demás puntos difieren en medida más o menos fuerte del perfil evolvente. La estructura superficial escamosa se elimina mediante un procedimiento de mecanización de precisión posterior como, por ejemplo, la rectificación por generación. El perfil evolvente teóricamente exacto, sin embargo, se modifica para la optimización del comportamiento de soporte y la minimización del desarrollo de ruido. Es habitual por ejemplo la realización de cierto adelgazamiento (despulla de cabeza) para lograr a ser posible una marcha sin choques. El adelgazamiento o la despulla de cabeza se consigue mediante un perfilado correspondiente de los flancos de la herramienta. Una corrección de la geometría de los flancos a lo largo del ancho del entredientes, es decir, cierto bombeado longitudinal o conicidad del entredientes y una posición oblicua del bombeado se realizan o bien mediante movimientos impartidos a la pieza de trabajo o la herramienta, que modifican la distancia axial entre la herramienta y la rueda dentada durante el paso axial por el entredientes. En engranajes rectos con dentado recto, este procedimiento conduce al resultado deseado. Sin embargo, si el ángulo de cruce axial entre la pieza de trabajo y la herramienta es distinto a 90º, las condiciones de engrane requieren una corrección desigual de los flancos izquierdos o derechos de un entredientes.
El documento DE19918289A1 presenta una disposición de herramientas para la elaboración de un dentado helicoidal en engranajes rectos, estando fijado en un mandril común, en una posición de giro predefinida uno respecto a otro, un cuerpo de fresa madre de desbastar y un cuerpo de fresa madre de alisar.
Por el documento "Pfauter-Wälzfräsen", Teil I, Verfahren, Maschinen, Werkzeuge, Anwendungstechnik, Wechselräder, editorial Springerverlag, pág. 436, se conoce ya usar para la elaboración de dentados con bombeado longitudinal fresas madre con un grosor de dientes y una forma de dientes distintos en la dirección de su eje y trabajar en procedimiento diagonal. En este procedimiento, la fresa madre se ajusta de tal forma que su entredientes más grande entre en acción en el centro del dentado de la pieza de trabajo, es decir que allí se produzca el mayor grosor de diente. En los dos extremos trabajan dientes de fresa más gruesas, es decir, allí los dientes de pieza de trabajo se hacen más delgados (carácter doble dúplex).
Por el documento DE3704607A1 se conoce un procedimiento en el que las correcciones longitudinales de dientes son posibles mediante modificaciones de distancia, evitando al mismo tiempo sus distorsiones desventajosas. En el procedimiento conocido se trabaja con un tornillo sinfín de amolar en procedimiento de rodadura diagonal continua, disminuyendo el ángulo de engrane de los flancos derechos e izquierdos partiendo de un valor máximo en un extremo del tornillo sinfín hacia el otro extremo. Se parte del conocimiento de que en cada zona de un entredientes visto en la dirección axial de la rueda dentada - está asignada una zona axial determinada del tornillo sinfín de herramienta. Dado que la geometría de flancos de las espiras del tornillo helicoidal disminuye en la dirección axial, el entredientes que se ha de crear se elabora a lo largo del ancho de entredientes por una herramienta que cambia constantemente. Durante el movimiento de rodadura entre la pieza de trabajo y la herramienta, el tornillo sinfín se desplaza no sólo axialmente con respecto a la pieza de trabajo, sino también tangencialmente con respecto a ésta, de forma que, visto a lo largo de la altura o el ancho de la pieza de trabajo, la zona de entrada de un entredientes se mecaniza por otras espiras de tornillo sinfín que la zona de salida de este entredientes. Para lograr, por una parte, las correcciones deseadas en los dientes evolventes y evitar, por otra parte, las distorsiones descritas, los flancos del paso de rosca helicoidal de la herramienta helicoidal presentan diferentes ángulos de engrane, es decir que el ángulo de engrane y el grosor de diente varían de un extremo de la herramienta al otro, de forma que en combinación con una corrección de la distancia axial se compensa su efecto de distorsión.
El procedimiento conocido requiere que la pieza de trabajo se someta en primer lugar a un perfilado previo con la ayuda de una fresa de desbastar, habitualmente según el procedimiento de fresado axial por generación. A continuación, ha de repasarse, por ejemplo, en una amoladora por generación para conseguir una corrección con la ayuda del tornillo sinfín amolador descrito. Esto conlleva naturalmente un mayor gasto de fabricación.
