MAQUINA UNIVERSAL PARA LA MECANIZACION BLANDA DE RUEDAS CONICAS Y PROCEDIMIENTO CORRESPONDIENTE.
1. Dispositivo (20), con
- un torno (22), que presenta un husillo de trabajo (22.
1) y un contra apoyo (23), dispuesto coaxialmente a un eje de giro (B1) del husillo de trabajo (22.1), para el empotramiento coaxial de una pieza de trabajo bruta (K1), - un porta-herramientas multifuncional (24), que es móvil con relación a la pieza de trabajo bruta (K1) empotrada en el torno (22) y comprende una base de herramienta (25), que está alojada de forma giratoria alrededor de un eje (B2), que se extiende esencialmente paralelo al eje de giro (B1) del husillo de trabajo (22.1), de manera que en la base de herramienta (25) se puede fijar al menos una herramienta (25.1 - 25.4), - un dispositivo porta-herramientas (26), que es móvil con relación a la pieza de trabajo bruta (K1) empotrada en el torno (22), caracterizado porque el dispositivo (20) comprende un cabezal porta-cuchillas (27) con un inserto de corte, que está empotrado en el dispositivo porta-herramientas (26),y porque a partir de la pieza de trabajo bruta (K1) se pueden fabricar con el dispositivos (20) ruedas dentadas cónicas, y porque el cabezal porta-cuchillas (27) está alojado de forma giratoria alrededor de un eje (B3) de cabezal porta-cuchillas dispuesto en un ángulo (W) con relación al eje de giro (B1) del husillo de trabajo (22.1) y el dispositivo (20) comprende un control (28), y porque con el control (28), con preferencia un control numérico CNC, se puede controlar una torneado de la pieza de trabajo bruta (K1) con la herramienta (25.1 - 25.4) y un dentado siguiente de la pieza de trabajo bruta (K1) torneada con el cabezal porta-cuchillas (27)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/053679.
Solicitante: KLINGELNBERG GMBH.
Nacionalidad solicitante: Alemania.
Dirección: PETERSTRASSE 45,42499 HUCKESWAGEN.
Inventor/es: KIRSCH,ROGER, OZDYK,KLAUS, HACKENBERGER,ELMAR, LAMSFUSS,HARALD, KONIG,TORSTEN.
Fecha de Publicación: .
Fecha Concesión Europea: 18 de Noviembre de 2009.
Clasificación Internacional de Patentes:
- B23F21/16B2
- B23F21/22A2
- B23Q39/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 39/00 Máquinas para trabajar el metal que incorporan una pluralidad de subconjuntos, siendo capaz cada uno de realizar una operación de trabajo (B23Q 33/00, B23P 23/00 tienen prioridad; si la operación es similar y el tipo de operación es esencial, ver la subclase apropiada para tal operación). › los subconjuntos son susceptibles de ser puestos en funcionamiento desde un solo puesto de trabajo.
Clasificación PCT:
- B23F21/16 B23 […] › B23F FABRICACION DE ENGRANAJES O DE CREMALLERAS (por estampado B21D; por laminado B21H; por forja o prensado B21K; por moldeo B22; dispositivos para copiar o controlar B23Q; máquinas o dispositivos para trabajar con muela o pulir en general B24B). › B23F 21/00 Herramientas especialmente concebidas para ser utilizadas con máquinas que sirven para la fabricación de dientes de engranaje. › Fresas hembras.
- B23F21/22 B23F 21/00 […] › Fresas de rectificación para dientes de engranaje curvados longitudinalmente.
- B23Q39/02 B23Q 39/00 […] › los subconjuntos son susceptibles de ser puestos en funcionamiento desde un solo puesto de trabajo.
Fragmento de la descripción:
Máquina universal para la mecanización blanda de ruedas cónicas y procedimiento correspondiente.
La invención se refiere a un dispositivo y a un procedimiento para la mecanización blanda de ruedas cónicas, especialmente para la mecanización en seco. La invención se refiere también a un procedimiento correspondiente.
Existen diferentes máquinas, que se emplean en la fabricación de ruedas cónicas y ruedas dentadas similares. Desde hace algún tiempo existe el deseo de automatizar la fabricación. Una solución, que hasta ahora solamente ha podido ser aplicada con condiciones, es un centro de mecanización, que está diseñado de tal forma que se pueden realizar un gran número de etapas de fabricación sobre una y la misma máquina. Tales máquinas no sólo son muy complejas y, por lo tanto, caras, sino que requieren también un gasto relativamente grande durante la instalación preparatoria (tiempo de equipamiento). Por otro lado, tales máquinas, que han sido desarrolladas con relación a una alta flexibilidad, son adecuadas más bien para producir piezas individuales o series muy pequeñas.
