BANDA PARA PROTEGER LOS ELECTRODOS DE UNA PINZA DE SOLDADURA POR PUNTOS.
Banda (7) para proteger los electrodos (6) de una pinza de soldadura por puntos destinada a soldar chapas (3,
4) de aluminio o de una aleación de aluminio, con un material de soporte (24), estando dispuesta por la cara (15) orientada hacia las chapas (3, 4) por lo menos una capa (16) eléctricamente conductora, caracterizada porque por el lado de la chapa (15) del material de soporte (24) están dispuestas por lo menos dos capas (16, 20), estando formada la capa más exterior (16) de estaño y la capa (20) situada debajo, de níquel-fósforo
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2007/000019.
Solicitante: FRONIUS INTERNATIONAL GMBH.
Nacionalidad solicitante: Austria.
Dirección: VORCHDORFER STRASSE 40 4643 PETTENBACH AUSTRIA.
Inventor/es: LOIPETSBERGER,Mario.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Enero de 2007.
Clasificación Internacional de Patentes:
- B23K11/11B
Clasificación PCT:
- B23K11/11 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › Soldadura por puntos.
- B23K11/25 B23K 11/00 […] › Dispositivos de vigilancia.
- B23K11/30 B23K 11/00 […] › Características relativas a los electrodos (formas o composiciones de los electrodos B23K 35/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención se refiere a una banda para proteger los electrodos de una pinza de soldadura por puntos o de un dispositivo de soldadura por puntos destinado a soldar chapas de aluminio o de una aleación de aluminio, tal como se describe en los preámbulos de las reivindicaciones 1 y 6.
El documento WO 2004/022278 A1 describe un procedimiento para controlar la calidad de las soldaduras por puntos, especialmente para aplicaciones con robot. Por lo menos dos electrodos se comprimen entre sí, intercalando las chapas que se trata de soldar, y se alimentan con energía. La evaluación del punto de soldadura producido de este modo se lleva a cabo mediante un medio de evaluación, en particular mediante un medio óptico de captación de imágenes. Entre los electrodos o las cubiertas de los electrodos y las chapas se intercala una banda que protege los electrodos contra el desgaste. La banda está preparada de tal modo que en la banda se forme una huella de simetría complementaria del punto de soldadura creado en la chapa. Esta huella es captada y evaluada por el medio de evaluación. Por medio de la huella se puede deducir el tamaño, la forma y el emplazamiento del punto de soldadura, y por lo tanto se pueden sacar conclusiones relativas a la calidad de la soldadura. Al soldar chapas de aluminio se utiliza preferentemente una banda de hojalata o una banda con un recubrimiento de estaño, y al soldar chapas zincadas se emplea una banda de cobre o una banda con un recubrimiento de cobre.
El inconveniente de esto es que debido a la capa de estaño situada directamente en el material de la banda, la evaluación declarativa del punto de soldadura de simetría complementaria en la banda solamente es razonable hacerlo varias horas más tarde. Sólo al cabo de este tiempo se ha producido el contraste necesario para realizar la captación óptica por el medio de evaluación.
Por el documento US 5.552.573 A se conoce una banda de protección para los electrodos para un procedimiento de soldadura por resistencia para aluminio o para aleaciones de aluminio, que se compone de un material base que está recubierto por ambas caras con los mismos materiales o materiales diferentes. El material base es de hierro, acero, cobre o una aleación de cobre, y presenta un espesor de 0,02 a 1 mm. Las capas aplicadas pueden consistir en níquel, titanio, niobio, molibdeno, wolframio, cromo, cobalto o aleaciones de éstos, y presentan un espesor dentro de un orden de 1 a 100 µm.
El inconveniente de esto es que debido al reducido espesor de las distintas capas no se obtiene suficiente contraste sobre el material base para poder captar y registrar la huella de simetría complementaria del punto de soldadura. Las capas conocidas sirven únicamente para incrementar notablemente la vida útil o la durabilidad de los electrodos. Con los recubrimientos conocidos, los electrodos también se pueden proteger únicamente al soldar aluminio o aleaciones de aluminio.
