CUBIERTA DE COJÍN INFLABLE DE ROTURA FÁCIL.
Una pared (1) en material termoplástico moldeado por inyección,
en particular una cubierta de cojín inflable para vehículo, preparada para romperse según una línea de debilitamiento preestablecida (2) bajo el efecto de una fuerza que actúa sobre una cara (13) de la pared, en la que la línea de debilitamiento está formada por la unión (I), por inyección, de dos capas de material (11, 12) que definen partes respectivas de la extensión superficial de la pared, caracterizada porque dichas capas presentan en su zona de unión formas cooperantes (14-18) que producen un bloqueo mecánico mutuo
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2007/000305.
Solicitante: DEMO INJECTION.
Nacionalidad solicitante: Francia.
Dirección: ZAE N 2 LES PORTES DE L'OISE 60230 CHAMBLY FRANCIA.
Inventor/es: LOPES, ALBERT.
Fecha de Publicación: .
Fecha Solicitud PCT: 20 de Febrero de 2007.
Clasificación Internacional de Patentes:
- B29C45/00K
- B29C45/16E
- B29C45/16H
- B60R21/2165 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B60 VEHICULOS EN GENERAL. › B60R VEHICULOS, EQUIPOS O PARTES DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR (prevención, limitación o extinción de incendios especialmente adaptadas a los vehículos A62C 3/07). › B60R 21/00 Disposiciones o equipamientos sobre los vehículos para proteger a los ocupantes o a los peatones o para evitar ser dañados en caso de accidente o de otros riesgos de la circulación (cinturones o arneses de seguridad en los vehículos B60R 22/00; asientos construidos para proteger al ocupante de los efectos de las fuerzas de aceleración anormales, p. ej. asientos anticolisión o asientos de seguridad, B60N 2/42; disposiciones para absorber la energía en los volantes de dirección de vehículos B62D 1/11; disposiciones para absorber la energía en las columnas de dirección de vehículos B62D 1/19). › caracterizadas por una línea de rasgado que define la abertura de despliegue.
Clasificación PCT:
- B60R21/215 B60R 21/00 […] › caracterizadas por las cubiertas para el elemento hinchabler.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2359586_T3.pdf
Fragmento de la descripción:
El invento se refiere a una pared de material termoplástico moldeada por inyección, en particular una cubierta de cojín inflable para vehículo, apropiada para romperse según una línea de debilitamiento preestablecida bajo el efecto de una fuerza que actúa sobre una cara de la pared. 5
Un cojín inflable de seguridad para vehículo está habitualmente contenido, antes de su utilización, en un espacio limitado por una cubierta de material plástico moldeada por inyección. Cuando el cojín es inflado por un gas bajo el efecto de una colisión, ejerce una presión sobre la cara interna de la tapa, provocando la rotura de ésta lo que permite el despliegue del cojín en el habitáculo del vehículo. Para obtener una rotura franca de la tapa, una línea de debilitamiento está clásicamente prevista en forma de una reducción de espesor localizada. 10
Tal reducción de espesor localizada implica una restricción del paso de material durante la realización de la tapa o por inyección, lo que conduce a defectos de aspecto y tensiones en el material.
Se conoce también, a partir del documento US 2004/140652, una pared del género definido en introducción, en la que la línea de debilitamiento está formada por la unión, por inyección, de dos capas de material que definen partes respectivas de la extensión superficial de la pared. 15
El invento tiene por objeto una pared del género definido en el documento US 2004/140652 y prevé que dichas capas presenten en su zona de unión formas cooperantes que producen un bloqueo mecánico mutuo.
Se han enunciado a continuación características opcionales del invento, complementarias o de sustitución:
- Al menos una de dichas capas está constituida de una mezcla que comprende al menos un plastómero y al menos un elastómero. 20
- Dicha mezcla comprende polipropileno como plastómero.
- Dicha mezcla comprende como plastómero un copolímero de secuencia de estireno-etileno-buteno-estireno.
- Dicho bloqueo mecánico mutuo es producido en la proximidad de una sola cara de la pared.
- Una primera de dichas capas presenta una nervadura que se extiende sensiblemente de forma paralela a las caras de la pared y a distancia de éstas, aprisionada entre dos regiones de la segunda capa que están unidas entre ellas a través de 25 al menos un agujero transversal previsto en la nervadura.