En la patente europea EP 0 832 716 B1 se muestra y se describe una máquina compacta, que está diseñada para el torneado y fresado de laminación de una pieza de trabajo, de manera que esta pieza de trabajo no debe transformarse o transferirse. Expresado con otras palabras, la pieza de trabajo se asienta después den empotramiento en un husillo principal y se mecaniza allí con diferentes herramientas. Se considera como un inconveniente de esta máquina que, en virtud de la disposición de los diferentes elementos, no está diseñada para realizar una mecanización en seco, puesto que la descarga de las virutas calientes tiene una importancia especial. Además, debido a la disposición lateral de los dos carros con las herramientas, se limita el espacio de juego de movimiento con relación a la pieza de trabajo.
La publicación EP-A-0 832 716 publica una máquina universal, que presenta un cabezal porta-cuchillas giratorio para la mecanización de dientes en una pieza bruta de rueda dentada cónica. La rotación del cabezal porta-cuchillas se realiza alrededor de un eje, que está perpendicular al eje del husillo de trabajo. De esta manera, es útil para la mecanización de dentados inclinados o también de dentados en forma de arco en ruedas dentadas rectas, pero no en ruedas dentadas cónicas.
La invención tiene el cometido de simplificar la fabricación de ruedas cónicas.
Otro cometido de la invención consiste en preparar un dispositivo correspondientes, que es de coste favorable.
Estos cometidos se solucionan de acuerdo con la invención a través de las características de la reivindicación 1 y a través de las características de la reivindicación 8. Otras configuraciones ventajosas se deducen a partir de las reivindicaciones dependientes.
El dispositivo de acuerdo con la invención es de coste relativamente favorable y, por lo tanto, se puede emplear en situaciones, en las que hay que no se cuenta con máquinas de mecanización complejas y, por lo tanto, con frecuencia también caras. El procedimiento de acuerdo con la invención está diseñado especialmente para la mecanización de flancos de dientes antes de un proceso de endurecimiento, es decir, en el estado blando. De una manera correspondiente, hay que seleccionar las herramientas que se utilizan.
Dibujos
Ejemplos de realización de la invención se describen en detalle a continuación con referencia a los dibujos. En este caso:
La figura 1 muestra una representación esquemática de las diferentes etapas de mecanización durante la fabricación de ruedas cónicas.
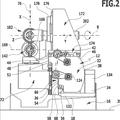
La figura 2 muestra una representación esquemática de un primer dispositivo para la utilización en la mecanización blanda de ruedas cónicas, de acuerdo con la invención.
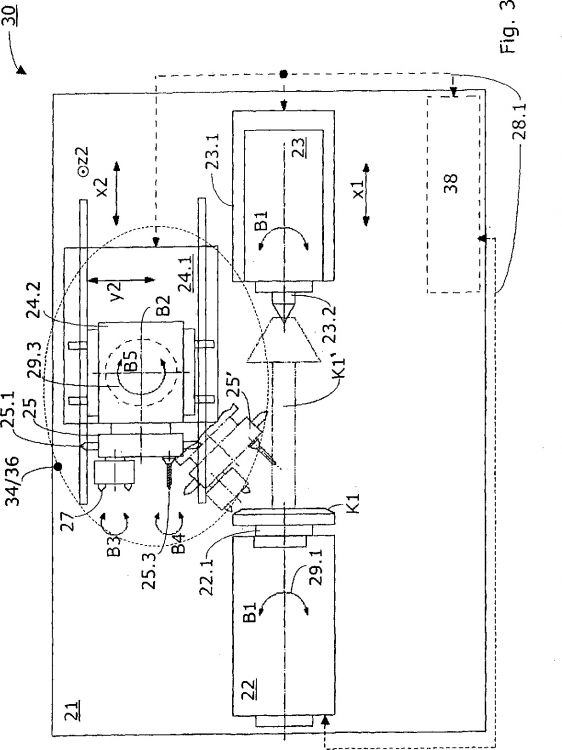
La figura 3 muestra una representación esquemática de un segundo dispositivo para la utilización en la mecanización blanda de ruedas cónicas, de acuerdo con la invención.
Descripción detallada
De acuerdo con la invención, se trata de la mecanización de ruedas cónicas. Este concepto comprende, por definición, también coronas dentadas y piñones cónicos. También comprende ruedas cónicas sin desplazamiento axial, y ruedas cónicas con desplazamiento axial, las llamadas ruedas hipoides.
