PROCEDIMIENTO PARA CALENTAR EN UN HORNO DE PRENSADO UNA MUFLA DE PRENSADO PRECALENTADA EMPLEADA PARA CERÁMICA DENTAL, ASÍ COMO DISPOSITIVO DE CONTROL Y HORNO CON DICHO DISPOSITIVO.
Procedimiento para calentar en un horno de prensado una mufla de prensado precalentada empleada para cerámica dental,
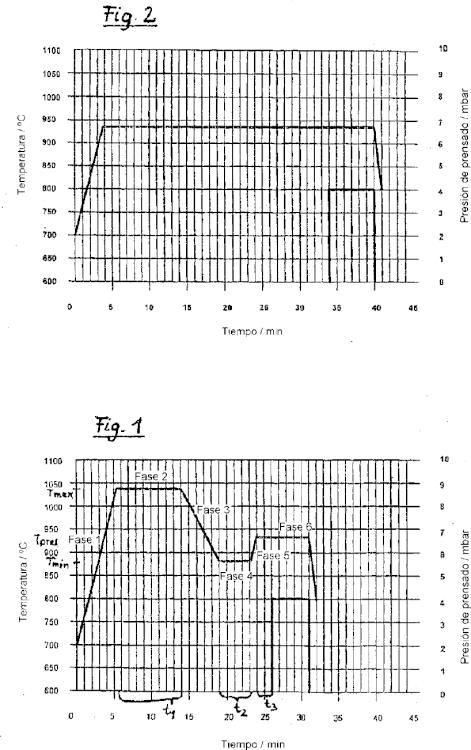
que incluye las siguientes etapas: a) Calentar la mufla de prensado a una temperatura máxima (Tmax) que se encuentra por encima de la temperatura de prensado (Tpress) a la que se ejecuta un proceso de prensado, b) mantener opcionalmente la mufla de prensado a la temperatura máxima (Tmax) durante un primer tiempo de retención (t1), c) enfriar la mufla de prensado a una temperatura mínima (Tmin), que es al menos igual a la temperatura de prensado (Tpress), y d) mantener la mufla de prensado a la temperatura mínima (Tmin) durante un segundo tiempo de retención (t2)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/006800.
Solicitante: ZUBLER GERATEBAU GMBH.
Nacionalidad solicitante: Alemania.
Dirección: BUCHBRUNNENWEG 26 89081 ULM-JUNGINGEN ALEMANIA.
Inventor/es: ZUBLER,KURT.
Fecha de Publicación: .
Fecha Solicitud PCT: 1 de Agosto de 2007.
Clasificación Internacional de Patentes:
- A61C13/20 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61C TECNICA DENTAL; APARATOS O METODOS PARA HIGIENE ORAL O DENTAL (cepillos dentales no accionados mecánicamente A46B; preparaciones para la técnica dental A61K 6/00; preparaciones para la limpieza de los dientes o enjuagado de la boca A61K 8/00, A61Q 11/00). › A61C 13/00 Prótesis dentales; Su fabricación (coronas dentales para recubrir los dientes A61C 5/70; implantes dentales A61C 8/00). › Métodos o dispositivos para soldar, moldear, conformar o fundir.
Clasificación PCT:
- A61C13/20 A61C 13/00 […] › Métodos o dispositivos para soldar, moldear, conformar o fundir.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2359652_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento para calentar en un horno de prensado una mufla de prensado precalentada empleada para cerámica dental, así como a un dispositivo de control y a un horno que contiene este dispositivo de control.
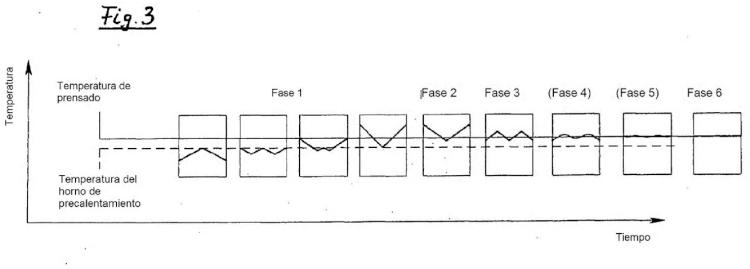
Hasta el momento se daba por sentado que, al indicar una temperatura nominal, una velocidad de calentamiento y un tiempo de retención de la temperatura nominal relativamente prolongado, se definía suficientemente el procedimiento para el calentamiento de una mufla de prensado empleada para cerámica dental antes del proceso de prensado como parte de un programa de prensado. En este procedimiento, la temperatura indicada se mantiene constante y, según el tipo de horno, concuerda con más o menos exactitud con la temperatura real en la mufla de prensado (en lo sucesivo también llamada simplemente mufla). Este procedimiento se representa de manera esquemática en la Fig. 2. En los principios de procesamiento del fabricante de cerámica se advierte de los sobrecalentamientos y se indica que se respeten las temperaturas prescritas durante el procesamiento. La consecuencia es el procedimiento nombrado al inicio, habitual desde hace muchos años y desde el punto de vista del control técnico imposible de realizar de otra manera con los hornos de prensado comerciales, consistente en ajustar la temperatura real como temperatura máxima y calentar la mufla lentamente desde abajo hasta alcanzar esta temperatura. Ya que las masas de empotramiento que constituyen la mufla presentan una conductividad térmica muy reducida, es necesario un largo tiempo de calentamiento. Sin embargo, la temperatura real en el interior de la mufla, al comienzo del proceso de prensado, aún es de hasta 30 ºC por debajo de la temperatura nominal ajustada. Los datos para la temperatura de procesamiento de la cerámica se ajustan normalmente a esta problemática y presentan un valor superior al realmente necesario. Los ensayos y las mediciones dentro de la mufla han mostrado estos resultados.
