DISPOSITIVO DE CONTROL DE MÁQUINAS-HERRAMIENTAS.
Dispositivo de control de máquinas-herramientas, con una unidad de señales (24),
caracterizado porque la unidad de señales (24) presenta una unidad de transmisión (30), que se provee para la producción de una señal de transmisión (32) mediante banda ultra-ancha, en donde la unidad de señales presenta una base de datos (44), en la que, al menos, un patrón de señal se asocia a una situación de aplicación
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/068270.
Solicitante: ROBERT BOSCH GMBH.
Nacionalidad solicitante: Alemania.
Dirección: POSTFACH 30 02 20 70442 STUTTGART ALEMANIA.
Inventor/es: MAHLER,MICHAEL, KRAPF,REINER.
Fecha de Publicación: .
Fecha Solicitud PCT: 9 de Noviembre de 2006.
Clasificación Internacional de Patentes:
- B23D59/00B
- B23Q11/00G
- F16P3/14 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16P DISPOSITIVOS DE SEGURIDAD EN GENERAL. › F16P 3/00 Dispositivos de seguridad funcionando en conjunción con el control o la marcha de una máquina; Controles que exigen el empleo simultáneo de varias partes del cuerpo humano (F16P 5/00 tiene prioridad). › siendo los dispositivos células fotoeléctricas u otros dispositivos sensibles sin contacto mecánico.
Clasificación PCT:
- B23D59/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › Dispositivos anejos especialmente concebidos para las máquinas de aserrar o los dispositivos de aserrado (lubrificación o enfriamiento de las máquinas-herramientas en general B23Q 11/12).
- B23Q11/00 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › Accesorios montados sobre las máquinas herramientas para mantener las herramientas o los órganos de las máquinas en buenas condiciones de trabajo o para enfriar las piezas trabajadas; Dispositivos de seguridad especialmente combinados con las máquinas-herramientas, dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas (en lo que respecta a las máquinas de escariar o de perforar B23B 47/24, B23B 47/32 tienen prioridad; dispositivos de seguridad en general F16P).
- B23Q17/22 B23Q […] › B23Q 17/00 Dispositivos para indicar o medir sobre las máquinas herramientas (para el control automático o la regulación del movimiento de avance, de la velocidad de corte o de la posición de la herramienta o de la pieza B23Q 15/00). › para indicar o medir la posición existente o deseada de la herramienta o la pieza de trabajo.
- B23Q5/58 B23Q […] › B23Q 5/00 Mecanismos de propulsión o de avance; Disposición de los mecanismos de control a este efecto (control automático B23Q 15/00; copiado B23Q 33/00, B23Q 35/00; especialmente adaptados a las máquinas de escariar o de taladrar B23B 39/10, B23B 47/02). › Dispositivos de seguridad.
- B27G19/02 B […] › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27G MAQUINAS ACCESORIAS O APARATOS PARA TRABAJAR LA MADERA O MATERIALES SIMILARES; HERRAMIENTAS PARA TRABAJAR LA MADERA O MATERIALES SIMILARES (herramientas para trabajar con muela B24D; herramientas para aserrar B27B 33/00; herramientas para máquinas de entallar o mortajar B27F 5/02; herramientas para fabricar serrín, virutas, polvo o productos similares B27L 11/00 ); DISPOSITIVOS DE SEGURIDAD PARA MÁQUINAS O HERRAMIENTAS PARA EL TRABAJO DE LA MADERA. › B27G 19/00 Protecciones o dispositivos de seguridad especialmente adaptados para las sierras de madera; Dispositivos auxiliares que facilitan una buena utilización de las sierras de madera. › para sierras circulares.
- F16P3/14 F16P 3/00 […] › siendo los dispositivos células fotoeléctricas u otros dispositivos sensibles sin contacto mecánico.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2358753_T3.pdf

Fragmento de la descripción:
45
Estado del arte
La presente invención hace referencia a un dispositivo de control de máquinas-herramientas.
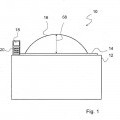
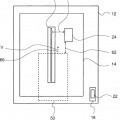
De la patente DE 102 61 791 A1 se conoce un dispositivo de control de máquinas-herramientas para una sierra circular. Dicho dispositivo presenta una unidad de sensores para la producción y el registro de una señal electromagnética, que se dispone en las proximidades de una hoja de sierra. La aproximación de una parte del cuerpo a la hoja de sierra, se puede detectar mediante un control del espectro de señal. Como banda de frecuencias para la señal, se selecciona una banda no licenciada.