La figura 1 muestra una representación esquemática de un ciclo ejemplar del procedimiento 10. La invención se puede emplear de manera ventajosa en el contexto mostrado. Se trata, como se ha mencionado, de un ejemplo para la mecanización de una rueda cónica. Partiendo de una pieza de trabajo bruta (casilla 101) se realizan las siguientes etapas de mecanización blanda en el ejemplo mostrado. Por ejemplo, se puede generar un taladro (central) a través de perforación (casilla 102). A continuación se puede mecanizar con una cuchilla de corte la pieza de trabajo bruta a través de torneado (casilla 103). Estas etapas se designan en el presente contexto como fabricación de pre-forma o como mecanización previa. En el marco de la fabricación de pre-forma se pueden realizar también otras etapas o etapas alternativas. Al final de la fabricación de pre-forma se designa la pieza de trabajo como pieza bruta de rueda.
A continuación sigue el llamado dentado. De acuerdo con la invención, se emplea con preferencia fresado de rueda cónica (en seco) (casilla 104), para generar dientes en la pieza bruta de rueda. A continuación sigue como etapa opcional el desbarbado (casilla 105). Las etapas 102, 103 o las etapas 102 - 105 se pueden realizar según la invención en un dispositivo 20 de acuerdo con la invención.
A continuación sigue típicamente un tratamiento en caliente (casilla 106) para endurecer la pieza bruta de rueda y una mecanización posterior o mecanización fina (casilla 107). Entonces la rueda cónica está acabada.
Otros detalles de la invención se describen a continuación con la ayuda de una descripción más exacta de las etapas individuales del procedimiento y por medio de un ejemplo de realización.
El procedimiento de acuerdo con la invención para la mecanización blanda de ruedas cónicas comprende las etapas según la reivindicación 8.
En el mismo dispositivo 20 se realiza ahora también el dentado. Esto se lleva a cabo de la siguiente manera. Se realiza una segunda mecanización blanda de la pieza bruta de rueda con un cabezal porta-cuchillas 27, que está empotrado sobre un dispositivo porta-herramientas 26. El objetivo de esta segunda mecanización blanda es generar un dentado en la pieza bruta de rueda. Con preferencia, la segunda mecanización blanda comprende el fresado de la rueda cónica (en seco) de la pieza bruta de rueda por medio de un cabezal porta-cuchillas 27.
Para poder realizar estas etapas de la manera mencionada, el porta-herramientas multifuncional 25 se encuentra sobre la base de la herramienta 24, así como el cabezal porta-cuchillas 27 se encuentra sobre el dispositivo porta-herramientas 26 en un plano horizontal con respecto al eje principal B1 del torno 22. Con preferencia, la base de la herramienta 24 se encuentra sobre un lado y el porta-herramientas 27 se encuentra sobre el otro lado junto al eje B1.
Con preferencia, todas las etapas de mecanización se realizan en seco. En este caso, sin embargo, el dispositivo 20 puede estar configurado y diseñado de forma correspondiente, especialmente para poder descargar las virutas calientes.
El dispositivo 20 de acuerdo con la invención se muestra en la figura 2. El dispositivo 20 está especialmente diseñado para la utilización en la mecanización blanda de ruedas cónicas y comprende un torno 22 de control numérico CNC con un husillo de trabajo 22.1 para el alojamiento de la pieza de trabajo bruta K1. El dispositivo 20 presenta una base de herramienta 24 con diferentes herramientas 25.1 - 25.3 y un dispositivo porta-herramientas 26 para el alojamiento de una herramienta de dentado (por ejemplo, una cabeza fresadora 27) para el dentado de una pieza bruta de rueda. Además, puede estar previsto un contra apoyo 23.
De acuerdo con la invención, en el dispositivo 20 se trata de una estación de mecanización que trabaja horizontalmente sobre la base de un torno, en el que el dispositivo porta-herramientas 26 con el cabezal porta-cuchillas 27 está dispuesto durante el dentado lateralmente con respecto al husillo de trabajo 22.1 con la pieza bruta de rueda. (También es posible una realización vertical con estructura general...
Reivindicaciones:
1. Dispositivo (20), con
caracterizado porque el dispositivo (20) comprende un cabezal porta-cuchillas (27) con un inserto de corte, que está empotrado en el dispositivo porta-herramientas (26),y porque a partir de la pieza de trabajo bruta (K1) se pueden fabricar con el dispositivos (20) ruedas dentadas cónicas, y porque el cabezal porta-cuchillas (27) está alojado de forma giratoria alrededor de un eje (B3) de cabezal porta-cuchillas dispuesto en un ángulo (W) con relación al eje de giro (B1) del husillo de trabajo (22.1) y el dispositivo (20) comprende un control (28), y porque con el control (28), con preferencia un control numérico CNC, se puede controlar una torneado de la pieza de trabajo bruta (K1) con la herramienta (25.1 - 25.4) y un dentado siguiente de la pieza de trabajo bruta (K1) torneada con el cabezal porta-cuchillas (27).
2. Dispositivo (20) de acuerdo con la reivindicación 1, caracterizado porque el torno (22) es un torno que trabaja horizontalmente.