Tras los prensados defectuosos que no han desbordado, se intenta con frecuencia prolongar el tiempo de retención
o corregir la temperatura nominal hacia arriba. Ambas medidas, no obstante, no cambian el hecho de que existe un descenso de la temperatura dentro de la mufla de afuera hacia adentro (p. ej. hasta 60 ºC en la mufla con 300 g). Los prensados defectuosos por sobrecalentamiento o endurecimiento prematuro de la cerámica de camino a la forma de molde están a la orden del día. Aún se puede conseguir un calentamiento completo con muflas con masa de empotramiento de 100 g (diámetro 38 mm). Para trabajos más complejos, como modelos de varios compartimentos, el empleo de moldes de mufla para masa de empotramiento de 200 g (diámetro 48 mm) es habitual.
Trabajos más extensos (p. ej. puentes multielementos) estaban excluidos hasta ahora de la técnica del prensado de cerámica. Esto se debe por un lado a la falta de indicación de las herramientas cerámicas existentes (las grandes construcciones de puentes exigen una gran resistencia de rotura) y por otro lado a la dificultad de calentar por completo de forma suficientemente homogénea las muflas necesarias a tal efecto con 300 g (diámetro 62 mm) con la técnica conocida.
Una técnica nueva que cada vez se usa con más frecuencia (Press-to-Metal) elimina el problema de la falta de resistencia a la flexión de una cerámica dental. En este procedimiento, un armazón de una aleación metálica sirve de soporte a la cerámica de prensado. Aunque esta técnica está establecida desde hace más de 50 años en la técnica dental, y en ella no obstante se aplica la cerámica mediante capas, el procedimiento Press-to-Metal puede producir una prótesis dental de manera esencialmente más efectiva. Este procedimiento exige en el futuro el calentamiento completo homogéneo, especialmente de muflas de prensado de mayor tamaño.
Muchos técnicos odontólogos consideran los trabajos cerámicos de alta complejidad como “no realizables”. Apenas se consigue algún trabajo sin trazas de daños materiales o descoloraciones. Además, los prolongados tiempos de programación necesarios en la fase de calentamiento son contrarios a la presión temporal y de costes. Incluso con muflas pequeñas, la temperatura a menudo no es suficientemente exacta y homogénea, de manera que se producen, especialmente en colores claros de dientes, efectos como el agrisado. La falta de calidad también lleva frecuentemente a trabajos de repetición o a retoques costosos.
El documento US 6,303,059 B1 describe un procedimiento para controlar un horno de prensado para la fabricación de cerámica dental. En él se calienta una mufla de prensado, por ejemplo, a una temperatura de 920º C y se mantiene constante durante 20 minutos. No se dan más datos para el enfriamiento de la mufla de prensado o el mantenimiento de la mufla de prensado a una temperatura de enfriamiento, ya que el documento se ocupa principalmente del control de la presión de prensado. Además, el documento describe un dispositivo de control correspondiente para el horno de prensado, donde los elementos de entrada para determinar los parámetros del horno, como la temperatura, el tiempo de retención, la velocidad de calentamiento, etc., están previstos.
La presente invención tiene el objetivo de crear un procedimiento simplificado para la fabricación de cerámica de prensado en la técnica dental, que evite las desventajas ilustradas anteriormente y permita ahorrar tiempo en el calentamiento antes del prensado, y al mismo tiempo garantice el calentamiento completo homogéneo de la mufla, con el que se consigue una fluidez de la cerámica óptima y con ello menos prensados defectuosos, así como poder evitar los daños materiales por sobrecalentamiento. Además se creará un control de horno apropiado así como posibilidades de indicación de programa para un horno de prensado y asimismo un horno equipado de forma correspondiente para la realización de este procedimiento.