**(Ver fórmula)**
Antes o después del trabajo de acabado se han de desbarbar o biselar los dientes de una rueda dentada elaborada de esta manera. Para ello se han dado a conocer diversos procedimientos.
Por el documento DE20320295U1 se conoce sujetar una fresa de desbarbar en el mismo árbol de herramienta que la fresa madre. La fresa de desbarbar se parece a una fresa de disco, estando dispuestos sus dientes de corte en forma de línea helicoidal y estando configurada la fresa de desbarbar con varios pasos, con al menos un diente por paso. De esta manera, tanto el fresado por generación como el desgarbado pueden realizarse en funcionamiento continuo. Como se sabe, el árbol de herramienta de fresadoras por generación puede ajustarse en el espacio. Después del procedimiento de fresado por generación se ajusta de tal forma que la herramienta de desbarbar pueda ponerse ahora en engrane con los cantos frontales de las ranuras de diente mediante un giro con el árbol, para mecanizar sucesivamente los cantos frontales de las ranuras de diente a modo del procedimiento de fresado por generación.
La invención tiene el objetivo de proporcionar una disposición de herramientas con la que puedan elaborarse con un bajo gasto un dentado helicoidal desbarbado y biselado para engranajes rectos, de tal forma que el dentado esté exento de triscado.
Este objetivo se consigue mediante las características de la reivindicación 1.
La disposición de herramientas según la invención permite un dentado exento de triscado. Esto significa que los flancos de los dientes engranados están en engrane mutuo aproximadamente en el centro entre la cabeza y el pie aproximadamente en las mismas zonas con respecto a un plano de las rueda dentadas que se extiende por el centro. Un dentado exento de triscado con flancos de dientes corregidos se consigue con la ayuda de un cuerpo de fresa madre de alisar, cuyos dientes situados en la línea helicoidal presentan respectivamente un perfil de sección transversal diferente, de tal forma que el ángulo de engrane disminuye continuamente partiendo de un valor máximo del primer diente hasta el último diente, coincidiendo el ángulo de engrane máximo del lado opuesto del primer o del último diente con el ángulo de engrane mínimo del otro flanco, y viceversa.
En la invención se ha detectado que las condiciones que existen en un tornillo sinfín de amolar pueden transmitirse a una fresa madre. Si la fresa madre de alisar se concibe correspondientemente puede sujetarse en un mandril junto con la fresa madre de desbastar. De esta forma, la rueda dentada que se ha de elaborar se acaba completamente en la máquina-herramienta con una sola sujeción.
También el desbarbado puede realizarse en la misma máquina si en el mandril se sujeta al menos una fresa madre de desbarbar tal como se conoce por el documento DE20320294.
Según una configuración de la invención, el cuerpo de fresa madre de alisar y el mandril están conformados en una sola pieza. Por lo tanto, las demás herramientas tienen que sujetarse de manera correspondiente en el mandril, y según una configuración de la invención, el cuerpo de fresa de desbastar y... [Seguir leyendo]
Reivindicaciones:
1. Disposición de herramientas para elaborar un dentado helicoidal en engranajes rectos, en la que a un mandril (14) común están fijados, en una posición de giro predefinida unos respecto a otros, un cuerpo de fresa madre de desbastar (20), al menos un cuerpo de fresa de desbarbar (16, 18) y un cuerpo de fresa madre de alisar (12), y los dientes del cuerpo de fresa madre de alisar (12) situados en una línea helicoidal presentan respectivamente una sección transversal distinta, de tal forma que el ángulo de engrane de los flancos derechos o izquierdos disminuye continuamente partiendo de un valor máximo del primer diente hasta el último diente, y de tal forma que el ángulo de engrane máximo de los flancos derechos del primer o del último diente coincide con el ángulo de engrane mínimo de los flancos izquierdos, y viceversa.
2. Disposición de herramientas según la reivindicación 1, caracterizada porque el cuerpo de fresa madre de alisar (12) está conformado en una sola pieza con el mandril (14).
3. Disposición de herramientas según la reivindicación 2, caracterizada porque el cuerpo de fresa madre de desbastar (20) y los cuerpos de fresa de desbarbar (16, 18) están fijados al mandril (14) mediante una tuerca tensora (24) y un anillo distanciador (26).
4. Disposición de herramientas según la reivindicación 2 ó 3, caracterizada porque en rebordes axiales de los distintos cuerpos de fresa están conformadas cavidades radiales en las que están insertados elementos de ajuste (28) ajustados exactamente que, a su vez, van fijados a los cuerpos de fresa madre mediante un tornillo (30) paralelo al eje.