La patente EP 1422 022 A1 describe una herramienta eléctrica, como por ejemplo, una sierra de mesa o una sierra de ingletes, con un dispositivo de protección para evitar que una herramienta de corte entre en contacto con objetos que no sean la pieza de trabajo. Además, el dispositivo de la patente EP 1422 022 A1 presenta medios para detectar la posición de objetos que no sean la pieza de trabajo, que sin embargo se desplazan en el interior de una primera zona predeterminada en el entorno de la herramienta de corte. El medio de detección presenta un primer radar para la transmisión de fuentes de radiofrecuencias en dirección a la zona predeterminada y para la recepción de las ondas reflejadas de dicha zona. Un procesador del dispositivo determina tanto la ubicación del objeto, como su velocidad de aproximación hacia la herramienta de corte. Si la velocidad registrada del objeto detectado excede un valor límite predeterminado, se detiene el motor de la herramienta eléctrica. En una primera forma de ejecución, se utilizan preferentemente para la detección, ondas radioeléctricas de frecuencia única de un rango de 3 a 30 GHz, particularmente señales de 10, 5 GHz. Por lo tanto, la patente EP 1422 022 A1 revela que además de las señales de frecuencia única, también se pueden utilizar pulsos variables de frecuencia, es decir, señales con un cierto incremento del espectro utilizado.
De la patente US 2005/0179585 A1 se conoce un método y un dispositivo para un radar de banda ultra-ancha.
Ventajas de la presente invención
La presente invención hace referencia a un dispositivo de control de máquinas-herramientas.
Se recomienda que el dispositivo de control de máquinas-herramientas presente una unidad de señales provista para un funcionamiento con banda ultra-ancha. Mediante la utilización de señales de banda ultra-ancha, se puede lograr una densidad elevada de información y, de esta manera, un control efectivo. En particular, se pueden controlar simultáneamente una pluralidad de parámetros de trabajo, en el caso del empleo de una máquina-herramienta, por lo que se logran condiciones de trabajo seguras y confortables. Por una unidad de señales provista para un funcionamiento con banda ultra-ancha, se entiende una unidad mediante la cual se puede producir, recibir y/o evaluar una señal de banda ultra-ancha. Por una "señal de banda ultra-ancha" se entiende una señal que presenta un espectro de frecuencias con una frecuencia central y un ancho de banda de frecuencias de, al menos, 500 MHz. La frecuencia central se selecciona preferentemente en el espectro de frecuencias de 1 GHz a 15 GHz.
Además, se recomienda la provisión de la unidad de señales para el procesamiento de una señal que presenta un tren de pulsos. De esta manera, se pueden lograr grandes anchos de banda de frecuencias. En el procesamiento de la señal, se puede particularmente producir, recibir y/o evaluar la señal. Por una "frecuencia" de pulsos se entiende particularmente una sucesión de pulsos que se siguen entre sí temporalmente. En una representación de la amplitud de señal en relación con el tiempo, un pulso puede estar conformado por un patrón determinado, como por ejemplo, una onda cuadrada, un perfil gaussiano, etc. Una duración de pulso o bien, una magnitud que caracteriza el tiempo de transmisión del patrón, se selecciona preferentemente en el rango de 0,1 ns (nanosegundos) a 2 ns. Dentro del tren, los pulsos pueden sucederse entre sí temporalmente de manera regular, en tanto que el intervalo de tiempo entre respectivamente dos pulsos que se siguen directamente, es constante. Alternativamente, los pulsos pueden sucederse entre sí temporalmente de manera irregular. El intervalo de tiempo entre dos pulsos que se siguen directamente, se puede conformar además como una variable aleatoria. Por ejemplo, la secuencia se puede realizar como una secuencia de pseudorruidos (PN: Pseudo Noise). Alternativa o adicionalmente, la unidad de señales se puede proveer para el procesamiento de una señal que se modula en la frecuencia, como en particular una señal de FMCW (Onda Continua de Frecuencia Modulada).
De manera ventajosa, la unidad de señales comprende una unidad aritmética lógica que se provee para asociar a una señal registrada, una situación de aplicación mediante un procesamiento de señal basado en una lógica difusa y/o neuronal. Con la ayuda de una lógica difusa, se puede evaluar rápidamente, mediante una unidad aritmética
45
lógica, en relación con la señal registrada, una importante cantidad de información compleja. De esta manera, el dispositivo de control de máquinas-herramientas puede reaccionar en un tiempo reducido ante situaciones que se consideran críticas para la seguridad de un operador. En comparación con los sensores capacitivos, además, se puede reaccionar ante una situación de aplicación crítica, antes de que se produzca un contacto físico entre el operador y la máquina-herramienta. Mediante una lógica neuronal, se pueden lograr funciones de autoaprendizaje ventajosas del dispositivo de control de máquinas-herramientas.
