CONDICIONES DE ESTIRADO/SOPLADO EN EL MOLDEO POR INYECCIÓN Y ESTIRADO-SOPLADO DE UNA ETAPA.
Un procedimiento para preparar recipientes por medio de moldeo por inyección y estirado-soplado de una etapa,
con una resina que comprende: - un copolímero aleatorio de propileno y etileno (RCP) que presenta un índice de flujo en masa fundida de 1,5 a 3,5 dg/min y un contenido de etileno menor que 6%, con respecto al peso de RCP; y - de manera opcional un agente de nucleación y/o de clarificación en el que la temperatura de inyección de la preforma Tinj es de 200 a 270ºC y en el que la temperatura de estirado y de soplado Tsb se encuentra limitada dentro de un intervalo muy estrecho ΔT de como máximo 15ºC, expresándose dicha temperatura de estirado/soplado en términos de la temperatura de inyección de la preforma Tinj como Tsb = 105 + 0,27 x (Tinj - 200)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/056133.
Solicitante: TOTAL PETROCHEMICALS RESEARCH FELUY.
Nacionalidad solicitante: Bélgica.
Dirección: ZONE INDUSTRIELLE C 7181 SENEFFE (FELUY) BELGICA.
Inventor/es: RADERMACHER, FABIENNE, DURANEL, LAURENT, HUMBEECK,EMMANUEL.
Fecha de Publicación: .
Fecha Solicitud PCT: 20 de Junio de 2007.
Clasificación Internacional de Patentes:
- C08K5/00P10
Clasificación PCT:
- B29C49/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2357783_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a las condiciones óptimas de estirado/soplado a usar en la preparación de productos de polipropileno mediante moldeo por inyección y estirado-soplado de una etapa (ISBM).
El documento EP-A-151741 de Mitsui desvela la fabricación de productos en una única etapa mediante ISBM. Estos productos se preparan a partir de copolímeros aleatorios de propileno-etileno que tienen un índice de flujo en masa fundida de 4 a 50 dg/min y que contienen un agente de nucleación. La temperatura de moldeo por inyección es de 200 a 260ºC y todos los ejemplos se han llevado a cabo con una temperatura de moldeo por inyección de 220ºC.
El documento WO95/11791 de Bekum se refiere a un procedimiento de dos etapas para preparar productos mediante ISBM. La resina preferida es un copolímero de etileno-propileno que contiene más que 50% en peso de propileno y que tiene un índice de flujo en masa fundida de 10 a 20 dg/min. La velocidad de llenado de la cavidad de inyección es de 3 a 5 gramos por segundo y la temperatura de inyección es de alrededor de 210ºC.
El documento WO05/074428 de Milliken desvela un procedimiento de dos etapas para preparar productos mediante ISBM. La resina es una composición de polipropileno que tiene un índice de flujo en masa fundida de 6 a 50 dg/min, preferentemente de 13 a 35 dg/min preparada por cualquier procedimiento conocido en la técnica. La velocidad de llenado del molde es mayor que 5 gramos por segundo y los productos preconformados presentan paredes laterales con un espesor máximo menor que 3,5 mm. La temperatura de inyección citada en los ejemplos es de 230 y 240ºC.
El documento WO99/41293 de BASF desvela la utilización de homo- o copolímeros de propileno producidos con metaloceno mediante ISBM. El intervalo de índices de flujo en masa fundida se define ampliamente de 0,1 a 1000 dg/min y la temperatura de inyección es de 200 a 280ºC. El índice de poli-dispersidad del polipropileno preparado con metaloceno es muy estrecho.
El documento EP-A-0 309 138 desvela un recipiente de polipropileno de copolímero aleatorio que comprende una resina de copolímero aleatorio de etileno-propileno con orientación biaxial, que tiene un contenido de etileno entre 0,5% y 8% en peso, basado en el peso de la resina y un índice de flujo en masa fundida mayor que 50 g/10 min. Dicho recipiente de polipropileno de copolímero aleatorio se produce mediante moldeo por estirado-soplado de una preforma moldeada por inyección con el fin de orientar biaxialmente dicha resina en el interior de la forma del recipiente.
