PROCEDIMIENTO PARA CORTAR PAPEL Y OTROS SOPORTES GRÁFICOS SOBRE UN ROLLO, SIMULTÁNEAMENTE A LO LARGO DE DOS EJES PERPENDICULARES, CON CORRECCIÓN AUTOMÁTICA DE ERRORES.
Procedimiento para cortar, simultáneamente en dos ejes (X, Y) perpendiculares entre sí,
una lámina o un elemento laminar de papel y otros sustratos gráficos o fotográficos (10) con series de imágenes, que comprende las etapas de: - alimentar en avance el elemento laminar o la lámina del sustrato (10) en una dirección (F); - determinar una línea de corte correcta (TX) en una dirección transversal a la dirección de alimentación (F) de la lámina o el elemento laminar; - alinear medios móviles (4) adecuados de corte transversal con la línea de corte deseada (TX) mediante medios (5) para desplazar los medios de corte transversal (4); - cortar la lámina o el elemento laminar (10) en la dirección transversal a su dirección de alimentación (F) mediante dichos medios de corte móviles (4); - detectar la posición de marcas de referencia en la dirección transversal a la dirección de alimentación (F) de la lámina o el elemento laminar (10) mediante medios de detección (9); - enviar una señal de dirección desde los medios de detección (9) hasta un microprocesador; - determinar, mediante el microprocesador, líneas de corte correctas (TY) en dirección longitudinal con respecto a la dirección de alimentación (F) de la lámina o el elemento laminar (10); - controlar, mediante el microprocesador, medios de desplazamiento (8) para desplazar medios de corte longitudinal (14, 14a) en una dirección (F'') transversal a la dirección de alimentación (F) de la lámina o el elemento laminar (10); - cortar la lámina o el elemento laminar (10) en dirección longitudinal a lo largo de dichas líneas de corte (TY) mediante dichos medios de corte longitudinal (14, 14a); caracterizado porque la etapa de controlar dichos medios de desplazamiento (8) se lleva a cabo en función de la velocidad a la que se alimenta en avance la lámina o el elemento laminar (10) y de la velocidad a la que está variando la distancia entre la marca de referencia (11) de la imagen y la dirección de alimentación ideal; y la etapa de determinar una línea de corte correcta (TX) en una dirección transversal a la dirección de alimentación (F) de la lámina o el elemento laminar (10) comprende las operaciones de: - detectar la velocidad de alimentación de la lámina o el elemento laminar (10) y la velocidad a la que está variando la distancia entre la marca de referencia (11) de la imagen y la dirección de alimentación ideal; y - determinar una línea de corte correcta (TX) en una dirección transversal a la dirección de alimentación (F) de la lámina o el elemento laminar mediante tratamiento de datos, según relaciones trigonométricas, por medio de dicho microprocesador, para conseguir el ángulo del defecto de paralelismo de la imagen con respecto a la dirección en avance de alimentación ideal
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2006/000753.
Solicitante: FOTOBA INTERNATIONAL S.R.L.
Nacionalidad solicitante: Italia.
Dirección: VIA GUGLIELMO MARCONI, 101 13854 QUAREGNA ITALIA.
Inventor/es: MADDALON, VALTER.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Octubre de 2006.
Clasificación Internacional de Patentes:
- B26D11/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26D CORTE; DETALLES COMUNES A LAS MAQUINAS DE PERFORACION, PUNZONADO, CORTE, O CORTE CON SACABOCADOS (disgregación por medio de cuchillos u otros elementos cortantes o desgarrantes que transforman el material en fragmentos B02C 18/00; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas manuales de corte B26B). › Combinaciones de varios aparatos de corte similares.