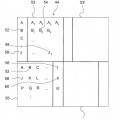
Conforme a la presente invención, se recomienda que la unidad de señales presente una base de datos, en la que, al menos, un patrón de señal se asocie a una situación de aplicación. Se puede lograr, de manera ventajosa, un proceso de identificación particularmente rápido de una situación de aplicación, en tanto que se comprueba una correlación entre una señal registrada y un patrón de señal. Además, se puede utilizar de manera ventajosa, un método de correlación basado en una lógica difusa.
En otra forma de ejecución de la presente invención, se recomienda que la unidad de señales presente una base de datos programable, en la que, en un proceso de procesamiento, a una situación de aplicación se asocia un procedimiento para la modificación del proceso de procesamiento. Si se ha identificado una situación de aplicación determinada, de esta manera, se puede reaccionar ante dicha situación de aplicación en un tiempo reducido. La base de datos es programable, preferentemente en el estado ensamblado de una máquina-herramienta y, particularmente, mediante un operador de dicha máquina-herramienta. De esta manera, se puede continuar, de manera ventajosa, con los ajustes en fábrica de la base de datos, por ejemplo, cuando la máquina-herramienta es equipada posteriormente por el operador con otras herramientas o accesorios.
La unidad de señales se provee preferentemente para la determinación de un progreso del trabajo, durante el procesamiento de una pieza. De esta manera, se puede lograr una comodidad de operación elevada en el empleo de una máquina-herramienta. Se pueden definir, de manera ventajosa, diferentes fases de trabajo durante el procesamiento de una pieza de trabajo, en donde un nivel de seguridad en el control del procesamiento de una pieza de trabajo, se adapta a dichas fases de trabajo.
Si la unidad de señales se provee para la determinación de una distancia, se puede contralar, de manera ventajosa, en un procesamiento de una pieza, una posición de una herramienta o de la pieza de trabajo. Por ejemplo, se pueden identificar posiciones anormales, por ejemplo, ante un desequilibrio de la herramienta o ante un posicionamiento invertido de una pieza de trabajo. Además, se puede determinar la dimensión de una pieza de trabajo. De manera ventajosa, se puede controlar un progreso del trabajo.
La unidad de señales se provee preferentemente para la determinación de una velocidad de una pieza de trabajo a procesar. De esta manera, se puede controlar, de manera ventajosa, un progreso del trabajo. La unidad de señales se provee preferentemente para la determinación de una velocidad de translación y/o rotación de la pieza de trabajo, en relación con una unidad estática de una máquina-herramienta, como por ejemplo, una carcasa.
En otra... [Seguir leyendo]
Reivindicaciones:
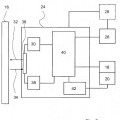
1. Dispositivo de control de máquinas-herramientas, con una unidad de señales (24), caracterizado porque la unidad de señales (24) presenta una unidad de transmisión (30), que se provee para la producción de una señal de transmisión (32) mediante banda ultra-ancha, en donde la unidad de señales presenta una base de datos (44), en la que, al menos, un patrón de señal se asocia a una situación de aplicación.
2. Dispositivo de control de máquinas-herramientas de acuerdo con la reivindicación 1, caracterizado porque la unidad de señales (24) se provee para el procesamiento de una señal (32, 34), que presenta un tren (46) de pulsos (48).
3. Dispositivo de control de máquinas-herramientas de acuerdo con la reivindicación 1 ó 2, caracterizado porque la unidad de señales (24) comprende una unidad aritmética lógica (40) que se provee para asociar a una señal registrada (34), una situación de aplicación (52, 58) mediante un procesamiento de señal basado en una lógica difusa y/o neuronal.
4. Dispositivo de control de máquinas-herramientas de acuerdo con una de las reivindicaciones precedentes, caracterizado porque la unidad de señales (24) presenta una base de datos (44) programable, en la que, en un proceso de procesamiento, a una situación de aplicación (52, 58) se asocia un procedimiento (56, 60) para la modificación del proceso de procesamiento.
5. Dispositivo de control de máquinas-herramientas de acuerdo con una de las reivindicaciones precedentes, caracterizado porque la unidad de señales (24) se provee para la determinación de un progreso del trabajo, durante el procesamiento de una pieza de trabajo.
6. Dispositivo de control de máquinas-herramientas de acuerdo con una de las reivindicaciones precedentes, caracterizado porque la unidad de señales (24) se provee para la determinación de una distancia (62, 64).
7. Dispositivo de control de máquinas-herramientas de acuerdo con una de las reivindicaciones precedentes, caracterizado porque la unidad de señales (24) se provee para la determinación de una velocidad (V) de una pieza de trabajo a procesar (50).
