UNION DE SOLDADURA POR FRICCION ENTRE UNA PIEZA DE CHAPA Y UN CUERPO ROTATIVO.
Pieza de chapa y cuerpo de rotación insertado en la misma, donde las piezas están unidas mediante una unión de soldadura por fricción,
estando la pieza de chapa (3) provista de una pared anular circular (43) sobresaliente como superficie de contacto, sobre la cual el cuerpo rotativo (1), provisto de un cono ensanchador (42), puede apretarse con una superficie de contrapresión y donde al menos una de las superficies de contacto tiene forma cónica y donde la inserción del cuerpo rotativo (1) ejerce una presión creciente sobre la pared anular (43) y por la rotación del cuerpo rotativo (1) se forma una unión de soldadura por fricción (44) entre el cuerpo rotativo y la pared anular y donde la pared anular (43) está formada por una valona (45) y la valona (45) sobresale de la pieza de chapa (3) en la dirección de inserción del cuerpo rotativo (1), en los cuales el cuerpo rotativo (1), para la formación de la valona (45), está provisto de una punta de perforación (41) a la que está unido el cono ensanchador (42) y la valona formada de esta manera (45) forma la unión de soldadura por fricción (44) con la superficie de fricción del cuerpo rotativo (1) adyacente a la valona
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/013108.
Solicitante: EJOT GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: UNTERE BIENHECKE 57334 BAD LAASPHE ALEMANIA.
Inventor/es: CHRIST,EBERHARD.
Fecha de Publicación: .
Fecha Solicitud PCT: 7 de Diciembre de 2005.
Fecha Concesión Europea: 11 de Agosto de 2010.
Clasificación Internacional de Patentes:
- B21J5/06B2
- B23K20/12M
- B23K33/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Extremidades de piezas especialmente perfiladas para efectuar ensamblajes por soldadura sin fusión o por soldadura; Rellenado de las juntas continuas así formadas.
- F16B37/06A
Clasificación PCT:
- B21C37/29 B […] › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular. › Fabricación de órganos de derivación, p. ej. piezas en forma de T.
- B23K20/12 B23K […] › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › siendo producido el calor por fricción; Soldadura por fricción.
- B23K33/00 B23K […] › Extremidades de piezas especialmente perfiladas para efectuar ensamblajes por soldadura sin fusión o por soldadura; Rellenado de las juntas continuas así formadas.
- F16B37/06 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › F16B 37/00 Tuercas o piezas similares con entradas de rosca (clavijas para paredes F16B 13/00). › por soldadura o remachado.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Descripción:
Unión de soldadura por fricción entre una pieza de chapa y un cuerpo rotativo.
La invención se refiere a una pieza de chapa y un cuerpo de rotación insertado en la misma donde la piezas están soldadas mediante una unión de soldadura por fricción, estando la pieza de chapa provista de una pared anular redonda sobresaliente como superficie de presión, sobre la cual el cuerpo rotativo, provisto de un cono ensanchador, puede apretarse con una superficie de contrapresión y donde al menos una de las superficies de presión tiene forma cónica y donde la inserción del cuerpo rotativo ejerce una presión creciente sobre la pared anular y por la rotación del cuerpo rotativo se forma una unión de soldadura por fricción entre el cuerpo rotativo y la pared anular y donde la pared anular está formada por una valona y la valona sobresale de la pieza de chapa en la dirección de inserción del cuerpo rotativo. Una unión semejante, pero con dos piezas de chapa, es conocida de la US 2003/012619 A1.
Una unión de soldadura por fricción de este tipo se muestra en la página 67 del libro "Reibschweißen von Metallen"(Soldadura por fricción de metales) de Neumann Schober, publicado en el año 1991 por la editorial Verlag Technik Berlin. En este caso se trata de una unión de soldadura por fricción entre una pieza de chapa perforada y un perno torneado, donde la perforación en la pieza de chapa puede tener forma cónica o cilíndrica y el perno dispone de una terminación que penetra en la perforación de la pieza de chapa y que también tiene forma cónica. Tanto la terminación correspondiente del perno como la perforación en la pieza de chapa pueden tener forma cónica, siendo el ángulo del cono de ambas piezas el mismo. Se señala como desventaja de este diseño que la superficie de unión, que corresponde al espesor de la pieza de chapa, es relativamente pequeña.
