CORREA MEJORADA PARA EL EMPASTADO DE BATERÍAS.
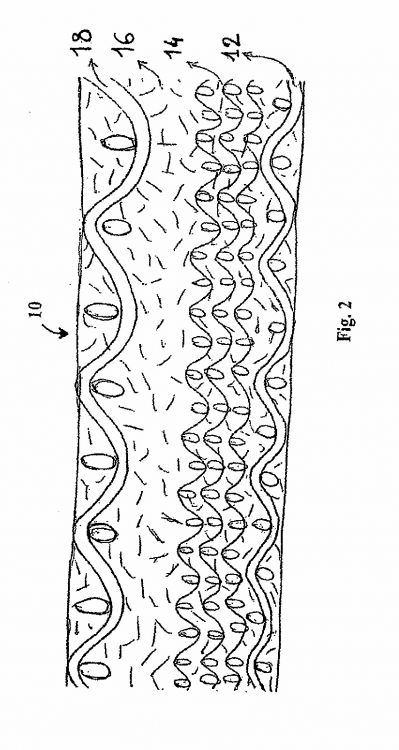
Una correa (10) de empastado de baterías, que está compuesta por:
una primera capa (12) de una estructura de tela sin fin producida a partir de hilos de monofilamento de alto módulo; una segunda capa (14) que comprende de dos a cinco capas de tela plana monofilamento, en donde cada una está cosida con una capa de acolchado fibroso, y envueltas alrededor de la primera capa (12) de filamentos de alto módulo; una tercera capa (16) hecha de capas sucesivas de fibra acolchada, envuelta alrededor de la segunda capa (14) y fijada a la segunda capa (14); y una cuarta capa (18) de una estructura de tela sin fin de monofilamento fijada a la tercera capa (16) a través de un cosido de una capa de fibra acolchada
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2007/012112.
Solicitante: ALBANY INTERNATIONAL CORP..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1373 BROADWAY ALBANY, NEW YORK 12204 ESTADOS UNIDOS DE AMERICA.
Inventor/es: LEVINE,MARK,J.
Fecha de Publicación: .
Fecha Solicitud PCT: 22 de Mayo de 2007.
Fecha Concesión Europea: 22 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B65G15/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 15/00 Transportadores que tienen superficies portantes de cargas sin fin, es decir, cintas rodantes u otros sistemas equivalentes, a los que se transmite el esfuerzo de tracción por medios diferentes de los elementos de accionamiento sin fin de igual configuración (que tienen superficies que transportan la carga formadas por eslabones longitudinales interconectados B65G 17/06). › con capas de refuerzo, p. ej. de tejido.
- H01M4/20 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01M PROCEDIMIENTOS O MEDIOS, p. ej. BATERÍAS, PARA LA CONVERSION DIRECTA DE LA ENERGIA QUIMICA EN ENERGIA ELECTRICA. › H01M 4/00 Electrodos. › de electrodos empastados.
Clasificación PCT:
- B29D29/06 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 29/00 Fabricación de correas o de bandas. › Bandas transportadoras.
- B65G15/34 B65G 15/00 […] › con capas de refuerzo, p. ej. de tejido.
- H01M4/20 H01M 4/00 […] › de electrodos empastados.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
ANTECEDENTES DE LA INVENCIÓN
1. Campo de la invención
La invención está relacionada con una correa industrial y más en particular está relacionada con una correa de empastado que incorpora pasta de baterías para su utilización en la fabricación de baterías de plomo-ácido y el método de su fabricación.
2. Descripción de la técnica anterior
La presente invención está relacionada con una correa industrial, particularmente una correa de empastado de baterías que se utiliza en la fabricación de baterías de plomo-acido. Las baterías convencionales de plomo-ácido consisten en varias placas positivas y negativas separadas por separadores porosos. Las placas se fabrican mediante el empastado de un material de oxido de plomo sobre una rejilla de alambre de plomo. Después de haber empastado las placas positivas y negativas, se procede a su curación, en donde cada una de las placas tienen una orejeta dispuesta en la porción superior de la placa. Con antelación a que estas placas se coloquen en el envase de la batería, se coloca un separador entre cada placa y las orejetas negativas y positivas de las placas se unen mediante dos tiras separadas, una para las orejetas de las placas positivas y otra para las orejetas de las placas negativas. Una vez colocadas en el envase se realizan las interconexiones intercelulares y el envase de la batería y la cubierta se sellan conjuntamente. La batería se forma electroquímicamente por la soldadura de los bornes del positivo y negativo en la tapa, y añadiendo el ácido.