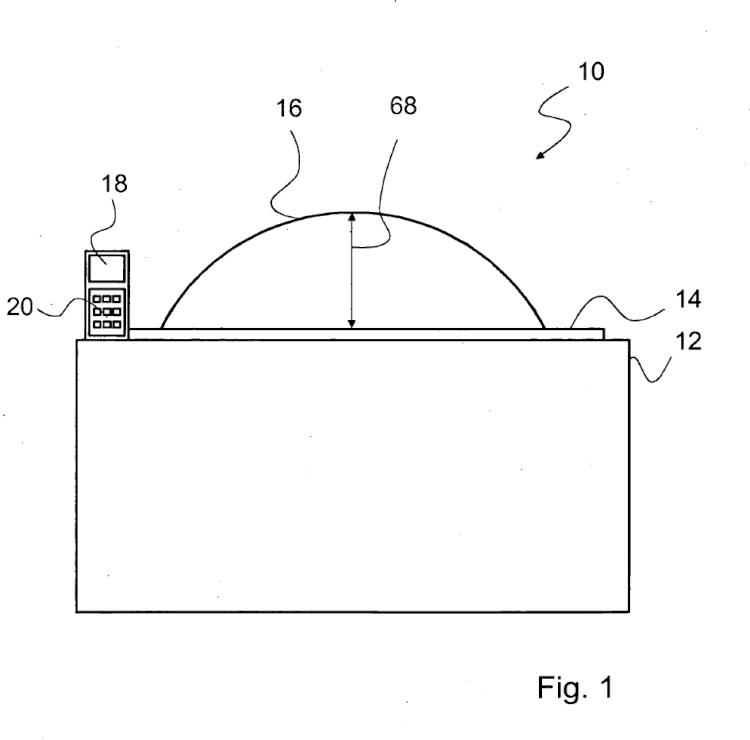
8. Dispositivo de control de máquinas-herramientas de acuerdo con una de las reivindicaciones precedentes, caracterizado porque se provee una unidad electrónica de salida (18) para la salida de una información de control a un operador.
9. Dispositivo de control de máquinas-herramientas de acuerdo con una de las reivindicaciones precedentes, caracterizado porque se provee una unidad electrónica de entrada (20) para la introducción de, al menos, una información de control.
10. Dispositivo de control de máquinas-herramientas de acuerdo con una de las reivindicaciones precedentes, caracterizado porque se provee una unidad de regulación (26) que regula, al menos, un parámetro (68) de un proceso de procesamiento de una pieza de trabajo.
11. Máquina-herramienta con un dispositivo de control de máquinas-herramientas de acuerdo con una de las reivindicaciones precedentes.
Patentes similares o relacionadas:
Transmisión de transportador para máquina de cortar alimentos en lonchas, del 4 de Diciembre de 2019, de FORMAX, INC: Un aparato de alimentación de artículos alimenticios para transportar artículos alimenticios en una máquina de cortado en lonchas que comprende: un primer […]
Máquina de cortado en lonchas de artículos alimenticios que comprende un sistema de protección de seguridad, del 4 de Diciembre de 2019, de FORMAX, INC: Una máquina de cortado en lonchas de artículos alimenticios , que comprende: una estación de cortado en lonchas que comprende una hoja de cuchilla y una transmisión […]
Máquina de corte en lonchas de artículos alimenticios con un sensor de extremo de artículo alimenticio, del 4 de Diciembre de 2019, de FORMAX, INC: Máquina de corte en lonchas de artículos alimenticios , que comprende: una estación de corte en lonchas que comprende una hoja de cuchilla y un accionador de hoja […]
Dispositivo de deformación y método de funcionamiento de un dispositivo de deformación, del 27 de Noviembre de 2019, de FIESSLER ELEKTRONIK GMBH & CO. KG: Dispositivo de deformación con un bastidor de máquina , en donde está dispuesto un par de herramientas , en donde al menos una de las herramientas […]
Borde de seguridad y método asociado, del 31 de Julio de 2019, de Dalmatic Lystrup A/S: Una barrera de seguridad que comprende un transmisor y un receptor conectado al transmisor a través de un trayecto de respuesta, el transmisor comprende: […]
Sistema de seguridad automático y activo para entornos de trabajo, del 17 de Abril de 2019, de T.D. Williamson Italiana S.r.l: Un método de funcionamiento de un sistema de seguridad activo y automático para un funcionamiento seguro en áreas de trabajo tanto al aire libre como cerradas en […]
Listón perfilado de seguridad con una rejilla luminosa, del 17 de Abril de 2019, de GUMMI-WELZ GMBH U. CO. KG GUMMI-KUNSTSTOFFTECHNIK-SCHAUMSTOFFE: Listón de perfil de seguridad que comprende un perfil de estanqueización gomoelástico con un pie de perfil gomoelástico que puede fijarse en cavidades […]
Un sistema de seguridad, del 27 de Marzo de 2019, de Grasselli S.p.A: Un sistema de seguridad para una máquina equipada con un órgano en movimiento, tal como por ejemplo un desollador , que comprende: una primera […]