Diversas bandas de protección de los electrodos de una pinza de soldadura por puntos destinada a soldar chapas de diferentes materiales se conocen también por el documento WO 2004/004961 A2, el WO 2004/078404 A1 y el JP-5.318.136 A.
El objetivo de la presente invención consiste en crear chapas de las arriba citadas para proteger los electrodos de una pinza de soldadura por puntos, donde la huella del punto de soldadura esté unívocamente delimitada, es decir que se obtenga un alto contraste, a ser posible inmediatamente después de realizada la soldadura por puntos.
El objetivo de la invención se resuelve por medio de una banda según la reivindicación 1, en la que sobre la cara de la chapa del material de soporte están dispuestas por lo menos dos capas, estando formada la capa exterior ... y la capa dispuesta debajo, de níquel-fósforo. Lo ventajoso en este caso es que además de aumentar la vida útil del electrodo mediante el empleo de la banda con las capas correspondientes con la huella de simetría complementaria del punto de soldadura que se forma durante la soldadura por puntos en la banda se distingue considerablemente de la superficie circundante de la banda. Esto quiere decir que las capas forman una corona circular alrededor del punto de soldadura y por lo tanto delimitan el punto de soldadura respecto a la superficie de las chapas que se trata de soldar, es decir forman un mayor contraste. Por este motivo, el medio de evaluación visual, por ejemplo una cámara, puede detectar y medir el punto de soldadura esencialmente de modo inmediato después de realizada la soldadura por puntos. Esto constituye una simplificación notable para el control de calidad de los distintos puntos de soldadura, ya que la captación y evaluación del punto de soldadura tiene lugar esencialmente de modo instantáneo con la soldadura por puntos, y por lo tanto el punto de soldadura documentado por medio del medio de evaluación se puede asignar de modo sencillo al punto de soldadura efectivo. De este modo se garantiza respecto al estado de la técnica una formación de contraste más rápida. La composición arriba citada de la banda de protección de los electrodos es especialmente adecuada para la soldadura de chapas de aluminio o de una aleación de aluminio.
Si la capa de níquel-fósforo presenta un espesor de 0,1 a 0,5 µm, se impide que el material de soporte de la banda se difunda por el lado del electrodo con el material del electrodo, lo que al ir aumentando el número de soldaduras por puntos va creando sobre la superficie de contacto del electrodo una capa que da lugar a un aumento considerable de la resistencia de contacto del electrodo sobre la banda. De este modo, estas dos capas sobre el lado de la chapa no dan lugar a un empeoramiento del paso de corriente con lo cual el proceso de soldadura por puntos no se ve influenciado negativamente, con independencia del número de soldaduras por puntos. La parte de fósforo da lugar también a que sobre el lado de la chapa se produzca un oscurecimiento de la corona circular situada alrededor de la huella de simetría complementaria del punto de soldadura en el material de soporte. Esto tiene lugar esencialmente después de realizada la soldadura por puntos, de modo que hay un fuerte contraste y el medio de evaluación puede captar y evaluar la huella inmediatamente después de realizada la soldadura por puntos.
La capa de estaño presenta preferentemente un espesor de 0,2 a 1,5 µm. Por este motivo se mejora la transmisión por contacto o el paso de corriente a las chapas que se trata de soldar. Esto se logra especialmente porque debido a la presión de los electrodos durante la soldadura por puntos se desgarra la capa de óxido situada en la superficie de las chapas en algunos puntos, en los cuales se deposita a continuación el estaño blando. Esto mejora por lo tanto la transmisión por contacto y favorece además que la soldadura se realice sin salpicaduras. Otra ventaja especial es el resultado del bajo punto de fusión de la capa de estaño. En el proceso de soldadura por puntos esto se manifiesta de tal modo de forma positiva que sólo una escasa cantidad de estaño fundido penetra en la chapa y el exceso de estaño es desplazado fuera del punto de soldadura por la presión de los electrodos. De ahí resulta por una parte que no se alteran las propiedades de las chapas soldadas, ya que el estaño fue desplazado antes de que pudiera penetrar en la chapa. Por otra parte resulta por este motivo que el estaño desplazado forma alrededor del punto de soldadura una corona circular uniforme que cubre la superficie, con lo cual se intensifica adicionalmente el intenso contraste de la huella de simetría complementaria del punto de soldadura formada por la capa de níquel-fósforo. Por lo tanto, el medio de evaluación puede captar y evaluar el punto de soldadura en la banda de forma rápida y exacta.
