CUCHILLA DE CREPADO.
Una cuchilla (100) para crepar un rollo de papel continuo de una superficie del secador,
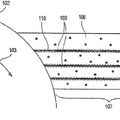
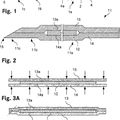
teniendo dicha cuchilla (100) una superficie de deslizamiento (30) de cara a la superficie del secador durante el uso de la cuchilla, una superficie de impacto del rollo continuo (36) sobre la que el rollo de papel continuo impacta durante el crepado, y un vértice de trabajo (32) formado entre la superficie de deslizamiento (30) y la superficie de impacto del rollo continuo (36), caracterizada porque el vértice de trabajo (32) y por lo menos alguna parte de la superficie de deslizamiento (30) y la superficie de impacto del rollo continuo (36) están constituidas por un material resistente al desgaste (38) aplicado sobre un sustrato de base, y porque el vértice de trabajo (32) de la cuchilla como se ha fabricado se sitúa alejada de una fibra neutra (34) de la cuchilla no más del 30 por ciento del espesor total de la cuchilla
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/006204.
Solicitante: BTG ECLEPENS S.A..
Nacionalidad solicitante: Suiza.
Dirección: 1312 Eclépens SUIZA.
Inventor/es: CLAUDON,Alexandre.
Fecha de Publicación: .
Fecha Solicitud PCT: 12 de Julio de 2007.
Clasificación Internacional de Patentes:
- B31F1/14B
- D21G3/00B
Clasificación PCT:
- B31F1/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31F TRABAJO O DEFORMACION MECANICA DEL PAPEL, DEL CARTONO DE MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL (fabricación de productos estratificados incluyendo otras materias además del papel o del cartón B32B). › B31F 1/00 Deformación mecánica sin eliminación de materia, p. ej. en combinación con laminación o estratificación. › con ayuda de rasquetas colocadas en el sentido transversal de la banda.
- D21G3/00 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21G CALANDRIAS; ACCESORIOS PARA MAQUINAS DE FABRICAR EL PAPEL (bobinadoras o rebobinadoras para productos acabados, medios para ajustar los pliegues o extensiones en anchura B65H). › Rasquetas.
- D21G3/04 D21G […] › D21G 3/00 Rasquetas. › para cilindros secadores.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2359445_T3.pdf


Fragmento de la descripción:
Campo técnico
La presente invención se refiere a una cuchilla de crepado con una mayor resistencia al desconchado del borde y un mayor rendimiento con respecto a los problemas asociados con el desconchado del borde. La invención también se refiere a un método para fabricar una cuchilla de este tipo.
Antecedentes
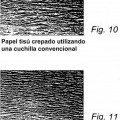
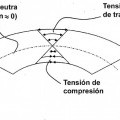
Las cuchillas de crepado se utilizan comúnmente en la industria del papel para la producción de papel tisú. A fin de producir el cuerpo típico que caracteriza al papel tisú crepado, normalmente se utiliza una cuchilla de crepado para separar un rollo de papel continuo de un cilindro secador caliente rígido (a menudo conocido como secador Yankee) y al mismo tiempo ejercer una acción compresiva en el rollo continuo de papel.
En este contexto, hay una serie de propiedades que se desean para las cuchillas de crepado. La cuchilla de crepado debe ser capaz de superar las fuerzas adhesivas que adhieren el rollo de papel continuo a la superficie del secador. Al mismo tiempo, la cuchilla debería crear la estructura de crepado deseada a fin de proporcionar el cuerpo, la suavidad y la resistencia mecánica adecuadas al papel tisú. Para ello, la geometría de la punta de la cuchilla desempeña un papel importante. Por ejemplo, una cuchilla de borde cuadrado (es decir, un bisel de 90 grados) en cualquier situación de crepado dada creará un papel tisú diferente que una cuchilla con un borde afilado de, por ejemplo, un bisel de 75 grados en condiciones por lo demás similares. La cuchilla de borde cuadrado proporcionaría, en este ejemplo, un mayor cuerpo y una estructura de crepado más basta que la cuchilla de 75 grados.