Este objetivo se consigue con un procedimiento para calentar una mufla de prensado empleada en cerámica dental antes del proceso de prensado, en un horno según la reivindicación 1 así como con un dispositivo de control correspondiente según la reivindicación 9 para la realización de este procedimiento y con un horno que incluye un dispositivo de control de tales características según la reivindicación 11. Otros añadidos ventajosos de la invención son objeto de las reivindicaciones dependientes.
La invención se basa en el hecho de que al calentar el entorno de un objeto más frío, este objeto no asume la temperatura del entorno sin dilación. La capacidad térmica y la conductividad térmica caracterizan el comportamiento ralentizado de los cuerpos durante el calentamiento. Con un buen aislamiento y efecto calorífico en toda la superficie, el cuerpo tras un tiempo determinado está completamente calentado de manera homogénea. En definitiva se tarda un buen tiempo, cuando la temperatura del entorno así como la temperatura de calentamiento y la temperatura final proyectada del cuerpo se escogen a la vez, especialmente cuando se trata de un material con un valor de conductividad térmica reducido. La compensación de la temperatura se ralentiza cuanto más reducida sea la diferencia de temperatura entre la temperatura final y la temperatura del entorno. Por ello, el propósito según la invención consiste en transportar una cantidad de calor determinada en menos tiempo del exterior al interior de la mufla mediante una subida de temperatura de duración limitada. La temperatura debe no obstante alcanzar el centro, donde se encuentran las piezas brutas de cerámica no prensadas (pellets). El nuevo procedimiento se basa para ello en la conocida ordenanza para el prensado de cerámica,según la cual el material cerámico sólo llega a través del molde al espacio externo de la mufla en el proceso de prensado al final de la fase de calentamiento. En este proceso es decisivo que el desarrollo de la temperatura y la altura de la temperatura en las zonas externas de la mufla, en donde en un primer momento no hay material cerámico, pueda ser superior y difiera de la temperatura de prensado, mientras el proceso de prensado aún no haya comenzado. El proceso de prensado se introduce sólo tras una fase de enfriamiento y un equilibrio de temperatura realizado en la mufla. Para objetos sólo de cerámica existe la posibilidad de un marcado sobrecalentamiento y por tanto la reducción considerable de la duración del proceso de prensado.
Según la invención está previsto que la mufla de prensado se caliente a una temperatura máxima que... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para calentar en un horno de prensado una mufla de prensado precalentada empleada para cerámica dental, que incluye las siguientes etapas:
a) Calentar la mufla de prensado a una temperatura máxima (Tmax) que se encuentra por encima de la temperatura de prensado (Tpress) a la que se ejecuta un proceso de prensado, b) mantener opcionalmente la mufla de prensado a la temperatura máxima (Tmax) durante un primer tiempo de retención (t1), c) enfriar la mufla de prensado a una temperatura mínima (Tmin), que es al menos igual a la temperatura de prensado (Tpress), y d) mantener la mufla de prensado a la temperatura mínima (Tmin) durante un segundo tiempo de retención (t2).
2. Procedimiento según la reivindicación 1, caracterizado por que la temperatura máxima (Tmax) se determina por la temperatura de prensado (Tpress) añadiendo una diferencia de temperatura dependiente de la masa de la mufla de prensado Tm1, donde para las diversas masas de mufla de prensado es válido para Tm1 de manera aproximada:
Tm1 (100g) = 160 ºC Tm1 (200g) = 180 ºC Tm1 (300g) = 200 ºC
y estos valores pueden interpolarse o extrapolarse para otras masas de muflas de prensado.
3. Procedimiento según la reivindicación 1 o 2, caracterizado por que en caso de limitación de la temperatura máxima (Tmax) a una temperatura límite de horno condicionada por el horno (Tlimit) el primer tiempo de retención (t1) se establece mediante la diferencia entre la temperatura máxima (Tmax) y la temperatura límite del horno (Tlimit) multiplicada por un factor k dependiente de la masa de la mufla de prensado empleada, para el cual es válido de manera aproximada:
k1009 = 0,05 min/ ºC k200g = 0,075 min/ ºC k300g = 0,1 min/ ºC
y estos valores pueden interpolarse o extrapolarse a otras masas de muflas de prensado.
4. Procedimiento según la reivindicación 3, caracterizado por que en caso de limitación de la temperatura máxima (Tmax) por una temperatura límite de objeto Tobjekt condicionada por los objetos empotrados en la mufla de prensado, la temperatura límite de horno Tlimit se determina mediante la temperatura límite de objeto Tobjekt añadiendo una diferencia de temperatura dependiente de la masa de la mufla de prensado Tm2, donde para las diversas masas de muflas de prensado es válido para Tm2 de manera aproximada:
Tm2(100g) = 0 ºC Tm2(200 g) = 50 ºC Tm2(300 g) = 50 ºC
y estos valores pueden interpolarse para otras masas de muflas de prensado.