- B26D5/34 B26D […] › B26D 5/00 Dispositivos para maniobrar y controlar las máquinas o los dispositivos de corte, recorte, perforación, punzonado o separación por procedimiento distinto al corte. › siendo efectuado el barrido por un dispositivo fotosensible.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2361936_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a un procedimiento para cortar de modo automático, simultáneamente por dos ejes perpendiculares, papel y otros sustratos gráficos arrollados en un rollo, dotado de corrección automática de errores debidos a deslizamientos del sustrato, particularmente para sustratos impresos con sistemas de renderización digital y para grandes formatos, dotados de marcas de referencia laterales, externas a la imagen, o que carecen de alguna marca adicional de referencia. Un ejemplo de dicho procedimiento se da a conocer en el documento EP-A-947880.
La tecnología para cortar dichos sustratos impresos se ha limitado a desarrollar dispositivos de corte que pueden cortar a lo largo de los dos ejes, pero que tienen grandes limitaciones. En particular, era imposible corregir deslizamientos del rollo, si se volvía a arrollar mal, o imprecisiones debidas a la propia imagen, si no se imprimía de modo perfectamente paralelo al borde del sustrato. Además, era imposible cortar a lo largo del eje X, paralelo a la imagen en dirección horizontal, si debido a una o ambas de las razones anteriormente mencionadas, este lado, cuando se cortaba, no estaba perfectamente en ángulo recto con el dispositivo de corte del papel.
Debido a la penetración cada vez mayor en el mercado de la impresión digital, que está sustituyendo a la tecnología offset gracias a su flexibilidad y sus costes reducidos para extensiones pequeñas, se ha producido un gran aumento de los volúmenes tratados, por lo que el acabado manual ya no es aceptable y es esencial, por lo tanto, automatizar el acabado de los elementos impresos. Además, mientras que para formatos pequeños las consecuencias de posibles deslizamientos del rollo o de la imagen pueden carecer de importancia, en grandes formatos los mismos no son aceptables y su corrección llega a ser esencial.
La solicitud internacional de patente PCT/TT2006/000198, en tramitación junto con la presente, a nombre de la misma solicitante, da a conocer un dispositivo que permite realizar de modo automático un corte preciso de sustratos gráficos en rollo, en ambas direcciones longitudinal y transversal, que comprende un sistema para la corrección de la dirección de corte dependiendo de posibles desviaciones del sustrato. No obstante, con el dispositivo según dicha solicitud, existe la necesidad de disponer marcas de referencia sobre el sustrato gráfico, para que sean reconocidas mediante sensores ópticos adecuados a efectos de determinar la corrección de la trayectoria de corte en una dirección transversal al movimiento en avance del sustrato gráfico, y marcas de referencia laterales estándar (dos bandas negras y una blanca intermedia) que pueden ser detectadas mediante una célula óptica para llevar a cabo el corte longitudinal en las posiciones correctas.
Un objetivo de la presente invención es, de esta manera, superar las limitaciones de la técnica anterior en lo que se refiere a la posibilidad de conseguir el mismo resultado del corte de sustratos sin necesidad alguna de marcas de referencia, para cortar en una dirección transversal al movimiento en avance del sustrato, o de marcas de referencia laterales estándares, externas a la imagen, para llevar a cabo el corte en dirección longitudinal.
Este objetivo se consigue con un procedimiento de corte que tiene las características especificadas al menos en la reivindicación 1, con posibles aspectos adicionales, opcionales o preferentes, que resultan de las reivindicaciones dependientes.
Una ventaja del procedimiento, según la presente invención, es la posibilidad de detectar, como marca de referencia, clases muy diferentes de líneas de delimitación entre zonas que tienen un contraste entre sí suficiente, tales como el borde de la imagen, cuando el contraste entre el color del sustrato y el del borde de la imagen es suficiente para que la célula óptica detecte el propio borde de la imagen, el borde del papel o el sustrato, cuando se puede considerar sustancialmente paralelo al borde de la imagen.