- La nervadura presenta un ensanchamiento situado más allá de dicho agujero con relación a la parte restante de la primera capa.
- Dicho bloqueo mecánico mutuo es producido en la proximidad de la cara interna de la tapa del cojín inflable.
- El espesor de la pared a lo largo de la línea de debilitamiento es sensiblemente igual al espesor de cada una de las 30 capas en la proximidad de su zona de unión.
- Los materiales de las dos capas presentan un aspecto diferente, en particular un color diferente.
El invento tiene igualmente por objeto un procedimiento para realizar una pared tal como se ha definido con anterioridad, que incluye las etapas siguientes:
a) formación de una primera cavidad de moldeo por cooperación de una primera parte de molde y de una segunda parte 35 de molde, y llenado de la primera cavidad por inyección de material para formar una primera capa en una primera etapa de moldeo.
a) después de enfriamiento del material inyectado, separación de la primera y segunda partes del molde, permaneciendo unida la primera capa a la primera parte del molde;
b) formación de una segunda cavidad de moldeo por cooperación de la primera parte del molde y de una tercera parte 40 del molde, teniendo dicha segunda cavidad sensiblemente las dimensiones de la pared a realizar y estando ocupada sobre una parte de su extensión superficial y en todo su espesor por la primera capa, y llenado del volumen restante de la segunda cavidad por inyección de material para formar una segunda capa en una segunda etapa de moldeo.
El procedimiento según el invento puede incluir al menos algunas de las particularidades siguientes:
- La primera parte del molde incluye al menos un elemento móvil que sobresale en la primera cavidad de moldeo durante la primera etapa de moldeo y que es retraído para liberar la segunda cavidad de moldeo durante la segunda etapa de moldeo.
- Dicho elemento móvil es un casquillo deslizante cuya extremidad define una cara de dicha nervadura y hace contacto durante la primera etapa de moldeo con una espiga de la segunda parte del molde que aloja a dicho agujero pasante, 5 delimitando un flanco de dicho casquillo según el caso dicho ensanchamiento.
- Los materiales son inyectados a una temperatura comprendida entre 180 y 240ºC aproximadamente.
Las características y ventajas del invento son expuestas de forma más detallada en la descripción siguiente, con referencia a los dibujos adjuntos.
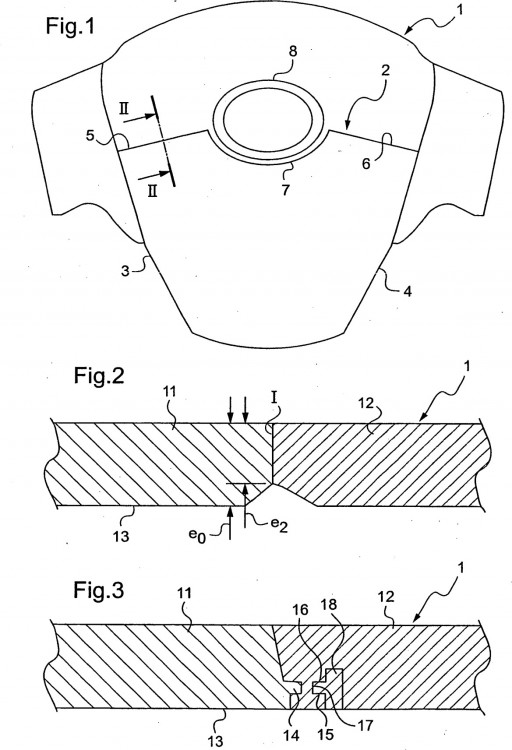
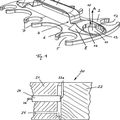
La fig. 1 es una vista de la cara exterior de una cubierta de cojín inflable para vehículo según el invento. 10
La fig. 2 es una vista en corte según la línea II-II de la fig. 1.
La fig. 3 es una vista análoga a la fig. 2 relativa a otro cojín inflable según el invento.
