TUBO, PROCEDIMIENTO Y MOLDE PARA LA FABRICACION DEL MISMO.
Un tubo (1) constituido de material polimérico y moldeado por inyección en una pieza,
comprendiendo un cuerpo de tubo (2), un espaldón de tubo (3) y una tapa de cierre (4) vinculada a dicho espaldón de tubo (3) a través de una bisagra (5), estando dotado el espaldón de tubo (3) de un orificio de vaciado (12), caracterizado porque el espaldón de tubo (3) comprende al menos un punto de alimentación (20; 21) por el cual ha sido inyectado un primer material polimérico, y porque la tapa de cierre (4) comprende al menos un punto de alimentación (19) por el cual ha sido inyectado un segundo material polimérico, comprendiendo el espaldón de tubo (3) material que ha penetrado a través de puntos de alimentación tanto del espaldón de tubo (3) como de la tapa de cierre (4)
Tipo: Resumen de patente/invención. Número de Solicitud: W0300846SE.
Solicitante: SCHOTTLI AG.
Nacionalidad solicitante: Suiza.
Dirección: INDUSTRIE GROSSHOLZ,8253 DIESSENHOFEN.
Inventor/es: JONSSON, SVEN-AKE, SCHOTTLI, MARTIN.
Fecha de Publicación: .
Fecha Concesión Europea: 2 de Septiembre de 2009.
Clasificación Internacional de Patentes:
- B29C45/00K
- B29C45/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Fabricación de objetos multicapas o multicolores.
- B65D35/10 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 35/00 Recipientes plegables de forma tubular, concebidos de forma que al expulsar su contenido se deforman permanentemente, p. ej. tubos flexibles para dentífricos u otros productos plásticos o semilíquidos; Soportes adecuados. › realizada por unión de dos o más componentes.
- B65D35/44 B65D 35/00 […] › Cierres.
Clasificación PCT:
- B29D23/20 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 23/00 Fabricación de objetos tubulares (B29D 24/00 tiene prioridad). › Tubos flexibles deformables provisionalmente por presión, p. ej. para cosméticos.
- B65D47/08 B65D […] › B65D 47/00 Cierres con dispositivos para llenar y vaciar, o para vaciar (distribuidores de jabón líquido A47K 5/12). › que tienen cierres articulados o de bisagras.
Clasificación antigua:
Fragmento de la descripción:
Tubo, procedimiento y molde para la fabricación del mismo.
Ámbito técnico
La presente invención se refiere a un tubo constituido de material polimérico y moldeado por inyección en una pieza, comprendiendo un cuerpo de tubo, un espaldón de tubo y una tapa de cierre vinculada al espaldón de tubo a través de una bisagra, estando dotado el espaldón de tubo de un orificio de vaciado.
La invención se refiere también a un procedimiento para el moldeo por inyección de un tubo comprendiendo un espaldón de tubo dotado de un orificio de vaciado, un cuerpo de tubo y una tapa de cierre vinculada al espaldón de tubo a través de una bisagra, el cual comprende las siguientes etapas:
La invención se refiere también a un molde para el moldeo por inyección de un tubo constituido de material polimérico y comprendiendo un cuerpo de tubo, un espaldón de tubo y una tapa de cierre vinculada al espaldón de tubo a través de una bisagra, estando dotado el espaldón de tubo de un orificio de vaciado, cuyo molde comprende una primera porción de molde para el moldeo del espaldón de tubo y del cuerpo de tubo y también una segunda porción de molde para el moldeo de la tapa de cierre, comprendiendo las porciones de molde aberturas de alimentación para el suministro del material polimérico a las porciones de molde.
Estado de la técnica
Tubos del tipo arriba citado se emplean, por ejemplo, para artículos higiénicos, cosméticos y alimentos. Los contenidos de los tubos pueden por tanto diferir ampliamente y pueden consistir, por ejemplo, en queso blando, caviar, gel de peluquería, pasta de dientes, champú, lociones y jabón líquido.
Los tubos consisten esencialmente de las siguientes partes: cuerpo de tubo, espaldón de tubo comprendiendo un orificio para la extracción de material, y también un cierre para hacer posible la reobturación del orificio. El cuerpo de tubo es el recipiente para el contenido del tubo. El cierre, o la tapa, está frecuentemente sujeta al espaldón de tubo por medio de una bisagra.
En cuanto a los tubos, existen diferentes requisitos para las diversas partes del tubo.
Con el fin de facilitar la extracción de material del cuerpo de tubo, éste debe ser suficientemente flexible para ser comprimido mediante una presión moderada. El espaldón de tubo debería ser suficientemente rígido para que el orificio no se colapse e impida así la extracción de material. El cierre debe ser relativamente rígido para conseguir un buen funcionamiento durante la apertura y la reobturación. En aquellos casos en que el tubo posee una bisagra que vincula entre sí el espaldón de tubo y el cierre, existen ulteriores requisitos específicos en cuanto a las propiedades de material del tubo.