De acuerdo con otra característica de la invención está dispuesta en el material de soporte por lo menos una capa adherente para las capas situadas encima.
La capa adherente está formada preferentemente por níquel o por una aleación de níquel con un espesor de 0,1 a 0,5 µm. De este modo se facilita la aplicación de las capas esenciales para la formación del contraste o de las capas que intensifican el contraste, ya que la capa adherente sirve de agente adherente para estas capas.
El objetivo de la invención se resuelve igualmente por medio de una banda según la reivindicación 6, donde por lo menos la capa de cobre que está dispuesta sobre el lado de la chapa del material de soporte presenta un espesor del orden de 200 nm. En este caso lo ventajoso es que...
Reivindicaciones:
1. Banda (7) para proteger los electrodos (6) de una pinza de soldadura por puntos destinada a soldar chapas (3, 4) de aluminio o de una aleación de aluminio, con un material de soporte (24), estando dispuesta por la cara (15) orientada hacia las chapas (3, 4) por lo menos una capa (16) eléctricamente conductora, caracterizada porque por el lado de la chapa (15) del material de soporte (24) están dispuestas por lo menos dos capas (16, 20), estando formada la capa más exterior (16) de estaño y la capa (20) situada debajo, de níquel-fósforo.
2. Banda (7) según la reivindicación 1, caracterizada porque la capa de níquel-fósforo
(20) presenta un espesor de 0,1 µm a 0,5 µm.
3. Banda (7) según la reivindicación 1 ó 2, caracterizada porque la capa de estaño (16) presenta un espesor de 0,2 µm a 0,15 µm.
4. Banda (7) según una de las reivindicaciones 1 a 3, caracterizada porque en el material de soporte (24) está dispuesta por lo menos una capa adherente (18, 26, 27) para las capas (16, 20) situadas encima.
5. Banda (7) según la reivindicación 4, caracterizada porque una capa adherente (18, 26, 27) está formada por níquel o por una aleación de níquel y presenta un espesor de 0,1 µm a0,5µm.
6. Banda (7) para proteger los electrodos (6) de una pinza de soldadura por puntos destinada a soldar chapas (3, 4) de una aleación de aluminio, en particular de una aleación AlMgSi, con un material de soporte (24) donde en la cara (15) orientada hacia las chapas (3, 4) está dispuesta por lo menos una capa (16) eléctricamente conductora de cobre, caracterizada porque por lo menos la capa de cobre (21) dispuesta por el lado de la chapa (15) del material de soporte (24) presenta un espesor del orden de 200 nm.
7. Banda (7) según la reivindicación 6, caracterizada porque en el lado (17) del material de soporte (24) orientado hacia el electrodo (6) está dispuesta una capa (21) de cobre con un espesor del orden de 200 nm.
8. Banda (7) según una de las reivindicaciones 1 a 7, caracterizada porque las capas (16, 18, 19, 20, 21, 22, 23, 26, 27) dispuestas por el lado de la chapa (15) del material de soporte (24) son idénticas a las capas (16, 18, 19, 20, 21, 22, 23, 26, 27) dispuestas por el lado del electrodo (17) del material de soporte (24).
9. Banda (7) según una de las reivindicaciones 1 a 8, caracterizada porque el material de soporte (24) está formado por acero dulce y presenta un espesor de 0,1 mm a 0,2 mm.