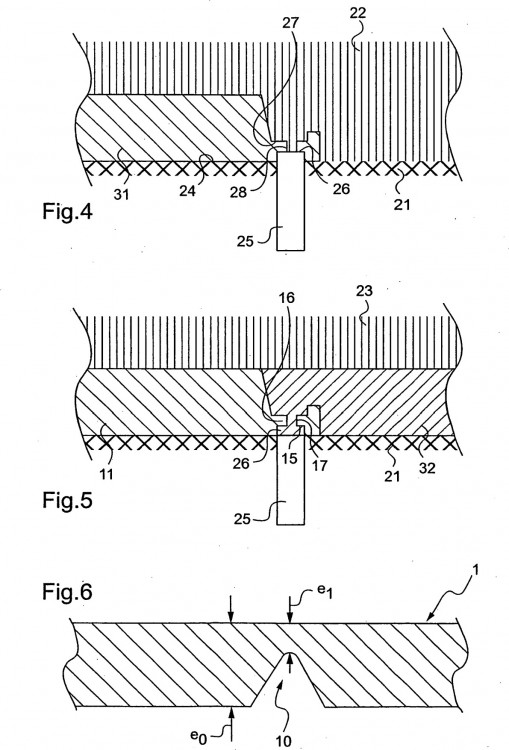
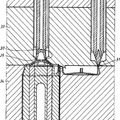
Las figs. 4 y 5 son vistas parciales en corte que muestran dos etapas sucesivas de la fabricación por inyección de la tapa de la fig. 3.
La fig. 6 es una vista análoga a la fig. 2 relativa a una tapa del estado de la técnica. 15
La fig. 1 representa una tapa de cojín inflable 1 vista desde el exterior, es decir desde el habitáculo del vehículo cuando está instalada, correspondiendo esta vista tanto a una tapa según el invento, como se ha representado en corte en la fig. 2 o en la fig. 3, como a una tapa del estado de la técnica como se ha representado en corte en la fig. 6.
La cubierta 1 presenta de manera conocida una línea de debilitamiento 2, que está representada a título ilustrativo por un trazo pero puede no ser visible en la realidad. En el presente caso, la línea 2 se extiende de forma continua desde un 20 borde izquierdo 3 a un borde derecho 4 de la tapa, y está formada por dos segmentos de rectas 5, 6 adyacentes respectivamente a los bordes 3 y 4, conectados entre sí por un arco 7 que rodea un cartucho central 8 que puede llevar marcas de identificación del aparato.
La fig. 6 ilustra la manera clásica de realizar la línea de debilitamiento 2, en forma de una zona de espesor reducido 10, con los inconvenientes expuestos más arriba. 25
Según el invento, la línea de debilitamiento es realizada por la unión de dos capas de material 11 y 12 inyectadas separadamente. Los materiales de las capas 11 y 12 vienen así a pegarse mutuamente en una entrecara I.
La rotura de la tapa durante el inflado del cojín se efectúa entonces por la separación de las dos capas a lo largo de la entrecara I, y no ya por desgarro en el seno de una capa única.
En la fig. 2, el espesor mínimo de la tapa a lo largo de la línea de debilitamiento 2 corresponde al espesor e2 sobre el que 30 se extiende la entrecara I, que es un poco inferior al espesor total e0 de la tapa, contrariamente a la tapa de la fig. 6 para la que el espesor mínimo e1 es pequeño en relación al espesor total e0. Sin embargo, puede obtenerse la rotura para una misma fuerza ejercida por el cojín, o incluso por una fuerza inferior, gracias a la adherencia mutua limitada de las dos capas. La fuerza de rotura puede ser regulada actuando sobre el grado de compatibilidad de los materiales de las dos capas, que pueden ser idénticos o diferentes, y sobre el espesor mínimo en la zona de unión, que puede llegar hasta el 35 espesor máximo e0 de la tapa.
Ventajosamente, como es conocido en sí, al menos una de dichas capas y preferiblemente las dos, están constituidas de una mezcla que comprende al menos un plastómero y al menos un elastómero, designando estos términos polímeros orgánicos, sólidos a temperatura ordinaria, cuya deformación bajo tensión es principalmente plástica y elástica respectivamente. 40
Como ejemplos de plastómeros, se pueden citar en particular el polipropileno (PP), o bien un copolímero de secuencia de estireno-etileno-buteno-estireno (SEBS).