5. Disposición de herramientas según las reivindicaciones 2 a 4, caracterizada porque los cuerpos de fresa de desbarbar (16, 18) están dispuestos entre el cuerpo de fresa de desbastar (20) y el cuerpo de fresa madre de alisar (12).
Patentes similares o relacionadas:
HERRAMIENTA PARA PRODUCIR EL DENTADO EXTERIOR DE RUEDAS DENTADAS., del 1 de Enero de 2006, de ZF LENKSYSTEME GMBH: Herramienta para producir un dentado de evolvente según el llamado procedimiento de fresado por generación, con las características siguientes: - los perfiles de […]
FRESADORA DE RODILLO COMPLETA CERMET, del 1 de Febrero de 1998, de WILHELM FETTE GMBH: LA INVENCION SE REFIERE A UNA FRESADORA DE RODILLO CON UN CUERPO DE HERRAMIENTA DE FORMA ANULAR QUE MUESTRA DIENTES EN SU PERIMETRO, […]
HERRAMIENTA PARA LA PRODUCCION DE CORONAS DENTADAS Y PROCEDIMIENTO DE PRODUCCION DE DICHA HERRAMIENTA., del 16 de Febrero de 1995, de CROWN GEAR B.V.: UNA HERRAMIENTA PARA LA PRODUCCION DE CORONAS DENTADAS MEDIANTE UN PROCESO GENERADOR QUE SE COMPONE DE UN DISCO QUE PUEDE ROTAR ALREDEDOR DE SU EJE, CON ELEMENTOS DE MAQUINADO […]
FRESA PARA PRODUCIR ENGRANAJES DE DIENTES FRONTALES., del 16 de Marzo de 1994, de CROWN GEAR B.V.: UN CORTADOR PARA PRODUCIR ENGRANAJES DE CORONA QUE COMPRENDE UN CUERPO CORTADOR EN FORMA DE DISCO CON DIENTES CORTANTES PERFILADOS EN LA PERIFERIA. EL BORDE […]
FRESA MADRE DE PEINES, del 16 de Abril de 1993, de WALZTECHNIK SAACKE-ZORN GMBH & CO. K.G.: EL MODELO ES UNA FRESA MADRE DE PEINES PARA PRODUCIR DIENTES EN LAS RUEDAS EN EL PROCEDIMIENTO DE TALLADO POR FRESA SIN FIN. POR ELLO, SUS DIENTES CORTANTES […]
 MAQUINA UNIVERSAL PARA LA MECANIZACION BLANDA DE RUEDAS CONICAS Y PROCEDIMIENTO CORRESPONDIENTE, del 6 de Abril de 2010, de KLINGELNBERG GMBH: 1. Dispositivo , con
- un torno , que presenta un husillo de trabajo y un contra apoyo , dispuesto coaxialmente a un eje de giro (B1) del husillo de trabajo […]
MAQUINA UNIVERSAL PARA LA MECANIZACION BLANDA DE RUEDAS CONICAS Y PROCEDIMIENTO CORRESPONDIENTE, del 6 de Abril de 2010, de KLINGELNBERG GMBH: 1. Dispositivo , con
- un torno , que presenta un husillo de trabajo y un contra apoyo , dispuesto coaxialmente a un eje de giro (B1) del husillo de trabajo […]
Procedimiento para la fabricación de una corona con dentado interno, así como procedimiento para la fabricación o reparación de un engranaje, del 7 de Agosto de 2019, de Flender GmbH: Procedimiento para la fabricacion de una corona con dentado interno que debe montarse de manera fija a la caja en una caja de engranaje de un engranaje planetario, […]
 Caja de engranajes que comprende un componente de engranaje estacionario formado basándose en perfiles de flanco variable de dientes de engranaje, del 16 de Septiembre de 2015, de VESTAS WIND SYSTEMS A/S: Caja de engranajes que comprende
un componente de engranaje estacionario que tiene una pluralidad de dientes (116a, ..., 116n) conformados a lo largo […]
Caja de engranajes que comprende un componente de engranaje estacionario formado basándose en perfiles de flanco variable de dientes de engranaje, del 16 de Septiembre de 2015, de VESTAS WIND SYSTEMS A/S: Caja de engranajes que comprende
un componente de engranaje estacionario que tiene una pluralidad de dientes (116a, ..., 116n) conformados a lo largo […]