El documento EP-A-0 764 514 desvela un procedimiento de moldeo por estirado-soplado para la preparación de recipientes de polipropileno en el que se emplea, como material de polipropileno, un copolímero que contiene del 4 al 12% en peso de una o más α-olefinas C4-C8. Preferentemente, el material de polipropileno es un copolímero cristalino de propileno/1-buteno.
El documento EP-A-0 251 340 desvela un procedimiento para producir un recipiente moldeado por inyección y estirado-soplado, en el que se somete a pre-soplado un parisón moldeado por inyección en un molde de ajuste de la temperatura de estirado y pre-soplado, cuya temperatura ha sido ajustada dentro del intervalo de (Tc – 30ºC) a (Tc + 20ºC), en la que Tc es la temperatura de cristalización de la resina de polipropileno y posteriormente se somete la preforma resultante a moldeo por estirado-soplado. Preferentemente, la resina de polipropileno empleada en este procedimiento es un copolímero aleatorio de propileno y una alfa-olefina.
Ninguna de estas resinas da lugar a productos con un equilibrio ideal de propiedades.
Un objetivo de la presente invención es fabricar productos de polipropileno de buena calidad por medio de moldeo por inyección y estirado-soplado de una etapa.
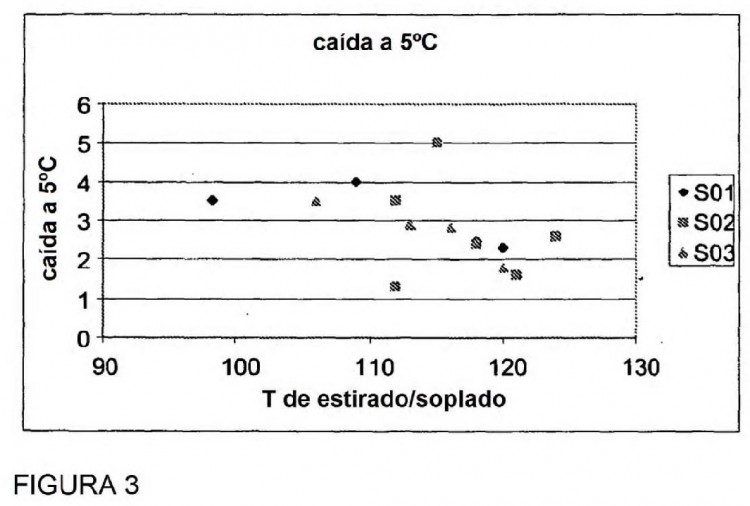
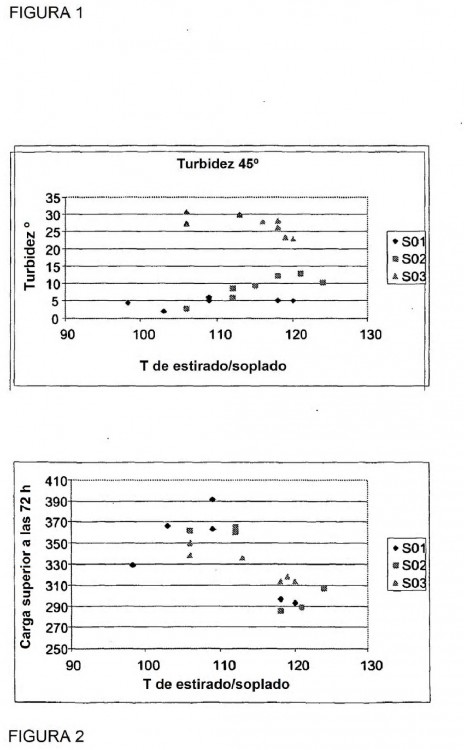
Otro objetivo de la presente invención es proporcionar condiciones óptimas de estirado/soplado para fabricar productos de polipropileno mediante moldeo por inyección y estirado-soplado con excelentes propiedades ópticas tras la bi-orientación.
La presente invención también tiene por objetivo fabricar productos que tengan una buena distribución de espesor.
Otro objetivo de la presente invención es fabricar productos con buenas propiedades de apilamiento.
Otro objetivo de la presente invención es fabricar productos que presenten un excelente ensayo de caída, especialmente a baja temperatura.
La presente invención satisface, al menos parcialmente, cualquiera de estos objetivos.