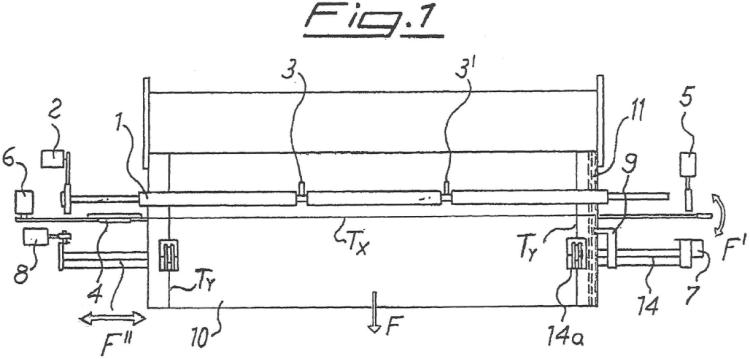
Otros objetivos, ventajas y características del procedimiento, según la invención, resultarán más evidentes de la siguiente descripción detallada haciendo referencia a un dispositivo adecuado para llevar a cabo el procedimiento de la invención, tal como se representa esquemáticamente a modo de ejemplo no limitativo en la figura 1.
El procedimiento de corte, simultáneamente por dos ejes (X, Y) perpendiculares entre sí, según la presente invención, comprende una etapa que consiste en alimentar en avance en una dirección -F-una lámina o un elemento laminar -10-de papel u otro sustrato que es alimentado desde un rollo, tal como por medio de rodillos que giran en sentido contrario -1-.
La figura 1 muestra un dispositivo adaptado para conseguir el procedimiento de corte, según la presente invención, que comprende un par de rodillos -1-(de los cuales solamente se muestra el rodillo superior) y un motor -2-para su accionamiento, a efectos de alimentar en avance un elemento laminar o una lámina -10-, que es alimentada mediante un rollo en la dirección de la flecha -F-.
En otra etapa del procedimiento, medios de detección -9-adecuados, tales como una célula óptica, detectan el posicionamiento de las marcas de referencia -11-, que están dispuestas sobre el elemento laminar -10-para determinar la posición en la que se tiene que realizar el corte en la dirección longitudinal -TY-. En el procedimiento, según la presente invención, dichas marcas de referencia -11-son líneas de delimitación entre zonas que tienen un contraste entre sí suficiente. Dichas líneas de delimitación pueden ser marcas de referencia laterales de diversas clases, tales como líneas únicas o múltiples impresas paralelas al borde de la imagen; pueden ser el propio borde de la imagen, cuando el contraste entre el color del elemento laminar o la lámina del sustrato -10-y el del borde de la imagen es suficiente para que los medios de detección -9-detecten el borde de la imagen; o pueden ser el borde de la lámina o el elemento laminar -10-cuando se puede considerar sustancialmente paralelo al borde de la imagen.
En una etapa posterior del procedimiento, un microprocesador (no mostrado) controla unos medios adecuados -8para desplazar medios de corte longitudinal -14-, -14a-a efectos de desplazar en una dirección -F"-, transversal a la dirección -F-de alimentación en avance del elemento laminar -10-, los medios de corte longitudinal -14-, -14a-y de dejar su posición coincidente con la dirección correcta de corte longitudinal -TY-.
Los medios de detección -9-pueden estar montados, por ejemplo, en los medios de corte longitudinal -14-, -14a-.
En una realización preferente, los medios de corte longitudinal -14-, -14a-están formados por dos o más cuchillas rotativas situadas por encima del sustrato -10-a cortar y acabar a lo largo de líneas de corte -TY-proporcionadas para ello (puede existir al menos otra línea de corte en el centro del sustrato -10-cuando las imágenes se imprimen en pares con relación yuxtapuesta a lo largo del eje X). Dichas cuchillas rotativas -14a-, accionadas de cualquier modo conocido mediante un motor -7-, están montadas en posiciones predeterminadas, según las dimensiones de las imágenes a cortar, en un único eje desplazable transversalmente y accionado mediante medios de desplazamiento -8-, tales como un motor.