El material de la bisagra debe presentar unas propiedades tales que resista flexiones repetidas en uno y otro sentido sin romperse.
En vista de las diferentes y a veces contradictorias propiedades que se requieren para las diversas partes de un tubo, estos tubos se han fabricado habitualmente en dos o más partes por separado, que son luego ensambladas entre sí.
El cuerpo de tubo se ha fabricado de un material más flexible, la tapa de cierre de un material más rígido, y las dos partes han sido luego unidas entre sí en una etapa subsiguiente. Sin embargo, constituye un inconveniente el tener múltiples etapas en el proceso de fabricación. Por consiguiente, ha resultado deseable reducir el número de etapas.
En las EP 1 048 582 y FR 2 731 983 se intenta resolver este problema por el hecho de que todas las partes sean moldeadas por inyección en una pieza.
Adoptando este enfoque se obtiene un proceso más sencillo, pero a expensas de adaptar el material a la función que deba tener la parte del tubo. El material seleccionado deberá representar un compromiso entre las diferentes propiedades deseadas para las distintas partes.
Por consiguiente, continúa existiendo un problema con el moldeo por inyección en una etapa de un tubo que posea las propiedades de material óptimas en cada parte de tubo.
Exposición de la invención
Los arriba citados problemas son solventados mediante la invención merced a un tubo tal como definido en la reivindicación 1.
De acuerdo con una forma de realización preferente de la invención, el material en el espaldón de tubo que ha penetrado desde el punto de alimentación en la tapa de cierre queda dispuesto al menos parcialmente alrededor del orificio de vaciado. Si el material que es inyectado en la tapa de cierre es un material más rígido que el que es inyectado en el espaldón de tubo, se obtendrá así un tubo con buenas propiedades de material. El cuerpo de tubo es blando y flexible y fácil de utilizar, al mismo tiempo que la tapa de cierre presenta una adecuada estabilidad dimensional. Merced a que el material más rígido penetra en el espaldón de tubo y viene a rodear el orificio de vaciado, el espaldón de tubo resulta más rígido justamente en la zona del orificio de vaciado. Ello significa que el orificio de vaciado se mantiene abierto mejor para recibir la aguja dispuesta en la tapa de cierre. Así se consigue una obturación mejorada del tubo. Mediante esta técnica resulta también posible fabricar tubos con un muy amplio diámetro (>50 mm) del espaldón de tubo, a pesar de que el cuerpo de tubo continúe fabricándose de un material blando y flexible.
De acuerdo con la invención, orificio de vaciado significa un orificio por el cual se vacía normalmente el contenido del tubo. El hecho de que el tubo comprenda un orificio de vaciado no significa que el tubo deba tener una abertura al ambiente circundante en el estado de fabricación, distribución o venta. Un orificio de vaciado de acuerdo con la invención puede, durante la venta, estar cubierto por un cierre de lámina u otro tipo de precinto de garantía que sea roto por el consumidor antes del uso.
También es posible, dentro del ámbito de la invención, prever que el material que es inyectado en la tapa de cierre fluya hacia el espaldón de tubo según diferentes geometrías y en diferentes cantidades. De acuerdo con una forma de realización, el material en el espaldón de tubo que ha penetrado desde el punto de alimentación a la tapa de cierre queda dispuesto sobre una zona de estabilización y contribuye así a la estabilidad dimensional del espaldón de tubo y/o al refuerzo de la unión de la bisagra al espaldón de tubo y/o al refuerzo del orificio de vaciado. Un mayor flujo se requiere para el refuerzo del orificio de vaciado que para el refuerzo de la unión de la bisagra al espaldón de tubo. Un flujo de unos pocos por cien ayuda a reforzar la unión de la bisagra al espaldón de tubo, mientras que se requiere un flujo de al menos 10% para la consecución de un refuerzo apreciable del espaldón de tubo. De acuerdo con una forma de realización preferente, el flujo de entrada es del 25%. Flujo de entrada en % significa que la parte de tubo consiste, en el porcentaje indicado, del material que ha penetrado desde el punto de alimentación a la tapa de cierre.