Además y no menos importante, la cuchilla debería ser capaz de mantener los parámetros de papel tisú lo más constantes posible para el período de tiempo lo más largo posible, a fin de producir un papel tisú de calidad prácticamente constante. Por lo tanto, el desgaste y otros daños en la punta de la cuchilla son factores importantes para determinar la calidad del producto final de papel tisú, así como la vida útil de la cuchilla.
Las cuchillas de crepado se someten a desgaste por una serie de razones. Por ejemplo, habrá un desgaste por deslizamiento contra el secador, y habrá un desgaste por impacto en la cuchilla debido a que el rollo de papel continuo golpea la cuchilla durante crepado. Se ha descubierto que el desgaste progresivo de la cuchilla de crepado está directamente relacionado con la evolución no deseada de las propiedades del papel tisú, como los cambios en el cuerpo
o la suavidad. En la práctica, se obtienen propiedades óptimas sólo con una cuchilla recién instalada.
A fin de adaptarse al desgaste de la cuchilla de crepado, los fabricantes de papel tisú están especificando por lo general rangos de propiedades que se consideran aceptables. Sin embargo, sería muy apreciado en la industria del papel tisú si la calidad obtenida durante el período inicial después de un cambio de la cuchilla pudiera mantenerse durante un período de tiempo prolongado.
Un tipo de daño que se produce en las cuchillas de crepado es el desconchado en el borde de trabajo de la cuchilla. Por desconchado, se entiende que pequeñas virutas de material de la cuchilla en el borde de la cuchilla son arrancadas durante el crepado. El desconchado suele ser un factor limitante para las cuchillas con un borde con un recubrimiento duro, como un borde recubierto con una cerámica, un carburo, un cermet o algún otro material duro resistente al desgaste. Si son relativamente pequeñas, las virutas en el borde de la cuchilla son responsables de defectos que a veces se denominan líneas o "líneas de tranvía". Para virutas más grandes, o para un menor gramaje del papel tisú, tales virutas pueden provocar roturas del rollo continuo y agujeros en el papel tisú, con una considerable pérdida de productividad como resultado.
A fin de reducir tal desconchado en el borde de la cuchilla, se ha propuesto anteriormente dotar la cuchilla de una capa superior por rociado térmico que forme un borde de trabajo, una zona de desgaste deslizante y una zona de impacto del rollo continuo, en la que la parte superior comprende tanto cromia como titania (véase W02005/023533).
Sin embargo, todavía se busca una solución más general al a la cuestión del desconchado anteriormente indicado. En particular, sería muy ventajoso si pudiese proporcionarse una solución a la cuestión del desconchado siempre que sea independiente en gran medida de las selecciones de material particulares.
Resumen
La presente invención se basa en la comprensión de las razones subyacentes al desconchado del borde en las cuchillas de crepado. Una idea general detrás de la presente invención es que si el borde de la cuchilla de crepado, y más particularmente el vértice de trabajo del mismo, se mantiene prácticamente libre de defectos por agrietamiento o cualquier tipo de pequeños defectos que puedan iniciar el desconchado, la punta de la cuchilla resistirá mejor el estrés, el desgaste por deslizamiento y el impacto mecánico durante el crepado.
El "vértice de trabajo" de una cuchilla de crepado indica la intersección o zona formada entre la superficie de deslizamiento y la superficie de impacto del rollo continuo de la cuchilla.
El diseño convencional de una cuchilla de crepado de alto rendimiento se caracteriza por lo general por un prebisel en la punta de la cuchilla de hasta 10 grados, y se aplica un material resistente al desgaste a la superficie prebiselada y/o a la superficie superior (zona de impacto del rollo continuo) de la cuchilla. Cuando se carga la cuchilla contra el secador, la cuchilla experimentará una tensión que a su vez puede causar microgrietas u otros defectos por agrietamiento en el recubrimiento de la cuchilla resistente al desgaste. Durante el crepado, estas grietas pueden conducir a o provocar el desconchado y los problemas asociados identificados en la introducción anteriormente indicada. También pueden desarrollarse microgrietas similares en la cubierta resistente al desgaste durante la fabricación, la manipulación, el embalaje y la distribución de las cuchillas, donde los flejes para cuchilla suelen enrollarse por razones prácticas.