Además, las patentes DE 199 27 369 A1 y US-PS 4, 850,772 muestran uniones de soldadura por fricción entre una pieza de chapa lisa sin perforación y un perno, donde la unión de soldadura por fricción incluye la cara frontal del perno que en caso dado puede tener una extensión radial frente al diámetro del perno.
Además, de la DE 10012 782 A1 es conocido una unión de soldadura por fricción de dos piezas de plástico donde una de las piezas de plástico forma una especie de perno que se presiona contra un componente provisto de una pared anular relativamente gruesa para recibir el elemento de fijación semejante a un perno. El elemento de fijación en forma de perno encaja en el espacio delimitado por la pared anular. El borde interior de la pared anular está biselado y se halla enfrente de un bisel correspondiente en el perno, de manera que en esta zona puede establecerse una unión de soldadura por fricción.
El objetivo de la invención consiste en la tarea de facilitar mediante el proceso de unión de soldadura por fricción también la formación de una valona circular, de manera que la formación de la valona no requiera ningún trabajo de fabricación especial previo.
Según la invención, se consigue esto porque para la formación de la valona, el cuerpo rotativo está provisto de una punta de perforación con un cono ensanchador adyacente y la valona formada de esta manera forma la unión de soldadura por fricción con la superficie de fricción del cuerpo rotativo adyacente a la valona.
Por consiguiente, esta unión de soldadura por fricción se consigue de forma que primero el cuerpo rotativo, mediante el apretamiento contra la pieza de chapa, forma una valona que entonces se halla enfrente del cuerpo rotativo como superficie de soldadura por fricción y que luego va unido a él mediante soldadura por fricción. Convenientemente se puede proveer el cuerpo rotativo de una cara frontal plana que en lo esencial discurre radialmente hacia fuera que en caso dado puede integrarse a la unión de soldadura por fricción para su mejora.
En las figuras se muestra un ejemplo de realización de la invención. Las figuras muestran:
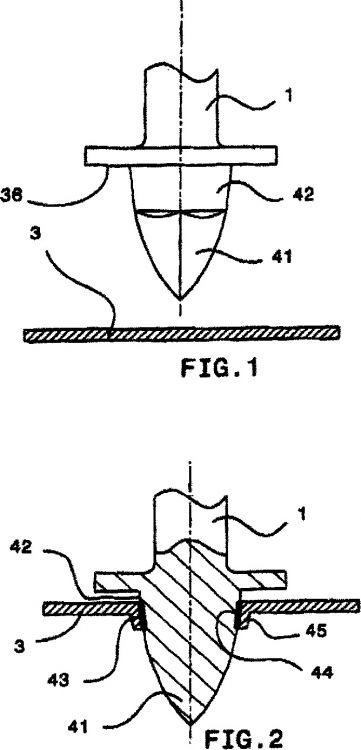
Las figuras 1 y 2 muestran la utilización de una punta de perforación con un cono de ensanchamiento adyacente para la formación de una valona en dirección de inserción del cuerpo rotativo.
En las figuras 1 y 2 se ilustra la formación de una valona con la consiguiente unión de soldadura por fricción 44. Se trata aquí de un cuerpo rotativo 1 provisto de una punta de perforación 41 y que además posee un cono de ensanchamiento 42. Con la punta de perforación 41 primero se taladra una perforación en la pieza de chapa 3 que a continuación se ensancha mediante el cono de ensanchamiento hasta tener el diámetro deseado (véase figura 2). Automáticamente, la pared anular 43 forma la valona 45 de la pieza de chapa 3, con lo cual de cierta manera se cumplen dos objetivos al mismo tiempo, es decir por una parte la formación de la perforación necesaria en la pieza de chapa 3 y a la vez la formación de la valona 45 como pared anular 43, en cuya cara interior se produce la unión de soldadura por fricción, representada por el ennegrecimiento 44.