Existen numerosos procesos conocidos para la fabricación de baterías de plomo-acido. En resumen, el proceso incluye el suministro de una cinta de plomo en un expansor en línea para producir una longitud bilateral continua de material de rejilla. El material tiene una banda central no expandida y dos bandas no expandidas en los bordes laterales. Entre la banda no expandida central y cada borde lateral, existe una red de alambres de rejilla formada por el expansor. El material de fabricación de la rejilla entra en un dispositivo de empastado de la correa para rellenar la red de la rejilla con pasta para baterías. La máquina de empastado empareda el material de fabricación de la rejilla y la pasta entre unas bandas de papel suministradas desde unos rollos de papel. El material de formación de las placas da salida al empastado y pasa al interior de un horno para el secado. A continuación del secado y cortado, el material de formación de las placas está preparado para el curado. Después del curado, un apilador acumula las placas para el procesamiento subsiguiente de la batería de plomo-ácido.
Durante este proceso, las placas de la batería se fabrican normalmente mediante el paso de rejillas fundidas a través de un empastador de tipo de orificio o de tipo de correa. Las placas pueden estar empastadas en forma “enrasada” (es decir, el grosor de la capa de pasta es aproximadamente igual al grosor de la rejilla), o de tipo “sobreempastado” en un lado (es decir, la capa de pasta está enrasada con una superficie de la rejilla, pero extendiéndose más allá de la superficie de la rejilla sobre el lado opuesto). En cualquier caso, las superficies de la pasta en ambos lados de la placa son normalmente uniformes y paralelas.
El estado de la técnica de las correas de empastado incluye unas correas de algodón de capas tejidas integrales de 6-8 capas, las cuales están pegadas/cosidas para fabricar unos fieltros sin fin, tales como los descritos en la patente de los EE.UU. número 4604310. Este documento expone una correa de empastado de baterías, que comprende una capa exterior formada por entre 1 a 3 capas de telas tejidas de hilos cardados sintéticos de fibra de poliéster o poliamida y una capa de respaldo interior formada por bandas multiestratos de bandas no tejidas de fibras sintéticas y mallas ligeras tenidas hechas de hilos multifilamento de poliéster de alta tenacidad. Existen varios inconvenientes para estos tipos de correas. Tales correas tienen típicamente una deficiente estabilidad dimensional, en donde las correas pueden alargarse al estar mojadas y pudiendo exceder a la toma máxima de la maquina en la mayoría de las máquinas de empastado comunes, debido a una deformación superior al 1,5% dentro usualmente de un plazo de 24 horas siguientes a la instalación. Así mismo, la construcción por costuras en correas de algodón típicamente incluye el encolado manual y el cosido para la resistencia necesaria durante la operación. Este proceso manual da lugar a costuras con una variabilidad amplia en la resistencia, y en consecuencia una deficiente consistencia del producto.
El fallo de la costura es un problema significativo para tales correas en funcionamiento. Adicionalmente, en el área de la costura, que típicamente es de 76 mm de longitud en la direccion de la maquina (“MD”), existe una zona impermeable que crea una placa de la batería fuera de las especificaciones en cada revolución.
La estabilidad dimensional de la correa antes mencionada se obtiene por el uso de muchas capas arrolladas de hilos multifilamento de poliéster de alto modulo (PET). No obstante, estas numerosas capas de tela fina se dañan fácilmente durante la operación de costura subsiguiente para añadir una o mas capas de fibra, lo cual da por resultado una amplia distribución de la deformación en la operación de correa en correa. Así mismo, En el empastado de las correas, se desea impartir un cierto tipo de marca en las placas empastadas para mejorar el área superficial, que proporcione más amperios en el arranque en frío en el producto final de la batería. Para impartir esta marca, la superficie de la correa empastada tiene que tener una superficie de una textura duradera, la cual pueda proporcionar una marca consistente través de la vida útil de la correa.
No obstante, las correas actualmente utilizadas utilizan hilos de algodón y/o fibras tejidas sintéticas (poliéster o poliamida) en una estructura plegada para la textura. Estos hilos se deforman fácilmente y se aplanan con una presión de 0,682,068 Mpa que pueda ejercerse sobre la correa bajo la tolva de empastado, provocando una gran reducción en la textura superficial en función del tiempo. Esta reducción en la textura no solo provoca un área superficial reducida, sino que crea también unas ranuras sin fin en la superficie de la correa en la anchura de las placas que se fabriquen. Estas ranuras previenen que el fabricante pueda cambiar entre distintas anchuras de las placas sin tener que instalar una nueva correa ya que las ranuras tienen un grosor de pasta más allá del limite de la normativa normal a través del ancho de la correa.