10. Banda (7) según una de las reivindicaciones 1 a 7, caracterizada porque la banda (7)
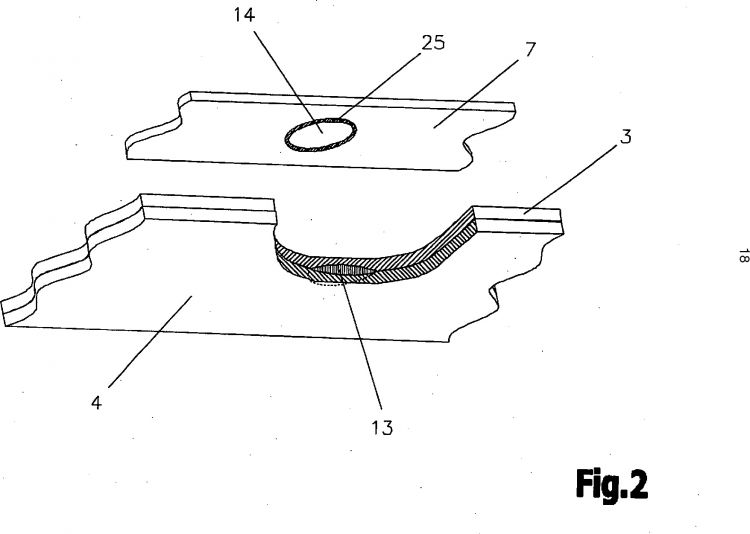
10 va conducida alrededor del electrodo (6) de la pinza de soldadura por puntos, donde al efectuar una soldadura por puntos entre dos o más chapas (3, 4) se forma en la banda
(7) una huella de simetría complementaria (14) de un punto de soldadura (13) formado por la soldadura por puntos, que es captado y evaluado por un medio de evaluación, y porque la banda (7) cambia de posición después de efectuada una soldadura por puntos.
11. Banda (7) según una de las reivindicaciones 1 a 7, caracterizada porque se efectúa mediante un medio de evaluación una captación esencialmente inmediata y de alta resolución del punto de soldadura (13) en la banda (7).
Patentes similares o relacionadas:
PROCEDIMIENTO Y DISPOSITIVO DE SOLDADURA ELÉCTRICA POR PUNTOS, del 24 de Febrero de 2011, de KUKA SYSTEMS GMBH: Procedimiento de soldadura eléctrica por puntos de piezas de trabajo por medio de pinzas de soldadura con electrodos , en donde se aplican varios puntos […]
Dispositivo de soldadura por resistencia, del 29 de Abril de 2020, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de soldadura por resistencia que comprende dos electrodos de soldadura dispuestos de manera opuesta, conectados a una fuente de corriente de soldadura […]
Dispositivo de fuente de alimentación, sistema de unión y método de procesamiento por conducción, del 26 de Febrero de 2020, de NIPPON STEEL CORPORATION: Un dispositivo de fuente de alimentación que suministra una corriente de salida a un dispositivo de procesamiento eléctrico que realiza procesamiento eléctrico […]
Método para soldar una parte solapada, método para fabricar un miembro de soldadura a solape, miembro de soldadura a solape y componente para automóvil, del 13 de Noviembre de 2019, de NIPPON STEEL CORPORATION: Un método para soldar una parte solapada, en el que una pluralidad de miembros de chapa de acero se unen en la parte solapada, y al menos uno de la […]
Dispositivo y procedimiento de sujeción de una parte de una pistola de soldadura, del 13 de Noviembre de 2019, de COMAU, INC: Dispositivo de manipulación y conexión de componentes de combinación conectable a un robot de múltiples ejes para ser utilizado en el […]
Método de soldadura por puntos por resistencia, del 23 de Octubre de 2019, de NIPPON STEEL CORPORATION: Un método de soldadura por puntos por resistencia para soldar una pluralidad de láminas de acero que incluye una lámina de acero de alta […]
Robot articulado que lleva un cabezal de soldadura por resistencia eléctrica con electrodos ubicados en el mismo lado, procedimiento correspondiente de soldadura por resistencia eléctrica en un componente a soldar, del 7 de Agosto de 2019, de COMAU S.P.A.: Un robot articulado (R) que lleva un cabezal de soldadura por resistencia eléctrica (T) con electrodos ubicados en el mismo lado, el robot articulado (R) tiene una muñeca […]
Aparato para el remachado, del 7 de Agosto de 2019, de COMAU S.P.A.: Aparato para aplicar remaches en una parte (π) de una superficie plana de una pieza (P), en el que dicha parte (π) de la superficie plana define un eje operativo […]