Procedimiento para la aplicación de un material de unión con una forma predeterminable en al menos una superficie de al menos una pieza de trabajo (1),
en el que el material de unión y la superficie presentan propiedades humectantes o bien humedecibles complementarias, con las siguientes etapas: se aplica el material de unión (3) sobre al menos una de las superficies (2), se dispone una instalación de formación (10, 10') con un orificio al menos durante la duración de un estado fluido del material de unión en la proximidad del material de unión así como rodeando a éste, al menos parcialmente, en la superficie (2), en el que esta instalación presenta una superficie no humedecible (11, 12) con respecto a las propiedades humectantes del material de unión, que se alinea para la conducción forzada del flujo del material de unión todavía fluido, que adopta de esta manera una forma predeterminada, en el que entre la instalación de formación y una clavija de conexión (4) insertada en el orificio se define un intersticio y de esta manera se provoca también una afluencia más elevada del material de unión a la clavija de conexión; y se endurece el material de unión moldeado
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/004586.
H05K3/34ELECTRICIDAD. › H05TECNICAS ELECTRICAS NO PREVISTAS EN OTRO LUGAR. › H05KCIRCUITOS IMPRESOS; ENCAPSULADOS O DETALLES DE LA CONSTRUCCIÓN DE APARATOS ELECTRICOS; FABRICACION DE CONJUNTOS DE COMPONENTES ELECTRICOS. › H05K 3/00 Aparatos o procedimientos para la fabricación de circuitos impresos. › Conexiones soldadas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
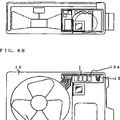
La invención se refiere a un procedimiento para la aplicación de un material de unión con una forma predeterminable en al menos una superficie de al menos una pieza de trabajo, en el que el material de unión y la superficie presentan propiedades humectantes o humedecibles complementarias, así como a un material de unión que se puede aplicar por medio de un procedimiento de este tipo. Se conoce a partir del documento US 5.492.266 un procedimiento de este tipo. Especialmente en los campos que emplean una técnica de montaje en la superficie o bien técnica SMT (Surface Mounting Technology) para el equipamiento de componentes sobre soportes, como por ejemplo pletinas, existen con frecuencia uniones estañadas entre clavijas de conexión metálicas y ojales de estañado configurados sobre una placa de circuito impreso o bien PCB (Printed Circuit Board) para la conexión mecánica y eléctrica. Actualmente, a tal fin, se aplica sobre las placas de circuitos impresos fabricadas la mayoría de las veces de plástico, para la preparación de los ojales de estañado, una capa metálica, que debe conectarse con la soldadura. De esta manera, se pretende una unión adhesiva entre la placa de circuito impreso y la soldadura. Pero puesto que la capa galvánica aplicada, por ejemplo, a través de un procedimiento PDV (Physical Vapor Deposition), sobre el plástico presenta una resistencia adhesiva más reducida que la clavija de conexión en la soldadura, apenas contribuye a la resistencia mecánica de la unión estañada. Las fuerzas que se generan en un canto de soldadura sobresalientes se pueden calcular de acuerdo con la ecuación de Young, es decir según gSA = gSL + gLAcos en la que ES 2 367 463 T3 gSA es la tensión superficial entre la capa metálica sólida de la pieza de trabajo (por ejemplo cobre) y aire, gSL es la tensión superficial entre la soldadura líquida y la capa metálica sólida de la pieza de trabajo, y gLA es la tensión superficial entre la soldadura líquida y aire y es el ángulo de humidificación, que es una medida de ka capacidad de humidificación de un material. Con = 0º, una gota de soldadura cubre la capa metálica de la pieza de trabajo esencialmente como una capa monomolecular, en cambio con = 180º, la soldadura líquida adopta la forma de una bola. En el marco de la invención así como para la descripción siguiente y las reivindicaciones, se aplican los conceptos humectante y humedecible en el sentido de que el material humectante es fluido y endurecible y el material humedecible adopta durante el proceso de humidificación de forma duradera un estado sólido, de manera que las propiedades respectivas del material, que posibilitan una humidificación o bien una capacidad de humidificación, son complementarias, es decir, por ejemplo, que para una unión estañada, el material humectante es un agente de soldadura y el material humedecible es una capa exterior soldable. Un cometido de la invención consiste en conseguir una elevación de la resistencia adhesiva de uniones realizadas a través de humidificación. Se consigue una solución de acuerdo con la invención a través de las características de una de las reivindicaciones independientes anexas. Las formas de realización ventajosas y/o preferidas son objeto de las reivindicaciones dependientes. La invención prevé, por lo tanto, un procedimiento para la aplicación de un material de unión con una forma predeterminable en al menos una superficie de al menos una pieza de trabajo, en el que el material de unión y la superficie presentan propiedades humectantes o bien humedecibles complementarias. En este caso, se aplica el material de unión sobre la superficie, se coloca una instalación de formación al menos durante la duración