Por consiguiente, la presente invención describe un procedimiento para preparar recipientes por medio de moldeo por inyección y estirado-soplado de una etapa, con una resina que comprende:
- un copolímero aleatorio de propileno y etileno (RCP) que tiene un índice de flujo en masa fundida de 1,5 a 35 dg/min y un contenido de etileno menor que 6% en peso, con respecto al peso de RCP; y
- de manera opcional, un agente de nucleación o de clarificación;
en el que la temperatura de inyección de la preforma Tinj es de 200 a 270ºC y en el que la temperatura de soplado y estirado Tsb se encuentra limitada a un intervalo estrecho ΔT de como máximo 15ºC, expresándose dicho temperatura de estirado/soplado Tsb en términos de temperatura de inyección de la preforma Tinj como Tsb = 105 + 0,27 x (Tinj – 200).
El índice de flujo en masa fundida M12 se mide siguiendo el procedimiento del ensayo estándar ISO 1133, con una carga de 2,16 kg y a una temperatura de 230ºC.
Preferentemente, la temperatura de inyección de la preforma es de al menos 210ºC y como máximo 270ºC.
La temperatura de estirado/soplado se encuentra limitada a un intervalo muy estrecho ΔT menor que 15ºC, siendo dicho intervalo función de la temperatura de inyección de la preforma Tinj. Dentro del intervalo de temperatura de inyección de la preforma de 200 a 270ºC empleada en la presente invención, la relación entre la temperatura de estirado/soplado Tsb y la temperatura de inyección de la preforma Tinj puede expresarse según
Tsb = 105 + 0,27 x (Tinj – 200)
Por ejemplo, para resinas que tienen un índice de flujo en masa fundida de alrededor de 10 dg/min y para una temperatura de inyección de la preforma de 210ºC, la temperatura preferida de estirado/soplado varía entre 100 y 115ºC y para una temperatura de inyección de la preforma de 260ºC, la temperatura preferida de estirado/soplado varía entre 117 y 125ºC.
Las mejores propiedades mecánicas se obtienen en el intervalo de temperatura de estirado/soplado entre 100 y 115ºC, para resinas que tienen un índice de flujo en masa fundida en el centro del intervalo, de alrededor de 10 dg/min.
Si el índice de flujo en masa fundida disminuye, por consiguiente aumenta la temperatura de inyección de la preforma. La temperatura de estirado/soplado también aumenta, pero el intervalo de temperaturas permitidas sigue siendo menor que 15ºC.
Preferentemente, la resina de polipropileno empleada en la presente invención se prepara con un sistema de catalizador Ziegler-Natta (ZN). De manera inherente, los sistemas de catalizador ZN producen polímeros con un índice amplio de poli-dispersidad. El índice de poli-dispersidad se define como la relación Mw/Mn entre el peso que expresa el peso molecular medio Mw y el número que expresa el peso molecular medio Mn. Para garantizar la claridad, se repite que los catalizadores de metaloceno y los de sitio único no son catalizadores ZN.
La resina es un copolímero aleatorio de propileno. El co-monómero preferido es etileno y la cantidad de etileno presente en la resina es preferentemente de como máximo 4,5% en peso. El mínimo preferido es de 1% en peso.
De manera adicional, la resina puede contener hasta 5000 ppm de agentes de nucleación y de clarificación utilizados normalmente en el campo. Preferentemente, si está presente, el agente de nucleación se utiliza en una cantidad de 200 a 2500 ppm. Los agentes de nucleación o de clarificación que se pueden emplear en la presente invención se pueden escoger entre sorbitoles, sales de sodio, benzoato de litio, benzoato de sodio, talco, sales de aluminio o sus combinaciones.
También se pueden añadir otros aditivos típicamente empleados en el campo tales como por ejemplo antioxidantes o anti-estáticos.... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para preparar recipientes por medio de moldeo por inyección y estirado-soplado de una etapa, con una resina que comprende:
- un copolímero aleatorio de propileno y etileno (RCP) que presenta un índice de flujo en masa fundida de 1,5 a 3,5 dg/min y un contenido de etileno menor que 6%, con respecto al peso de RCP; y
- de manera opcional un agente de nucleación y/o de clarificación
en el que la temperatura de inyección de la preforma Tinj es de 200 a 270ºC y
en el que la temperatura de estirado y de soplado Tsb se encuentra limitada dentro de un intervalo muy estrecho ΔT de como máximo 15ºC, expresándose dicha temperatura de estirado/soplado en términos de la temperatura de inyección de la preforma Tinj como Tsb = 105 + 0,27 x (Tinj – 200).