Una vez determinadas las líneas de corte correctas -TY-, se lleva a cabo una etapa de corte longitudinal a lo largo de dichas líneas de corte -TY-mediante los medios de corte longitudinal -14-, -14a-anteriormente mencionados.
En el procedimiento de corte, según la presente invención, se detectan las velocidades de alimentación del elemento laminar -10-, además de la velocidad a la que varía la distancia entre las marcas de referencia -11-de la imagen y la dirección de alimentación ideal, por lo que se evalúa el ángulo del defecto de paralelismo, a través de un procesamiento en base a relaciones trigonométricas, llevado a cabo mediante el microprocesador.
Según la presente invención, medios móviles de corte transversal -4-adecuados son alineados con la línea de corte correcta -TX-, mediante medios -5-para desplazar los medios de corte transversal -4-que están situados en un ángulo, con respecto a la dirección de alimentación, que es complementario al ángulo del defecto de paralelismo, es decir, perpendicularmente a la dirección de corte longitudinal -TY-.
Los medios móviles -4-de corte transversal pueden ser una unidad de... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para cortar, simultáneamente en dos ejes (X, Y) perpendiculares entre sí, una lámina o un elemento laminar de papel y otros sustratos gráficos o fotográficos (10) con series de imágenes, que comprende las etapas de:
- alimentar en avance el elemento laminar o la lámina del sustrato (10) en una dirección (F);
- determinar una línea de corte correcta (TX) en una dirección transversal a la dirección de alimentación (F) de la lámina o el elemento laminar;
- alinear medios móviles (4) adecuados de corte transversal con la línea de corte deseada (TX) mediante medios (5) para desplazar los medios de corte transversal (4);
- cortar la lámina o el elemento laminar (10) en la dirección transversal a su dirección de alimentación (F) mediante dichos medios de corte móviles (4);
- detectar la posición de marcas de referencia en la dirección transversal a la dirección de alimentación (F) de la lámina o el elemento laminar (10) mediante medios de detección (9);
- enviar una señal de dirección desde los medios de detección (9) hasta un microprocesador;
- determinar, mediante el microprocesador, líneas de corte correctas (TY) en dirección longitudinal con respecto a la dirección de alimentación (F) de la lámina o el elemento laminar (10);
- controlar, mediante el microprocesador, medios de desplazamiento (8) para desplazar medios de corte longitudinal (14, 14a) en una dirección (F”) transversal a la dirección de alimentación (F) de la lámina o el elemento laminar (10);
- cortar la lámina o el elemento laminar (10) en dirección longitudinal a lo largo de dichas líneas de corte (TY) mediante dichos medios de corte longitudinal (14, 14a);
caracterizado porque la etapa de controlar dichos medios de desplazamiento (8) se lleva a cabo en función de la velocidad a la que se alimenta en avance la lámina o el elemento laminar (10) y de la velocidad a la que está variando la distancia entre la marca de referencia (11) de la imagen y la dirección de alimentación ideal; y la etapa de determinar una línea de corte correcta (TX) en una dirección transversal a la dirección de alimentación (F) de la lámina o el elemento laminar (10) comprende las operaciones de:
- detectar la velocidad de alimentación de la lámina o el elemento laminar (10) y la velocidad a la que está variando la distancia entre la marca de referencia (11) de la imagen y la dirección de alimentación ideal; y
- determinar una línea de corte correcta (TX) en una dirección transversal a la dirección de alimentación (F) de la lámina o el elemento laminar mediante tratamiento de datos, según relaciones trigonométricas, por medio de dicho microprocesador, para conseguir el ángulo del defecto de paralelismo de la imagen con respecto a la dirección en avance de alimentación ideal.
2. Procedimiento para cortar, según la reivindicación 1, caracterizado porque dichas marcas de referencia (11) son líneas de delimitación entre zonas que tienen un contraste entre sí suficiente.