Reivindicaciones:
1. Pieza de chapa y cuerpo de rotación insertado en la misma, donde las piezas están unidas mediante una unión de soldadura por fricción, estando la pieza de chapa (3) provista de una pared anular circular (43) sobresaliente como superficie de contacto, sobre la cual el cuerpo rotativo (1), provisto de un cono ensanchador (42), puede apretarse con una superficie de contrapresión y donde al menos una de las superficies de contacto tiene forma cónica y donde la inserción del cuerpo rotativo (1) ejerce una presión creciente sobre la pared anular (43) y por la rotación del cuerpo rotativo (1) se forma una unión de soldadura por fricción (44) entre el cuerpo rotativo y la pared anular y donde la pared anular (43) está formada por una valona (45) y la valona (45) sobresale de la pieza de chapa (3) en la dirección de inserción del cuerpo rotativo (1), en los cuales el cuerpo rotativo (1), para la formación de la valona (45), está provisto de una punta de perforación (41) a la que está unido el cono ensanchador (42) y la valona formada de esta manera (45) forma la unión de soldadura por fricción (44) con la superficie de fricción del cuerpo rotativo (1) adyacente a la valona.
2. Unión de soldadura por fricción según la reivindicación 1 en la cual el cono del cuerpo rotativo pasa radialmente y hacía fuera a una cara frontal esencialmente plana (36).
Patentes similares o relacionadas:
Jaula metálica para tanques y dispositivo que comprende tal jaula metálica, del 24 de Junio de 2020, de Maschio N.S. S.R.L: Jaula metálica para un tanque , que comprende una base , una pluralidad de elementos tubulares horizontales anulares (4, 4') y una pluralidad […]
Procedimiento para producir un anillo soldado, del 8 de Abril de 2020, de Oetiker Schweiz AG: Procedimiento para producir un anillo soldado, en el que una banda con una longitud correspondiente a la circunferencia del anillo es doblada para formar un anillo y soldada en […]
Procedimiento de fabricación de una montura metálica para gafas y montura fabricada por ese procedimiento, del 18 de Marzo de 2020, de SAFILO SOCIETA' AZIONARIA FABBRICA ITALIANA LAVORAZIONE OCCHIALI S.P.A.: Un procedimiento de fabricación de una montura metálica para gafas del tipo que comprende una montura frontal con un par de oculares portadores de lentes de alambre […]
Compuesto de chapa metálica, método para unir chapas y dispositivo de unión, del 4 de Marzo de 2020, de FFT Produktionssysteme GmbH & Co. KG: Un compuesto de chapa metalica, que es un constituyente de una parte de union movil o inamovible, especificamente una puerta, techo solar, puerta trasera, tapa […]
Método de fabricación de un intercambiador de calor, y un intercambiador de calor, del 4 de Diciembre de 2019, de Nissens Cooling Solutions A/S: Método para fabricar un intercambiador de calor que comprende varias placas metálicas delgadas , en donde: se prensan las placas […]
Componente de la carrocería del vehículo, del 9 de Mayo de 2019, de AISIN TAKAOKA CO., LTD.: Un componente de la carrocería del vehículo que comprende un primer componente y un segundo componente que están formados a partir de un material de placa, y […]
Procedimiento de ensamblaje por soldadura de una chapa de aluminio que tiene una abertura con una chapa de acero, del 6 de Junio de 2018, de PSA Automobiles SA: Procedimiento de ensamblaje de chapas de materiales diferentes, que comprende al menos una etapa de superposición de las chapas y una etapa de soldadura, presentando […]
 Dispositivo de conmutación térmica, disposición de calefacción, así como procedimiento para el montaje de un dispositivo de conmutación térmica en un dispositivo de calefacción, del 28 de Febrero de 2018, de INTER CONTROL HERMANN KOHLER ELEKTRIK GMBH & CO KG: Dispositivo de conmutación térmica, en particular regulador de temperatura, limitador de temperatura, controlador de temperatura o protector contra sobretemperatura, […]
Dispositivo de conmutación térmica, disposición de calefacción, así como procedimiento para el montaje de un dispositivo de conmutación térmica en un dispositivo de calefacción, del 28 de Febrero de 2018, de INTER CONTROL HERMANN KOHLER ELEKTRIK GMBH & CO KG: Dispositivo de conmutación térmica, en particular regulador de temperatura, limitador de temperatura, controlador de temperatura o protector contra sobretemperatura, […]