RECTIFICADORA DE PROBETAS CILINDRICAS, EN PARTICULAR DE HORMIGON.
La invención se refiere a una rectificadora de probetas cilíndrícas,
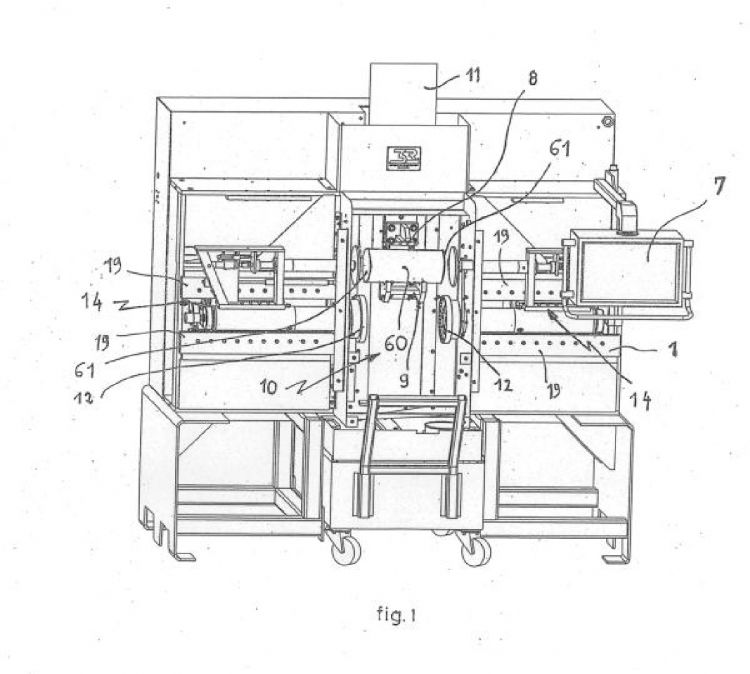
en particular de hormigón, que comprende un bastidor (1), un sistema de mandíbulas (8, 9) de asido de una probeta, un carro portamandíbulas montado deslizante en traslación con respecto al bastidor, dos muelas (12) de fresado/rectificado arrastradas en rotación continua. Cada muela (12) de fresado/rectificado está montada con respecto al bastidor por medio de un carro portamuela (14) guiado en traslación con respecto al bastidor paralelamente al eje de rotación de dicha muela (12), estando esta última guiada en rotación sobre este carro portamuela (14). La posición axial de la muela (12) de fresado/rectificado es regulada por unos medios de regulación y de mantenimiento de la posición axial del carro portamuela (14) con respecto al bastidor (1)
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200600957.
Solicitante: RECHERCHES ET REALISATIONS REMY.
Nacionalidad solicitante: Francia.
Dirección: ZI NORD, RUE JACQUARD,MONTAUBAN 82000.
Inventor/es: SAGNES,CHRISTOPHE.
Fecha de Solicitud: 12 de Abril de 2006.
Fecha de Publicación: .
Fecha de Concesión: 28 de Junio de 2010.
Clasificación Internacional de Patentes:
- B24B41/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 41/00 Elementos constitutivos de maquinas o dispositivos abrasivos tales como bastidores, bancos, cabezales, carros. › Bastidores; Bancos; Carros.
- B24B7/17 B24B […] › B24B 7/00 Máquinas o dispositivos para trabajar con muela superficies planas de trabajo que incluyen el pulido de superficies planas de vidrio; Accesorios a este efecto (B24B 21/00 tiene prioridad; acabado de superficies de trabajo planas B24B 33/055). › para el trabajo con muela simultáneo de las caras extremas de piezas opuestas y paralelas, p. ej. con discos dobles.
- B24B7/22 B24B 7/00 […] › para trabajar con muela materiales minerales, p. ej. piedra, cerámica o porcelana.
Clasificación PCT:
- B24B41/02 B24B 41/00 […] › Bastidores; Bancos; Carros.
- B24B7/17 B24B 7/00 […] › para el trabajo con muela simultáneo de las caras extremas de piezas opuestas y paralelas, p. ej. con discos dobles.
- B24B7/22 B24B 7/00 […] › para trabajar con muela materiales minerales, p. ej. piedra, cerámica o porcelana.
Fragmento de la descripción:
Rectificadora de probetas cilíndricas, en particular de hormigón.
La presente invención se refiere a una rectificadora de probetas cilíndricas, en particular de hormigón.
Cuando se realizan obras en el campo de la construcción o de las obras de arte, es obligatorio verificar la calidad del hormigón utilizado y, a este fin, se toman muestras en unos moldes de cartón barnizado o de hierro, y luego después de endurecimiento del hormigón y desmoldeo, se someten las probetas obtenidas, en forma de cilindros rectos, en general de revolución, a una compresión hasta rotura, por medio de prensas de platos calibrados y rectificados, de manera que determinen el umbral de rotura del hormigón utilizado.
Uno de los parámetros que condicionan la fiabilidad de los resultados obtenidos consiste en realizar unas probetas cuyas bases permitan obtener una intercara de contacto con los platos de la prensa lo más regular posible, que sean paralelas entre sí, y ortogonales al eje del cilindro. Siendo estos parámetros primordiales, se han establecido unas normas que definen en particular las tolerancias admitidas.