de un estado fluido del material de unión y en la proximidad del material de unión sobre la superficie, en el que la instalación presenta una superficie no humedecible con respecto a las propiedades humectantes, de manera que el flujo del material de unión todavía fluido es guiado de manera forzada en la zona de la superficie no humedecible y de esta manera adopta una forma predeterminada; y se endurece el material de unión moldeado. Una ventaja esencial de la invención reside en que a través de la geometría de la superficie no humedecible de la instalación de formación, el material de unión no refundido se puede conducir a través de la formación guiada forzada de manera orientada o bien específica a determinadas zonas de superficies humedecibles. Por lo tanto, de esta manera se puede aprovechar o conseguir también una afluencia elevada en las superficies de la contra parte de unión que conduce a una resistencia adhesiva en general más elevada. En el caso de uniones estañadas, se ha revelado que es conveniente, por ejemplo, una superficie no humedecible, es decir, una superficie no estañable de la instalación de formación de plástico o cerámica o de otro material correspondiente, de manera ventajosa también 2 ES 2 367 463 T3 para una afluencia más elevada de clavijas de conexión metálicas, que están unidas por medio de un punto de estañado SMT con una placa de circuito impreso. Otras ventajas y características se deducen a partir de la siguiente descripción con la ayuda de una forma de realización preferida, pero solamente ejemplar, con referencia a los dibujos adjuntos. En los dibujos: La figura 1 muestra de forma muy esquemática una unión de acoplamiento de acuerdo con la invención con un material de unión endurecido, que ha adoptado una unión predeterminada. La figura 2 muestra de forma muy esquemática una unión de acoplamiento que corresponde a la figura 1 de acuerdo con el estado de la técnica con un material de unión endurecido que, sin una instalación de formación adicional, ha adoptado una forma que se basa en las propiedades características de las superficies humectantes y humedecibles. Las figuras 3a a 3c muestran estaciones individuales de un procedimiento de reflujo ejemplar para la fabricación de una unión de acoplamiento de acuerdo con el estado de la técnica. Las figuras 4a a 4c muestran estaciones correspondientes a las figuras 3a a 3c durante la realización de una unión de acoplamiento de acuerdo con la invención. La figura 5 muestra de forma muy esquemática una instalación de formación alternativa, con visión sobre el extremo que debe colocarse sobre una placa de circuito impreso. La figura 6 muestra una unión de acoplamiento alternativa a la figura 1 en el marco de la invención, y La figura 7 muestra otra unión de acoplamiento alternativa a la figura 1 en el marco de la invención. A continuación, para la descripción ejemplar de formas de realización preferidas de acuerdo con la invención se describen en primer lugar las figuras 1 y 2, que muestran para mayor sencillez de forma muy esquemática uniones de acoplamiento correspondientes entre sí, en el caso considerado uniones estañadas, en las que el material de unión 3 según la figura 1 de la invención está endurecido adoptando una forma predeterminada o bien según la figura 2, sin una instalación de formación adicional, ha adoptado una forma que se basa en las propiedades características de las superficies humectantes y humedecibles. En particular, las figuras 1 y 2 muestran, respectivamente, de forma muy esquemática una sección a través de una placa de circuito impresión 1 que se basa en material de plástico, en la que las bandas de conductores no se representan por razones de sencillez. Sobre la placa de circuito impreso 1 está aplicada una capa metálica 2, en el ejemplo representado de cobre, que está conectada de forma conductora eléctricamente con una o varias bandas de conductores. La capa metálica o bien el ojal de estañado 2 están guiados a modo de un contacto pasante a través de la placa de circuito impreso. A través del ojal estañado 2 se extiende una clavija de conexión metálica 4 de un módulo no representado en detalle, que ha sido insertado en la dirección E. La conexión eléctrica y mecánica de la clavija de conexión 4 en la placa de circuito impreso 1 se realiza por medio del material de estañar, que está aplicado en el ojal de estañar 2 y en la clavija de conexión 4 y que se ha extendido en la transición desde un estado fluido hasta el estado endurecido entre la clavija de conexión 4 y el ojal de estañar 23. La soldadura utilizado, por una parte, y el ojal de estañar así como la clavija de conexión, por otra parte, presentan propiedades humectantes o bien humedecibles complementarias, respectivamente, para la humidificación realizada en este caso. Como se deduce a partir de las figuras 1 y 2, en la unión de acoplamiento según la invención (figura 1), adicionalmente se ha insertado una instalación de formación 10, colocada en la superficie de la placa de circuito impreso, en la figura 1 sobre el ojal de estañar 2.... [Seguir leyendo]
Reivindicaciones:
1.- Procedimiento para la aplicación de un material de unión con una forma predeterminable en al menos una superficie de al menos una pieza de trabajo (1), en el que el material de unión y la superficie presentan propiedades humectantes o bien humedecibles complementarias, con las siguientes etapas: se aplica el material de unión (3) 5 sobre al menos una de las superficies (2), se dispone una instalación de formación (10, 10) con un orificio al menos durante la duración de un estado fluido del material de unión en la proximidad del material de unión así como rodeando a éste, al menos parcialmente, en la superficie (2), en el que esta instalación presenta una superficie no humedecible (11, 12) con respecto a las propiedades humectantes del material de unión, que se alinea para la conducción forzada del flujo del material de unión todavía fluido, que adopta de esta manera una forma 10 predeterminada, en el que entre la instalación de formación y una clavija de conexión (4) insertada en el orificio se define un intersticio y de esta manera se provoca también una afluencia más elevada del material de unión a la clavija de conexión; y se endurece el material de unión moldeado. 2.- Procedimiento de acuerdo con la reivindicación 1, en el que como superficie humedecible se prepara una capa estañable o adhesiva y se realiza una unión estañada por medio de una soldadura o bien se realiza una unión 15 adhesiva por medio de un adhesivo como unión de acoplamiento. 3.- Procedimiento de acuerdo con una de las reivindicaciones anteriores, en el que la superficie no humedecible (11, 12) a través del material de unión (3) de la instalación para la formación del material de unión está configurada en forma de cono hueco y/o con una entalladura en forma de V o similar. 4.- Material de unión endurecible (3) con una forma exterior, que se puede producir de forma predeterminable 20 utilizando un procedimiento de acuerdo con una de las reivindicaciones anteriores. 5.- Utilización de una instalación de formación (10, 10) para un procedimiento de acuerdo con una de las reivindicaciones anteriores para la fabricación de un material de unión endurecido y que adopta una forma predeterminada a través de la instalación de formación. 6 ES 2 367 463 T3 7 ES 2 367 463 T3 8 ES 2 367 463 T3 9
Patentes similares o relacionadas:
METODO DE SOLDADURA CON APORTE DE MATERIAL DE UN IC DE PAQUETES PLANOS CUADRADOS SOBRE UNA PLACA DE CIRCUITO IMPRESO, del 17 de Junio de 2010, de MITSUBISHI ELECTRIC CORPORATION: Una placa de circuito impreso de montaje de IC de paquetes planos con contactos de cuatro vías, que comprende: una placa de circuito impreso con grupos de superficies […]
PLACA DE CIRCUITO IMPRESO CON ZONA DE EXTRACCIÓN DE SOLDADURA, del 6 de Julio de 2011, de MITSUBISHI ELECTRIC CORPORATION: - Una placa de circuito impreso con la parte electrónica de tipo conductor montada en ella que comprende una placa de circuito impreso sobre la que ha de ser montada […]
Uso de una aleación de soldadura y una unión soldada de alta densidad de corriente, del 27 de Mayo de 2020, de SENJU METAL INDUSTRY CO. LTD.: Un uso de una aleación de soldadura para evitar la electromigración de una unión de soldadura de un dispositivo electrónico, la unión de soldadura porta una corriente con […]
Módulo de soldadura indirecta con al menos dos crisoles de soldadura, del 18 de Diciembre de 2019, de ERSA GMBH: Módulo de soldadura indirecta para una instalación de soldadura indirecta para la soldadura por ola selectiva con al menos un primer y un segundo crisoles de soldadura (14, […]
Aleación de soldadura libre de plomo para uso en el prechapeado o del terminal, y componente electrónico, del 14 de Agosto de 2019, de SENJU METAL INDUSTRY CO. LTD.: Una aleación de soldadura libre de plomo para el chapeado preliminar de un terminal, por la que el chapeado preliminar se lleva a cabo en un terminal […]
Procedimiento para la preparación de un sistema mecatrónico para un vehículo utilitario, así como sistema mecatrónico, del 5 de Junio de 2019, de KNORR-BREMSE SYSTEME FUR NUTZFAHRZEUGE GMBH: Procedimiento para la preparación de un sistema mecatrónico para un vehículo utilitario, presentando el sistema mecatrónico al menos […]
Dispositivo y método para la descarga de gotas, del 15 de Mayo de 2019, de Musashi Engineering, Inc: Un dispositivo de descarga de gotas que comprende
un recorrido de descarga que tiene un extremo que constituye una abertura de descarga ,
un […]
Procedimiento de realización de un dispositivo que comprende al menos dos componentes distintos interconectados por hilos de interconexión y el dispositivo obtenido, del 8 de Mayo de 2019, de GEMALTO SA: Procedimiento de realización de un dispositivo que comprende al menos dos componentes distintos interconectados en un sustrato por al menos un hilo de interconexión,
comprendiendo […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 METODO DE SOLDADURA CON APORTE DE MATERIAL DE UN IC DE PAQUETES PLANOS CUADRADOS SOBRE UNA PLACA DE CIRCUITO IMPRESO, del 17 de Junio de 2010, de MITSUBISHI ELECTRIC CORPORATION: Una placa de circuito impreso de montaje de IC de paquetes planos con contactos de cuatro vías, que comprende: una placa de circuito impreso con grupos de superficies […]
METODO DE SOLDADURA CON APORTE DE MATERIAL DE UN IC DE PAQUETES PLANOS CUADRADOS SOBRE UNA PLACA DE CIRCUITO IMPRESO, del 17 de Junio de 2010, de MITSUBISHI ELECTRIC CORPORATION: Una placa de circuito impreso de montaje de IC de paquetes planos con contactos de cuatro vías, que comprende: una placa de circuito impreso con grupos de superficies […]