Como ejemplos de elastómeros, se pueden citar en particular los elastómeros termoplásticos (TPE), los elastómeros... [Seguir leyendo]
Reivindicaciones:
1. Una pared (1) en material termoplástico moldeado por inyección, en particular una cubierta de cojín inflable para vehículo, preparada para romperse según una línea de debilitamiento preestablecida (2) bajo el efecto de una fuerza que actúa sobre una cara (13) de la pared, en la que la línea de debilitamiento está formada por la unión (I), por inyección, de dos capas de material (11, 12) que definen partes respectivas de la extensión superficial de la pared, caracterizada porque 5 dichas capas presentan en su zona de unión formas cooperantes (14-18) que producen un bloqueo mecánico mutuo.
2. Una pared según la reivindicación 1, en la que al menos una de dichas capas está constituida de una mezcla que incluye al menos un plastómero y al menos un elastómero.
3. Una pared según la reivindicación 2, en la que dicha mezcla comprende polipropileno como plastómero.
4. Una pared según una de las reivindicaciones 2 y 3, en la que dicha mezcla comprende como plastómero un copolímero 10 de secuenciado de estireno-etileno-buteno-estireno.
5. Una pared según una de las reivindicaciones precedentes, en la que dicho bloqueo mecánico mutuo es producido en la proximidad de una sola cara (13) de la pared.
6. Una pared según una de las reivindicaciones precedentes, en la que una primera de dichas capas presenta una nervadura (14) que se extiende sensiblemente en paralelo a las caras (13) de la pared y a distancia de éstas, aprisionada 15 entre dos regiones de la segunda capa que están unidas entre ellas a través de al menos un agujero transversal (17) previsto en la nervadura.
7. Una pared según la reivindicación 6, en la que la nervadura (14) presenta un ensanchamiento (18) situado más allá de dicho agujero (17) con relación a la parte restante de la primera capa (11).
8. Una tapa de cojín inflable para vehículo según una de las reivindicaciones 5 a 7, en la que dicho bloqueo mecánico 20 mutuo es producido en la proximidad de la cara interna (13) de la tapa.
9. Una pared según una de las reivindicaciones precedentes, en la que el espesor (e2) de la pared a lo largo de la línea de debilitamiento es sensiblemente igual al espesor (e0) de cada una de las capas (11, 12) en la proximidad de su zona de unión.
10. Una pared según una de las reivindicaciones precedentes, en la que los materiales de las dos capas presentan un 25 aspecto diferente, en particular un color diferente.
11. Un procedimiento para realizar una pared según una de las reivindicaciones precedentes, que incluye las etapas siguientes:
a) formación de una primera cavidad de moldeo por cooperación de una primera parte de molde (21) y de una segunda parte de molde (22), y llenado de la primera cavidad por inyección de material (31) para formar una primera capa (11) en 30 una primera etapa de moldeo;
b) después DE enfriamiento del material inyectado (11), separación de la primera y segunda partes del molde, permaneciendo unida la primera capa (11) a la primera parte de molde (21);
c) formación de una segunda cavidad de moldeo por cooperación de la primera parte de molde (21) y de una tercera parte de molde (23), teniendo dicha segunda cavidad sensiblemente las dimensiones de la pared a realizar y estando 35 ocupada sobre una parte de su extensión superficial y en todo su espesor por la primera capa (11), y llenado del volumen restante de la segunda cavidad por inyección de material para formar una segunda capa (12) en una segunda etapa de moldeo.
12. Un procedimiento según la reivindicación 11 para realizar una pared según una de las reivindicaciones 1 a 5, en el que la primera parte de molde (21) incluye al menos un elemento móvil (25) que sobresale en la primera cavidad de moldeo 40 durante la primera etapa de moldeo y que es retraído para liberar la segunda cavidad de moldeo durante la segunda etapa de moldeo.
13. Un procedimiento según la reivindicación 11 para realizar una pared según una de las reivindicaciones 6 y 7, en el que dicho elemento móvil es un casquillo deslizante (25) cuya extremidad (26) define una cara (15) de dicha nervadura (14) y hace contacto durante la primera etapa de moldeo con una espiga (28) de la segunda parte de molde (22) que alberga 45 dicho agujero pasante (17), delimitando un flanco de dicho casquillo según el caso dicho ensanchamiento (18).
14. Un procedimiento según una de las reivindicaciones 11 y 12, en el que los materiales son inyectados a una temperatura comprendida entre 180 y 240º C aproximadamente.