Estos problemas de la técnica anterior son resueltos por una cuchilla tal como se define en reivindicación 1 y por un método definido en la reivindicación 10.
Por lo tanto, según la presente invención se propone dotar la cuchilla de crepado de una superficie de deslizamiento y una superficie de impacto del rollo continuo diseñada de manera que el vértice de trabajo de la cuchilla se encuentre en
o cerca de la fibra neutra (o plano) de la cuchilla.
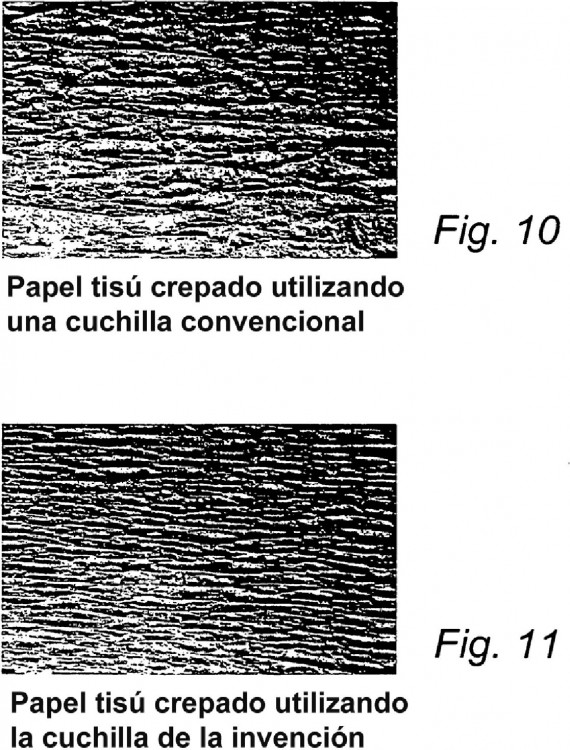
Como conocen en general los expertos en la materia, la "fibra neutra" de una estructura de tipo barra (como una cuchilla) es la línea o el plano en el que la estructura se encuentra en un estado no tensado o no estresado bajo una carga de deflexión. Para una barra deflexionada, el material situado en un lado de la fibra neutra experimentará una tensión de compresión, mientras que el material situado en el otro lado de la fibra neutra experimentará una tensión de tracción (véase la figura 5). A lo largo de la fibra neutra, sin embargo, el material estará considerablemente menos tensionado, y en el caso ideal el material a lo largo de la fibra neutra estará libre de tensión. De esta manera, la aparición de grietas en el material a lo largo de la fibra neutra, o cerca a la misma, debido a que el estrés mecánico se reduce considerablemente.
Se ha descubierto que el efecto ventajoso de tener el vértice de trabajo de la cuchilla situado en o cerca de la fibra neutra es significativo cuando el vértice de trabajo se sitúa alejado de la fibra neutra de la cuchilla no más del 30 por ciento del espesor total de la cuchilla. Preferentemente, el vértice de trabajo se sitúa alejado de la fibra neutra no más del 20 por ciento del espesor total de la cuchilla, incluso más preferentemente alejado de la fibra neutra no más del 10 por ciento del espesor total de la cuchilla. En el caso óptimo, desde el punto de vista de la reducción del agrietamiento, el vértice de trabajo de la cuchilla se sitúa prácticamente en la fibra neutra de la cuchilla. En este contexto, debe entenderse que la situación del vértice de trabajo con respecto a la fibra neutra de la cuchilla se determina como la distancia geométrica más corta desde el vértice de trabajo al plano geométrico de la fibra neutra,... [Seguir leyendo]
Reivindicaciones:
1. Una cuchilla (100) para crepar un rollo de papel continuo de una superficie del secador, teniendo dicha cuchilla (100) una superficie de deslizamiento (30) de cara a la superficie del secador durante el uso de la cuchilla, una superficie de impacto del rollo continuo (36) sobre la que el rollo de papel continuo impacta durante el crepado, y un vértice de trabajo
(32) formado entre la superficie de deslizamiento (30) y la superficie de impacto del rollo continuo (36), caracterizada porque el vértice de trabajo (32) y por lo menos alguna parte de la superficie de deslizamiento (30) y la superficie de impacto del rollo continuo (36) están constituidas por un material resistente al desgaste (38) aplicado sobre un sustrato de base, y porque el vértice de trabajo (32) de la cuchilla como se ha fabricado se sitúa alejada de una fibra neutra (34) de la cuchilla no más del 30 por ciento del espesor total de la cuchilla.