También es concebible que el material que es inyectado en la tapa de cierre pueda fluir y distribuirse por todo el espaldón de tubo, de manera que se obtenga un espaldón de tubo consistente de dos capas. Estas dos capas quedan interconectadas por enlaces físicos y/o químicos. Por consiguiente, las capas constituyen un laminado parcial o completo. Ello puede resultar ventajoso cuando se requiera un espaldón de tubo con propiedades considerablemente más rígidas que lo que pueda conseguirse con únicamente el material que es inyectado en el espaldón de tubo desde el molde. De acuerdo con una forma de realización preferente, el punto de alimentación al espaldón de tubo está dispuesto inmediatamente adyacente al orificio de vaciado, cuando dicho orificio se halla dispuesto centralmente en el espaldón de tubo. Esta disposición permite una óptima distribución del material durante el moldeo por inyección. En el caso de que el orificio de vaciado no esté dispuesto centralmente en el espaldón de tubo, el punto de alimentación se dispondrá preferentemente de forma central en el espaldón de tubo.
Con el fin de obtener una distribución uniforme de material en la tapa de cierre, antes de que el...
Reivindicaciones:
1. Un tubo (1) constituido de material polimérico y moldeado por inyección en una pieza, comprendiendo un cuerpo de tubo (2), un espaldón de tubo (3) y una tapa de cierre (4) vinculada a dicho espaldón de tubo (3) a través de una bisagra (5), estando dotado el espaldón de tubo (3) de un orificio de vaciado (12), caracterizado porque el espaldón de tubo (3) comprende al menos un punto de alimentación (20; 21) por el cual ha sido inyectado un primer material polimérico, y porque la tapa de cierre (4) comprende al menos un punto de alimentación (19) por el cual ha sido inyectado un segundo material polimérico, comprendiendo el espaldón de tubo (3) material que ha penetrado a través de puntos de alimentación tanto del espaldón de tubo (3) como de la tapa de cierre (4).
2. Un tubo según la reivindicación 1, caracterizado porque el material del espaldón de tubo (3) que ha penetrado por el punto de alimentación (19) en la tapa de cierre (4) queda dispuesto al menos parcialmente alrededor del orificio de vaciado (12).
3. Un tubo según la reivindicación 2, estando dotado el espaldón de tubo (3) de una zona superficial, caracterizado porque el material del espaldón de tubo (3) que ha penetrado por el punto de alimentación (19) en la tapa de cierre (4) queda dispuesto sobre una zona de estabilización y contribuye así a la estabilidad dimensional del espaldón de tubo (3) y/o al refuerzo de la bisagra (5) y/o al refuerzo del orificio de vaciado (12).
4. Un tubo según cualquiera de las reivindicaciones precedentes, caracterizado porque los puntos de alimentación (20; 21) en el espaldón de tubo (3) están dispuestos de forma inmediatamente adyacente al orificio de vaciado (12).
5. Un tubo según cualquiera de las reivindicaciones precedentes, caracterizado porque el punto de alimentación (20; 21) en la tapa de cierre (4) está dispuesto diametralmente opuesto al punto en que la bisagra (5) está prevista en la tapa de cierre (4).
6. Un tubo según cualquiera de las reivindicaciones precedentes, caracterizado porque el material que ha penetrado por el punto de alimentación (20; 21) en el espaldón de tubo (3) difiere en su composición química del que ha penetrado por el punto de alimentación (19) en la tapa de cierre (4).
7. Un tubo según la reivindicación 6, caracterizado porque el material que ha penetrado por el punto de alimentación (19) en la tapa de cierre (4) posee un índice de flujo de 3-20 g/10 min., medido empleando el método de medición ISO 1113, y una densidad de 0,90-0,92 g/cm3, medida empleando el método ISO 1183, y porque el material que ha penetrado por el punto de alimentación (20; 21) en el espaldón de tubo (3) posee un índice de flujo de 15-35 g/10 min., medido empleando el método de medición ASTM D-1238, y una densidad de 0,90-0,93 g/cm3, medida empleando el método ASTM D-792.
8. Un tubo según la reivindicación 6 ó 7, caracterizado porque el material que ha penetrado por el punto de alimentación (20; 21) en el espaldón de tubo (3) es polietileno, y el material que ha penetrado por el punto de alimentación (19) en la tapa de cierre (4) es polipropileno.