Patentes similares o relacionadas:
RECIPIENTE PARA MEDICAMENTO, del 21 de Junio de 2011, de CLINICAL DESIGNS LIMITED: Un recipiente para medicamento en una fuente de medicamento, teniendo el recipiente una boca con un borde para un cierre de la fuente de medicamento, […]
 COMPONENTE DE REVESTIMIENTO INTERIOR CON CUBIERTA DE AIRBAG INTEGRADA, del 30 de Mayo de 2011, de PEGUFORM GMBH: Componente de revestimiento de airbag para automóviles, que está constituido esencialmente por una capa decorativa y un soporte que presenta […]
COMPONENTE DE REVESTIMIENTO INTERIOR CON CUBIERTA DE AIRBAG INTEGRADA, del 30 de Mayo de 2011, de PEGUFORM GMBH: Componente de revestimiento de airbag para automóviles, que está constituido esencialmente por una capa decorativa y un soporte que presenta […]
 DISPOSITIVO DE VENTILACION PARA UN VEHICULO DE MOTOR Y METODO Y HERRAMIENTA DE MOLDEO PARA LA FABRICACION DEL DISPOSITIVO DE VENTILACION, del 20 de Abril de 2010, de TRW AUTOMOTIVE ELECTRONICS & COMPONENTS GMBH: Dispositivo de ventilación para un automóvil, con una carcasa de plástico y al menos una trampilla de ventilación moldeada por inyección adhesivamente […]
DISPOSITIVO DE VENTILACION PARA UN VEHICULO DE MOTOR Y METODO Y HERRAMIENTA DE MOLDEO PARA LA FABRICACION DEL DISPOSITIVO DE VENTILACION, del 20 de Abril de 2010, de TRW AUTOMOTIVE ELECTRONICS & COMPONENTS GMBH: Dispositivo de ventilación para un automóvil, con una carcasa de plástico y al menos una trampilla de ventilación moldeada por inyección adhesivamente […]
CIERRE ABISAGRADO, del 13 de Febrero de 2012, de WEENER PLASTIK AG: Cierre abisagrado que presenta una parte inferior de cierre y una tapa abisagrada articulada con la parte inferior de cierre […]
CONJUNTO DE VAINA CATÉTER, del 18 de Noviembre de 2011, de BECTON, DICKINSON AND COMPANY: Un introductor de catéteres que comprende: una cánula que tiene un extremo distal con forma adecuada para acceder a un vaso sanguíneo; una vaina formada […]
VÁLVULAS DE DISTRIBUCIÓN, del 4 de Noviembre de 2011, de CARBONITE CORPORATION: Un procedimiento de fabricación de una válvula de distribución para un material fluido que comprende las etapas consistentes en inyectar un […]
 SOPORTE DE TRANSPORTE PARA BOTELLAS Y RECIPIENTES SIMILARES CON UN ABRIDOR DE BOTELLAS, del 22 de Julio de 2010, de SCHOELLER ARCA SYSTEMS SERVICES GMBH: Soporte de transporte para colocación colgante de botellas y recipientes similares con cierres roscados, comprendiendo un estribo de transporte para sujetar […]
SOPORTE DE TRANSPORTE PARA BOTELLAS Y RECIPIENTES SIMILARES CON UN ABRIDOR DE BOTELLAS, del 22 de Julio de 2010, de SCHOELLER ARCA SYSTEMS SERVICES GMBH: Soporte de transporte para colocación colgante de botellas y recipientes similares con cierres roscados, comprendiendo un estribo de transporte para sujetar […]
 TUBO, PROCEDIMIENTO Y MOLDE PARA LA FABRICACION DEL MISMO, del 22 de Febrero de 2010, de SCHOTTLI AG: Un tubo constituido de material polimérico y moldeado por inyección en una pieza, comprendiendo un cuerpo de tubo , un espaldón de tubo […]
TUBO, PROCEDIMIENTO Y MOLDE PARA LA FABRICACION DEL MISMO, del 22 de Febrero de 2010, de SCHOTTLI AG: Un tubo constituido de material polimérico y moldeado por inyección en una pieza, comprendiendo un cuerpo de tubo , un espaldón de tubo […]