2. La cuchilla (100) según la reivindicación 1, en la que el vértice de trabajo (32) se sitúa alejado de la fibra neutra (34) de la cuchilla no más del 20 por ciento del espesor total de la cuchilla.
3. La cuchilla (100) según la reivindicación 1, en la que el vértice de trabajo (32) se sitúa alejado de la fibra neutra (34) de la cuchilla no más del 10 por ciento del espesor total de la cuchilla.
4. La cuchilla (100) según la reivindicación 1, en la que el vértice de trabajo (32) se sitúa prácticamente en la fibra neutra
(34) de la cuchilla.
5. La cuchilla (100) según cualquiera de las reivindicaciones anteriores, en la que el material resistente al desgaste (38) se aplica sobre una superficie prebiselada formada en el sustrato de base, y en la que la superficie prebiselada tiene un ángulo (φ) con respecto a la cara de la cuchilla (110) de por lo menos 25 grados.
6. La cuchilla (100) según cualquiera de las reivindicaciones anteriores, en la que el material resistente al desgaste (38) se selecciona de entre un material cerámico, un material de cermet y un material de carburo.
7. La cuchilla (100) según cualquiera de las reivindicaciones anteriores, en la que el material resistente al desgaste (38) es un material aplicado al sustrato de base por rociado térmico, deposición física de vapor o deposición química de vapor.
8. La cuchilla (100) según cualquiera de las reivindicaciones anteriores, en la que el material resistente al desgaste (38) se selecciona de entre óxidos metálicos, materiales cerámicos, silicatos, carburos, boruros, nitruros y mezclas de los mismos.
9. La cuchilla (100) según la reivindicación 8, en la que el material resistente al desgaste (38) se selecciona de entre alúmina, cromia, circonia, carburo de tungsteno, carburo de cromo, carburo de circonio, carburo de tantalio, carburo de titanio y mezclas de los mismos.
10. Un método para fabricar una cuchilla de crepado (100), que comprende las etapas de:
proporcionar un prebisel en un borde longitudinal de un sustrato de base; y
aplicar un material resistente al desgaste (38) por lo menos en dicho prebisel; caracterizado por
la configuración del material resistente al desgaste (38) de manera que forme una superficie de deslizamiento (30) para el contacto con una superficie del secador y una superficie de impacto del rollo continuo (36) sobre la que impacta un rollo de papel continuo durante el crepado, un vértice de trabajo (32) formado entre la superficie de deslizamiento (30) y la superficie de impacto del rollo continuo (36);
en el que el vértice de trabajo (32) se sitúa alejado de una fibra neutra (34) de la cuchilla no más del 30 por ciento del espesor total de la cuchilla.
11. El método de la reivindicación 10, en el que el prebisel se forma para tener un ángulo de por lo menos 25 grados con respecto a la superficie de la cuchilla (110).
12. El método de la reivindicación 10 u 11, en el que el material resistente al desgaste se selecciona de entre un material cerámico, un material de cermet y un material de carburo.
13. El método de cualquiera de las reivindicaciones 10-12, en el que el material resistente al desgaste se conforma de manera que el vértice de trabajo se sitúe alejado de la fibra neutra de la cuchilla no más del 20 por ciento del espesor total de la cuchilla.
14. El método de cualquiera de las reivindicaciones 10-12, en el que el material resistente al desgaste se conforma de manera que el vértice de trabajo se sitúe alejado de la fibra neutra de la cuchilla no más del 10 por ciento del espesor total de la cuchilla.