Así mismo, el uso típico de las fibras de algodón hidrófilo en la superficie, que absorben agua en sus estructuras, crea una adhesión y absorción de oxido de plomo. Esto da lugar a correas que tienen a endurecerse con el tiempo, reduciendo su capacidad de gestión del agua, y en consecuencia afectan al rendimiento del empastado de la correa. Además de ello, conforme el plomo llega a quedar embebido profundamente en la estructura de las fibras de algodón, es difícil o imposible limpiar la correa, especialmente si no se mantiene continuamente húmeda.
La presente invención está dirigida a una correa de empastado de baterías, y a un método para formar dicha correa de empastado que solucione los inconvenientes de la técnica anterior. SUMARIO DE LA INVENCIÓN
El objeto de la invención se consigue mediante la correa de empastado de baterías de la reivindicación 1.
Es un objeto adicional de la invención el proporcionar una correa de empastado dimensionalmente estable con una tolerancia a la deformación MD muy baja, por ejemplo menor del 1,5% de la longitud total.
Es un objeto adicional de la invención el proporcionar una correa de empastado de una compresibilidad muy baja a través del grosor, para permitir un ajuste del grosor de la pasta dentro de la altura de la tolva y en el rango de ajuste.
Es un objeto adicional de la invención el proporcionar una correa de empastado que sea hidrofóbica y que permita la gestión del agua sin absorción y subsiguiente contaminación de oxido de plomo en la estructura de la correa.
Es un objeto adicional de la invención el proporcionar una correa de empastado que sea durable y que evite las ranuras de desgaste sobre la superficie.
Es un objeto adicional de la invención el proporcionar una textura en la placa empastada que será una función a través de un rango de presión...
Reivindicaciones:
1. Una correa (10) de empastado de baterías, que está compuesta por: una primera capa (12) de una estructura de tela sin fin producida a partir de hilos de monofilamento de alto módulo;
una segunda capa (14) que comprende de dos a cinco capas de tela plana monofilamento, en donde cada una está cosida con una capa de acolchado fibroso, y envueltas alrededor de la primera capa (12) de filamentos de alto módulo;
una tercera capa (16) hecha de capas sucesivas de fibra acolchada, envuelta alrededor de la segunda capa (14) y fijada a la segunda capa (14); y una cuarta capa (18) de una estructura de tela sin fin de monofilamento fijada a la tercera capa (16) a través de un cosido de una capa de fibra acolchada.
2. La correa (10) de empastado de baterías de acuerdo con la reivindicación 1, en donde la mencionada primera capa (12) está hecha de hilos de monofilamento de alto modulo de aproximadamente 0,20 mm -0,70 mm de diámetro, hecha de poliéster o poliamida en la direccion de la maquina MD y en la dirección transversal de la maquina CD.
3. La correa de empastado de baterías (10) de acuerdo con la reivindicación 1 ó 2, en donde la mencionada primera capa (12) comprende hilos monofilamento de alto modulo que tiene un modulo de al menos 70 gpd en la direccion de la maquina MD.
4. La correa de empastado de baterías (10) de acuerdo con una de las reivindicaciones anteriores, en donde la mencionada segunda capa (14) comprende una tela tejida plana de monofilamentos de aproximadamente 0,20 mm -0,70 mm de diámetro, hecha a partir de poliéster y/o poliamida.
5. La correa de empastado de baterías (10) de acuerdo con una de las reivindicaciones anteriores, en donde la mencionada segunda capa (14) está cosida con una capa de fibra acolchada de poliéster y/o poliamida de preferiblemente 3-10 dtex.
6. La correa (10) de empastado de baterías de acuerdo con una de las reivindicaciones anteriores, en donde
la mencionada tercera capa (16) está hecha de sucesivas capas de poliéster del 100% y/o fibra acolchada de poliamida de preferiblemente 3-10 dtex.
7. La correa (10) de empastado de baterías, de acuerdo con una de las reivindicaciones anteriores, en donde la mencionada tercera capa (16) está envuelta alrededor de la estructura sin fin para desarrollar una capa no tejida comprimida de aproximadamente 400 -1000 g/m2.
8. La correa (10) de acuerdo con una de las reivindicaciones anteriores, en donde la mencionada cuarta capa (18) es una tela de textura superior tejida compuesta de hilos monofilamento de aproximadamente 0,40-0,90 mm de diámetro.
9. La correa (10) de empastado de baterías de acuerdo con una de las reivindicaciones anteriores, en donde la mencionada cuarta capa (18) es una tela tejida hilada monofilamento, laminada en la superficie a través de cosido no superior a 400 g/m2 de preferiblemente 3-10 dtex de poliéster y/o fibra de acolchado de poliamida.