2. El procedimiento de la reivindicación 1, en el que el contenido de etileno es de como máximo 4,5% en peso.
3. El procedimiento de la reivindicación 1 ó 2, en el que el índice de flujo en masa fundida es de como máximo 15 dg/min.
4. El procedimiento de la reivindicación 1 ó 3, en el que la temperatura de inyección de la preforma es de alrededor de 210ºC y la temperatura de estirado/soplado es de 100 a 115ºC.
5. El procedimiento de moldeo por inyección y estirado-soplado de una etapa de una cualquiera de las reivindicaciones 1 a 4, que comprende las etapas de:
- proporcionar una preforma mediante moldeo por inyección a un molde con cavidad múltiple;
- de manera opcional, recalentar ligeramente la preforma en el interior de un horno de calor radiante reflectivo
o frente a una fuente de calor apropiada, siguiendo un perfil de temperatura predeterminado que se adapte a la preforma;
- de manera opcional, hacer pasar la preforma caliente a través de una zona de equilibrio para permitir que el calor se disperse de manera uniforme a través de la pared de la preforma;
- de manera opcional, someter la preforma a una etapa de pre-soplado;
- estirar axialmente la preforma mediante una varilla de centrado;
- orientar radialmente la preforma estirada mediante aire a alta presión.
Patentes similares o relacionadas:
MATERIALES POLIOLEFINICOS ESTIRADOS Y OBJETOS PRODUCIDOS A PARTIR DE LOS MISMOS, del 5 de Agosto de 2011, de LANKHORST PURE COMPOSITES B.V.: Material poliolefínico estirado que tiene un módulo E, como mínimo, de 17 GPa, y una resistencia, como mínimo, de 400 MPa, que comprende una poliolefina y un nanomaterial, cuyo […]
COPOLIMERO DE PROPILENO BETA-NUCLEADO, del 19 de Mayo de 2010, de BOREALIS TECHNOLOGY OY: Copolímero heterofásico de propileno (HECO) que comprende (a) una matriz de propileno (A), (b) un copolímero elastomérico (B) que comprende propileno y al menos […]
POLIOLEFINAS NUCLEADAS Y PREPARACION DE LAS MISMAS, del 8 de Febrero de 2010, de COUNCIL OF SCIENTIFIC AND INDUSTRIAL RESEARCH: Una poliolefina nucleada, que tiene una sal de metal alcalino, metal alcalino térreo o aluminio del ácido aleurítico de fórmula 1, o del ácido […]
Recipiente con bolsa interior, del 1 de Julio de 2020, de GAPLAST GMBH: Recipiente, que consiste en un recipiente exterior sustancialmente rígido y una bolsa interior ligeramente deformable, en el que el recipiente exterior y la bolsa interior consisten […]
Método para proporcionar un circuito para líquido biológico y circuito obtenido, del 29 de Abril de 2020, de EMD Millipore Corporation: Un método para proporcionar un circuito para líquido biológico que comprende una pluralidad de conectores y una red para encaminar el líquido entre dichos […]
Polímeros con ESCR mejorado para aplicaciones de moldeo por soplado, del 11 de Marzo de 2020, de CHEVRON PHILLIPS CHEMICAL COMPANY LP: Un polímero de etileno que tiene una densidad mayor que o igual a aproximadamente 0,954 g/cm3, un índice de fusión con carga pesada (HLMI) en un intervalo de aproximadamente […]
Procedimiento y dispositivo para producir un tubo corrugado de doble capa con casquillo de tubo, del 3 de Marzo de 2020, de UNICOR GMBH: Procedimiento para producir un tubo sin fin de doble pared hecho preferentemente de material termoplástico con tramos de tubo corrugado y tramos de tubo con casquillo, por […]
Artículo con efectos visuales, del 19 de Febrero de 2020, de THE PROCTER & GAMBLE COMPANY: Un artículo moldeado por soplado que tiene al menos una capa que comprende: a) una resina termoplástica; b) entre un 0,1 % y 20 % de un aditivo que tiene una viscosidad […]