15. El método de cualquiera de las reivindicaciones 10-14, en el que el material resistente al desgaste se aplica por rociado térmico, deposición física de vapor o deposición química de vapor.
16. El método de cualquiera de las reivindicaciones 10-15, en el que el material resistente al desgaste se selecciona de entre óxidos metálicos, silicatos, carburos, boruros, nitruros y mezclas de los mismos.
17. El método de la reivindicación 16, en el que el material resistente al desgaste se selecciona de entre alúmina, cromia, circonia, carburo de tungsteno, carburo de cromo, carburo de circonio, carburo de tantalio, carburo de titanio y mezclas de los mismos.
Patentes similares o relacionadas:
PORTACUCHILLAS, del 23 de Noviembre de 2011, de Kadant Inc: Un portacuchillas que comprende: un primer miembro que incluye un borde alargado que está adaptado para recibir una cuchilla, […]
 CUCHILLA RASCADORA, del 22 de Febrero de 2011, de VOITH PATENT GMBH: Cuchilla rascadora con un volumen de desgaste que comprende un material de matriz y que puede ser puesto en contacto […]
CUCHILLA RASCADORA, del 22 de Febrero de 2011, de VOITH PATENT GMBH: Cuchilla rascadora con un volumen de desgaste que comprende un material de matriz y que puede ser puesto en contacto […]
 RASCADOR DE CONTROL, del 26 de Agosto de 2010, de DAETWYLER SWISSTEC AG: Rascador de control, en particular para la medición de tintas y de recubrimientos de una superficie impresa, comprendiendo este rascador de control […]
RASCADOR DE CONTROL, del 26 de Agosto de 2010, de DAETWYLER SWISSTEC AG: Rascador de control, en particular para la medición de tintas y de recubrimientos de una superficie impresa, comprendiendo este rascador de control […]
 HOJA DE CUCHILLA DE CREPADO, del 3 de Marzo de 2010, de BTG ECLEPENS S.A.: Hoja de cuchilla de crepado de un rollo de papel continuo de una superficie, que comprende un sustrato de acero que es revestido por una capa superior cerámica […]
HOJA DE CUCHILLA DE CREPADO, del 3 de Marzo de 2010, de BTG ECLEPENS S.A.: Hoja de cuchilla de crepado de un rollo de papel continuo de una superficie, que comprende un sustrato de acero que es revestido por una capa superior cerámica […]
 DOCTOR PARA LA INDUSTRIA PAPELERA, del 3 de Diciembre de 2009, de AMONARRIZ AZCOLAIN,JOSE JOAQUIN
ECHEBERRIA GOIEOCHEA,JOSE MIGUEL: Doctor para la industria papelera, de los que constan de una lámina rascadora y de medios portadores (p) de la lámina rascadora que a su vez son portados […]
DOCTOR PARA LA INDUSTRIA PAPELERA, del 3 de Diciembre de 2009, de AMONARRIZ AZCOLAIN,JOSE JOAQUIN
ECHEBERRIA GOIEOCHEA,JOSE MIGUEL: Doctor para la industria papelera, de los que constan de una lámina rascadora y de medios portadores (p) de la lámina rascadora que a su vez son portados […]
Dispositivo de rasqueta, del 13 de Mayo de 2020, de Cs Produktion Aktiebolag: Dispositivo de rasqueta con una rasqueta alargada destinada a operar continuamente contra una superficie de rodillo y/o una superficie de cilindro […]
Soporte de rasqueta para un cilindro y sistema que comprende un cilindro y un soporte de rasqueta, del 1 de Mayo de 2019, de ORADOC S.R.L: Soporte de rasqueta para una rasqueta adaptada para interaccionar con una superficie cilíndrica (1S) de un cilindro giratorio , […]
Sistema de soporte de cuchilla rascadora, del 22 de Noviembre de 2018, de Kadant Inc: Un sistema de soporte de cuchilla rascadora, que comprende: a) una estructura de soporte de cuchilla rascadora que incluye una ranura alargada para recibir una cuchilla […]