5. Procedimiento según una de las reivindicaciones anteriores, caracterizado por que la temperatura mínima (Tmin) es inferior a la temperatura de prensado (Tpress) y a continuación de la etapa d) se ejecutan las siguientes etapas:
e) calentar la mufla de prensado a la temperatura de prensado (Tpress) y f) mantener la mufla de prensado a la temperatura de prensado (Tpress) durante un tercer tiempo de retención (t3) antes del proceso de prensado.
6. Procedimiento según la reivindicación 5, caracterizado por que la diferencia entre la temperatura de prensado (Tpress) y la temperatura mínima (Tmin) es de unos 20º a 50º C.
7. Procedimiento según la reivindicación 5 o 6, caracterizado por que el segundo tiempo de retención (t2) es de unos 0,5 a 4 minutos, preferiblemente unos 1 a 3 minutos.
8. Procedimiento según una de las reivindicaciones 5 a 7, caracterizado por que el tercer tiempo de retención (t3) es de unos 1 a 3 minutos, preferiblemente de unos 1 a 2 minutos.
9. Dispositivo de control para un horno para calentar una mufla de prensado empleada para cerámica dental antes del proceso de prensado, que presenta un dispositivo para indicar los respectivos parámetros de temperatura, tiempos de retención y muflas de prensado así como de las velocidades de calentamiento, caracterizado por que
para la realización de un procedimiento según una de las reivindicaciones 1 a 8 se dispone de un dispositivo para la realización automática del procedimiento correspondiente.
10. Dispositivo de control según la reivindicación 9, caracterizado por que presenta un dispositivo para indicar la
5 cantidad de cerámica dental y del factor de la masa de empotramiento e incluye un dispositivo para determinar automáticamente un perfil de temperatura óptimo para la realización del procedimiento correspondiente.
11. Horno para calentar una mufla de prensado empleada para cerámica dental antes del proceso de prensado y
para realizar el proceso de prensado, caracterizado por que presenta un dispositivo de control según una de las 10 reivindicaciones 9 o 10.
Patentes similares o relacionadas:
Chapa traslúcida para una prótesis dental formada mediante un proceso de prensa sobre metal, del 15 de Abril de 2020, de DENTSPLY SIRONA Inc: Un proceso de prensa sobre metal para fabricar una prótesis dental chapada en porcelana que incluye una cofia metálica de soporte, que comprende […]
Método para sinterizar una estructura dental y disposición para sinterizar una estructura dental, del 8 de Enero de 2020, de STEGER, HEINRICH: Método para sinterizar una estructura dental empleando un elemento de fijación de oxígeno afín con oxígeno, en el que la sinterización de la estructura dental […]
Cuerpo de cerámica-silicato poroso, restauración dental y su método de producción, del 11 de Septiembre de 2019, de VITA ZAHNFABRIK H. RAUTER GMBH & CO. KG: Un cuerpo de cerámica-silicato poroso, opcionalmente con diferentes colores, que tiene una primera densidad, que se sinteriza en un cuerpo de cerámica-silicato que […]
Dispositivo de tratamiento dental, del 28 de Agosto de 2019, de IVOCLAR VIVADENT AG: Dispositivo de tratamiento dental, que tiene una fuente de energía, que está dispuesta al menos parcialmente en o sobre un espacio de trabajo para […]
Horno y método de funcionamiento de un horno, del 14 de Agosto de 2019, de Redios-Tec GmbH: Método para el funcionamiento de un horno de cocción para la cocción de material de cocción con una unidad de control para controlar el horno de cocción, presentando la […]
MOLDE PARA LA CONFECCION DE RODETES DE ARTICULACION Y DE PISTAS DE PATTERSON, del 17 de Julio de 2019, de SERVIZO GALEGO DE SAÚDE: 1. Molde para la confección de rodetes y pistas de Patterson, caracterizado porque comprende: una pared lateral exterior y una pared lateral […]
Horno dental y procedimiento para su control, del 25 de Junio de 2019, de VITA ZAHNFABRIK H. RAUTER GMBH & CO. KG: Horno dental con - una cámara de cocción con una abertura de acceso bloqueable y controlable , - una línea de ventilación […]
Procedimiento para producir bloques odontológicos de material compuesto, del 30 de Enero de 2019, de Coltène/Whaledent AG: Procedimiento para producir bloques odontológicos de material compuesto, el cual comprende los siguientes pasos: - puesta a disposición de […]