9. Procedimiento para el moldeo por inyección en una pieza de un tubo (1) comprendiendo un espaldón de tubo (3) dotado de un orificio de vaciado (12), un cuerpo de tubo (2) y una tapa de cierre (4) vinculada al espaldón de tubo (3) a través de una bisagra (5), que comprende las siguientes etapas:
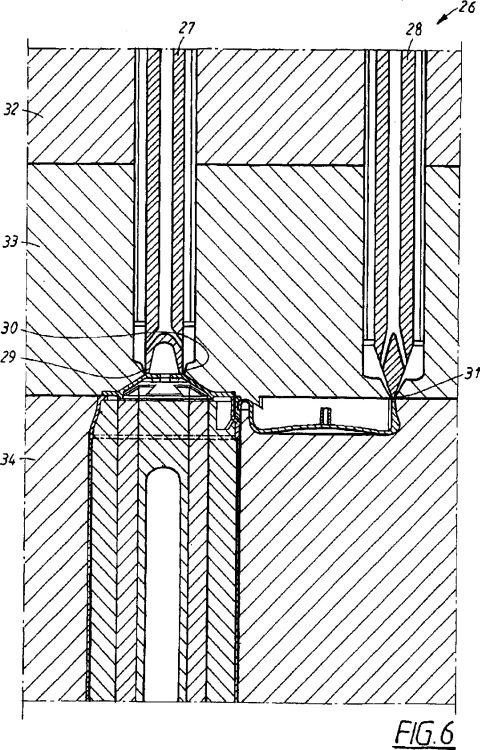
- - un primer material polimérico es inyectado en una porción de molde en la cual son moldeados el espaldón de tubo (3) y el cuerpo de tubo (2), inyectándose el material polimérico a través de al menos una boca de alimentación (29, 30) en la porción de molde en la que son moldeados el espaldón de tubo (3) y el cuerpo de tubo (2);
- - un segundo material polimérico es inyectado en una porción de molde en la que es moldeada la tapa de cierre (4), inyectándose el material polimérico a través de al menos una boca de alimentación (31) en la porción de molde en la que es moldeada la tapa de cierre (4), caracterizado porque una parte del material polimérico que es inyectado en la porción de molde en la que es moldeada la tapa de cierre (4) es conducida mas allá hasta la porción de molde en la que es moldeado el espaldón de tubo (3).
10. Procedimiento para el moldeo por inyección de un tubo según la reivindicación 9, en que una parte del material polimérico que es inyectado en la porción de molde en la que es moldeada la tapa de cierre (4) es conducida hasta tal punto en la porción de molde en la que es moldeado el espaldón de tubo (3) que rodee el orificio de vaciado (12).
11. Procedimiento según la reivindicación 9 ó 10, en que el primer material polimérico y el segundo material polimérico son susceptibles de fusionarse en las zonas de traslape.
12. Molde para el moldeo por inyección en una pieza de un tubo (1) constituido de material polimérico y comprendiendo un cuerpo de tubo (2), un espaldón de tubo (3) y una tapa de cierre (4) vinculada a dicho espaldón de tubo (3) a través de una bisagra (5), estando dotado el espaldón de tubo (3) de un orificio de vaciado (12), cuyo molde comprende una primera porción de molde para el moldeo del espaldón de tubo (3) y del cuerpo de tubo (2) y también una segunda porción de molde para el moldeo de la tapa de cierre (4), caracterizado porque cada porción de molde comprende al menos una boca de alimentación para suministrar el material polimérico a las porciones de molde.
13. Molde para el moldeo por inyección según la reivindicación 12, caracterizado porque la boca de alimentación en la segunda porción de molde está dispuesta en dicha porción de molde en posición diametralmente opuesta a la parte en que está prevista la conexión a la segunda porción de molde.
Patentes similares o relacionadas:
Control de circuito cerrado de unidad de inyección auxiliar, del 29 de Abril de 2020, de MOLD-MASTERS LIMITED: Un procedimiento para controlar el comienzo de una inyección de una segunda corriente de fundición de un segundo material moldeable desde una unidad de inyección […]
Procedimiento para la producción de una pieza de plástico en el procedimiento de inyección de dos componentes, del 15 de Abril de 2020, de Z-WERKZEUGBAU-GMBH: Procedimiento para la producción de una pieza de plástico en el procedimiento de inyección de dos componentes con una herramienta de inyección de plástico […]
Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente, del 8 de Abril de 2020, de B. BRAUN MELSUNGEN AG: Herramienta de moldeo por inyección de plástico para la fabricación de un elemento de moldeo por inyección multicomponente con un componente […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
Gotero integral con una pila de salida alargada, del 1 de Abril de 2020, de Rivulis Plastro Ltd: Un gotero plano discreto que es adecuado para ser instalado integralmente dentro de una manguera, que comprende: un componente de cuerpo sustancialmente […]
Procedimiento para fabricar una pieza decorativa de plástico, del 25 de Marzo de 2020, de SAINT-GOBAIN GLASS FRANCE: Procedimiento para fabricar una pieza decorativa de plástico, donde a. se inserta una lámina polimérica en un útil para moldeo por inyección, […]
Tapa moldeada por inyección, del 25 de Marzo de 2020, de Kuo, Tse Huang: Una tapa moldeada por inyección para usar con un recipiente que tiene una abertura superior que está definida por un borde, que comprende: un cuerpo de tapa , […]
Máquina de moldeo y método para moldear una pieza, del 29 de Enero de 2020, de Extrude to Fill, Inc: Una máquina de moldeo , que comprende: una primera mitad de molde ; dos o más extrusoras en asociación con la primera mitad […]