10. La correa (10) de empastado de baterías de acuerdo con un de las reivindicaciones anteriores, en donde la mencionada cuarta capa (18) comprende una onda plana de capa única o doble tejida en una malla cuadrada de 4-8 extremos por centímetro.
11. La correa (10) de empastado de baterías de acuerdo con una de las reivindicaciones anteriores, en donde las mencionadas primera, segunda y cuarta capas (12, 14, 18) de las telas se toman a partir del grupo que comprende unas matrices tejidas, no tejidas, tricotadas, y malla extruida, enlace en espiral, y matrices de hilos MC y CD, y bandas tejidas en espiral y materiales no tejidos.
12. Un método de formación de una correa (10) de empastado de baterías que comprende las etapas siguientes: proporcionar una primera capa (12) de un estructura de tela sin fin producida a partir de unos hilos monofilamento de alto modulo;
proporcionar una segunda capa (14) compuesta por dos a cinco capas de una tela plana de monofilamento, cosida cada una con una capa de acolchado fibroso, y envuelta alrededor de la primera capa (12) de filamento de alto módulo; proporcionar una tercera capa (16) hecha de sucesivas capas de fibra acolchada, envueltas alrededor de la segunda capa (14) y fijadas a la segunda capa (14); y proporcionar una cuarta capa (18) de una estructura de tela sin fin monofilamento fijada a la tercera capa (16) a través del cosido de una capa de fibra acolchada.
13. El método de formación de una correa (10) de empastado de baterías de acuerdo con la reivindicación 12, en donde la mencionada primera capa (12) está hecha de hilos monofilamento de alto modulo de aproximadamente 0,20 mm -0,70 mm de diámetro, hecha de poliéster o de poliamida en la direccion de la maquina MD y en la direccion transversal de la maquina CD.
14. El método de formación de una correa (10) de empastado de baterías de acuerdo con la reivindicación 12 ó 13, en donde la mencionada segunda capa (14) está cosida con una capa de poliéster y/o fibra de acolchado de poliamida de preferiblemente 3-10 dtex.
15. El método de formación de una correa (10) de empastado de baterías, de acuerdo con una de las reivindicaciones anteriores 12 a 14, en donde la tercera capa (16) está hecha de sucesivas capas de poliéster del 100% y/o de fibra acolchada de poliamida de preferiblemente 3-10 dtex.
Patentes similares o relacionadas:
Batería de plomo-ácido inundada, del 15 de Julio de 2020, de Trojan Battery Company: Una batería recargable de plomo-ácido , que comprende: al menos una placa negativa; al menos una placa positiva que comprende en estado cargado: una rejilla […]
Aditivo de grafito avanzado para mejorar el ciclo de vida útil de las baterías de plomo-ácido de descarga profunda, del 29 de Abril de 2020, de EXIDE TECHNOLOGIES: Una celda de plomo y ácido de descarga profunda para baterías de fuerza motriz, que comprende: un primer electrodo que comprende plomo; un segundo electrodo que […]
Rejillas de batería reformadas, del 12 de Febrero de 2020, de WIRTZ MANUFACTURING CO., INC: Una rejilla de batería que comprende: una rejilla de aleación de plomo […]
Construcción mejorada de batería de plomo-ácido, del 11 de Diciembre de 2019, de Arcactive Limited: Una batería o celda de plomo-ácido que incluye al menos un electrodo que comprende como colector de corriente no compuesto un material de fibra de carbono, y una […]
Baterías de plomo-ácido y pastas para las mismas, del 24 de Julio de 2019, de CABOT CORPORATION: Pasta adecuada para una placa negativa de una batería de plomo-ácido, comprendiendo la pasta óxido de plomo y negro de carbono, en la que el negro de carbono tiene […]
Método para preparar composiciones de material activo que comprenden materiales carbonosos de alta área superficial, del 22 de Mayo de 2019, de CABOT CORPORATION: Un metodo para preparar una composicion de material activo de electrodo negativo para una bateria de plomoacido que comprende un negro de humo que tiene […]
Construcción mejorada de batería de plomo-ácido, del 21 de Septiembre de 2018, de Arcactive Limited: Una batería o celda de plomo-ácido que incluye: al menos un electrodo que comprende como colector de corriente no compuesto un material de […]
Formulaciones de baterías de plomo y ácido que contienen nanotubos de carbono discretos, del 16 de Mayo de 2018, de Molecular Rebar Design, LLC: Una composición para la construcción de baterías de plomo y ácido, que comprende: una pluralidad de fibras de nanotubos de carbono discretos, […]