3. Dispositivo (20) de acuerdo con la reivindicación 1, caracterizado porque el cabezal porta-cuchillas (27) se puede avanzar lateralmente con relación a la pieza de trabajo bruta (K1).
4. Dispositivo (20) de acuerdo con la reivindicación 1, caracterizado porque la base de herramienta giratoria (25) comprende un accionamiento, para poder avanzar diferentes herramientas (25.1, 25.2, 25.3) a través de una rotación de la base de herramienta (25) alrededor de su eje (B2) y a través de movimientos de traslación.
5. Dispositivo (20) de acuerdo con la reivindicación 1, 2 ó 3, caracterizado porque el dispositivo se puede controlar a través del control (28) de tal manera que se pueden realizar de forma sucesiva en primer lugar una mecanización blanda de la pieza de trabajo bruta (K1) y a continuación el dentado de la pieza de trabajo bruta (K1) con el cabezal porta-cuchillas (27), con preferencia sin refrigerante o lubricante.
6. Dispositivo (20) de acuerdo con la reivindicación 1, 2, 3 ó 4, caracterizado porque la base de herramienta (25) giratoria es un revólver de herramienta.
7. Dispositivo (20) de acuerdo con una de las reivindicaciones 1 a 6, caracterizado porque la base de herramienta (25) giratoria comprende al menos una herramienta (25.3) que puede ser accionada con un accionamiento propio.
8. Procedimiento para la mecanización blanda de ruedas dentadas cónicas, con las siguientes etapas:
9. Procedimiento de acuerdo con la reivindicación 8, caracterizado porque un control (28), con preferencia un control numérico CNC, controla el torneado de la pieza de trabajo bruta (K1) con la herramienta (25.1 - 25.4) y a continuación el dentado de la pieza de trabajo bruta (K1) torneada con el cabezal porta-cuchillas (27).
10. Procedimiento de acuerdo con la reivindicación 8, caracterizado porque el cabezal porta-cuchillas (27) es avanzado lateralmente con relación a la pieza de trabajo bruta (K1).
Patentes similares o relacionadas:
Máquina para mecanizar piezas de trabajo, del 1 de Julio de 2020, de ETXE-TAR, S.A: Una máquina para mecanizar piezas de trabajo, que comprende: una primera columna y una segunda columna , estando dispuestas la primera columna y la segunda columna […]
Máquina herramienta, en particular máquina fresadora de husillos múltiples, del 6 de Mayo de 2020, de DECKEL MAHO PFRONTEN GMBH: Máquina herramienta con: - un bastidor de máquina ; - una instalación de fijación de la pieza de trabajo para el empotramiento de una […]
 Máquina herramienta, del 27 de Febrero de 2020, de INDEX-WERKE GMBH & CO. KG HAHN & TESSKY: Máquina-herramienta con un bastidor de máquina que comprende una bancada de máquina que presenta un cuerpo de bancada de máquina que se extiende […]
Máquina herramienta, del 27 de Febrero de 2020, de INDEX-WERKE GMBH & CO. KG HAHN & TESSKY: Máquina-herramienta con un bastidor de máquina que comprende una bancada de máquina que presenta un cuerpo de bancada de máquina que se extiende […]
Dispositivo de mecanizado, del 6 de Noviembre de 2019, de HOMAG GmbH: Dispositivo de mecanizado para mecanizar unas piezas de trabajo de madera, de materiales de trabajo derivados de la madera, de plástico o similares, con una […]
Máquina herramienta, del 5 de Noviembre de 2019, de ELHA-MASCHINENBAU LIEMKE KG: Máquina herramienta con varios grupos dispuestos unos sobre otros y/o unos junto a otros de husillos de herramientas que alojan una herramienta […]
Máquina herramienta y sistema de procesamiento de pieza de trabajo, del 23 de Octubre de 2019, de CITIZEN WATCH CO. LTD.: Una maquina herramienta que comprende: una pluralidad de modulos (M1, M2, M3, M4), cada uno incluye un soporte de pieza de trabajo que sostiene una pieza de trabajo […]
Dispositivo para el procesamiento de piezas de trabajo en forma de barra, como perfiles de ventana o perfiles de puerta, del 11 de Septiembre de 2019, de Schirmer Maschinen GmbH: Dispositivo para el procesamiento de piezas de trabajo en forma de barra, como perfiles de ventana o perfiles de puerta, que se pueden desplazar mediante […]
Procedimiento y dispositivo para recubrir piezas de trabajo, del 4 de Septiembre de 2019, de HOMAG GmbH: Procedimiento para recubrir piezas de trabajo, que están compuestas preferiblemente al menos por secciones de madera, materiales derivados de la madera, plástico o similares, […]