3. Procedimiento para cortar, según la reivindicación 1, caracterizado porque dichas marcas de referencia (11) son líneas únicas o múltiples impresas paralelas al borde de la imagen.
4. Procedimiento para cortar, según la reivindicación 1, caracterizado porque dichas marcas de referencia (11) son el borde de la imagen, cuando el contraste entre el color del elemento laminar o la lámina del sustrato (10) y el color del borde de la imagen es suficiente para que los medios de detección (9) detecten el borde de la imagen.
5. Procedimiento para cortar, según la reivindicación 1, caracterizado porque dichas marcas de referencia (11) son el borde del elemento laminar o la lámina (10), cuando se puede considerar sustancialmente paralelo al borde de la imagen.
6. Procedimiento para cortar, según la reivindicación 1, caracterizado porque el desplazamiento de los medios de corte transversales (4) y longitudinales (14, 14a) tiene lugar al mismo tiempo que la propia etapa de corte.
7. Procedimiento para cortar, según la reivindicación 1, caracterizado porque el desplazamiento de los medios de corte transversales (4) y longitudinales (14, 14a) tiene lugar inmediatamente antes de dicha etapa de corte, siendo los datos de corrección continuamente almacenados y estando continuamente disponibles.
Patentes similares o relacionadas:
Cierre sintético multicomponente y método de su fabricación, del 1 de Enero de 2020, de Vinventions USA, LLC: Un método para producir unos cierres multicomponente que comprenden al menos un polímero termoplástico para que se introduzca y quede retenido fijamente en […]
Máquina de corte en lonchas de artículos alimenticios con un sensor de extremo de artículo alimenticio, del 4 de Diciembre de 2019, de FORMAX, INC: Máquina de corte en lonchas de artículos alimenticios , que comprende: una estación de corte en lonchas que comprende una hoja de cuchilla y un accionador de hoja […]
Transmisión de transportador para máquina de cortar alimentos en lonchas, del 4 de Diciembre de 2019, de FORMAX, INC: Un aparato de alimentación de artículos alimenticios para transportar artículos alimenticios en una máquina de cortado en lonchas que comprende: un primer […]
Máquina de cortado en lonchas de artículos alimenticios que comprende un sistema de protección de seguridad, del 4 de Diciembre de 2019, de FORMAX, INC: Una máquina de cortado en lonchas de artículos alimenticios , que comprende: una estación de cortado en lonchas que comprende una hoja de cuchilla y una transmisión […]
Método y aparato para cortar masa alimenticia, del 23 de Octubre de 2019, de RHEON AUTOMATIC MACHINERY CO., LTD.: Un método para cortar masa alimenticia aplanada en una forma larga y continua, que comprende: (a) un proceso para cortar la masa alimenticia […]
Sistema de corte de material a cortar, del 21 de Agosto de 2019, de ZÜND SYSTEMTECHNIK AG: Sistema compuesto por un dispositivo electrónico móvil de visualización con pantalla para la visualización de la realidad aumentada, una memoria […]
 Procedimiento, unidad captadora y máquina para detectar defectos de "puntas de azúcar" en patatas, del 26 de Junio de 2019, de Insort GmbH: Procedimiento para la detección de defectos de "puntas de azúcar" en patatas (K), que comprende:
la irradiación de las patatas (K) con al menos una fuente […]
Procedimiento, unidad captadora y máquina para detectar defectos de "puntas de azúcar" en patatas, del 26 de Junio de 2019, de Insort GmbH: Procedimiento para la detección de defectos de "puntas de azúcar" en patatas (K), que comprende:
la irradiación de las patatas (K) con al menos una fuente […]
Instalación de cartón ondulado, del 29 de Octubre de 2018, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Instalación de cartón ondulado para la fabricación de cartón ondulado, que comprende a) una disposición de detección para detectar al menos una banda impresa […]