Una solución empleada en vista a satisfacer estas normas, consiste en utilizar unas escuadras de refrentado que comprenden un plato dotado de una cavidad cilíndrica de fondo plano que se llena de flor de azufre calentada de forma que sea líquida, y adecuada para formar una capa de refrentado sobre la base de la probeta, después de enfriado y endurecimiento. Esta operación es desde luego realizada para cada una de las bases de la probeta.
Aunque satisfactoria desde el punto de vista del respeto de las normas, esta solución presenta sin embargo varios inconvenientes.
En efecto, y en primer lugar, la flor de azufre calentada desprende olores muy nauseabundos, y conviene por tanto prever unos medios de aspiración adecuados para no indisponer al personal. Además, la flor de azufre es un producto muy corrosivo y es por tanto imperativo utilizar unos materiales, a menudo costosos, resistentes a esta corrosión, y rodearse de medidas de precaución que prevén evitar cualquier riesgo de accidente. Finalmente, esta solución conviene únicamente para unos tests de rotura de hormigones clásicos cuyo umbral de rotura no excede de 50 Mpa. En efecto, pasado este umbral, la capa de flor de azufre es triturada y no desempeña por tanto ninguna función efectiva de refrentado.
Otra solución que ha sido utilizada consiste en moldear unas probetas prismáticas (cilindros rectos de bases cuadradas) en unos moldes prismáticos -en particular cúbicos-, definiendo las caras verticales del molde las bases de la probeta cilíndrica sometidas ulteriormente al ensayo de compresión. Esta solución es utilizada con el fin de evitar una operación de rectificado de las bases de la probeta. Sin embargo, la misma presenta en la práctica varios inconvenientes importante, a saber: el hecho de necesitar unos moldes específicos costosos, pesados y difíciles de limpiar (contrariamente a unas probetas cilíndricas de revolución que pueden ser fácilmente moldeadas en la obra en unos moldes desechables de cartón); el hecho de que las probetas sean sometidas a un ensayo de compresión sobre unas caras que han sido moldeadas en posición vertical, lo que no corresponde estrictamente a la realidad y puede inducir a errores en los resultados de los ensayos de compresión; el hecho de que las probetas no presenten la esbeltez generalmente requerida y presenten necesariamente unas bases no simétricas de revolución, que inducen también a imprecisiones sobre los resultados de los ensayos de compresión. Resulta de ello en la práctica que los usuarios toman un margen de error importante con respecto a los resultados de los ensayos de compresión realizados con dichas probetas prismáticas. Este margen de error se traduce en la práctica por la utilización de una cantidad más importante de hormigón en la obra. Esta solución no es por tanto satisfactoria en la práctica.
Otra solución corrientemente utilizada actualmente consiste en utilizar un lapidario equipado con una muela superior arrastrada en rotación y apta para pulir sucesivamente las dos bases de las probetas cilíndricas de revolución. Sin embargo, teniendo en cuentas los defectos geométricos que presenta corrientemente la pared periférica de las probetas, es difícil realizar unas bases pulidas cuya ortogonalidad con respecto a esta pared periférica satisfaga las condiciones definidas por las normas. En consecuencia, los tests de rotura efectuados en estas condiciones no respetan los parámetros requeridos por las normas.
El documento FR 2824769 a propuesto una rectificadora que permite evitar estos problemas, es decir rectificar las dos bases de una probeta y obtener una probeta de test que satisfaga a las tolerancias impuestas por las normas. Esta rectificadora comprende:
- un sistema de mandíbulas dotadas de caras de asido dispuestas de manera que aprieten una porción media de una probeta en una posición en la que el eje de revolución de esta última se extiende horizontalmente, estando por lo menos una de dichas mandíbulas articulada alrededor de un eje horizontal situado retirado de su cara de asido,
- unos medios de accionamiento del sistema de mandíbulas aptos para posicionar dichas mandíbulas o bien en una posición, llamada abierta, de introducción de una probeta entre sus caras de asido, o bien una posición, llamada cerrada, de aprisionado de dicha probeta entre dichas caras de asido,
- un carro portamandíbulas montado deslizante a lo largo de por lo menos dos columnas verticales, sobre el cual están montados los medios de accionamiento del sistema de mandíbulas, y dichas mandíbulas dispuestas de manera que sus caras de asido se extiendan frontalmente de resalte con respecto a dicho carro,
- unos medios de desplazamiento vertical del carro a lo largo de las columnas,
- dos muelas de fresado/rectificado montadas cada una sobre el extremo del árbol motor de un motor de arrastre en rotación de esta muela de fresado/rectificado, estando dichos motores solidarizados sobre un bastidor y dispuestos de manera que, por una parte, el eje longitudinal de los árboles motores sean coaxiales y coplanarios con el eje de una probeta apretada entre las caras de asido de las mandíbulas y, por otra parte, que las muelas de fresado/rectificado estén posicionadas enfrentadas y sean aptas para rectificar, cada una, una de las bases de una probeta cuando tienen lugar desplazamientos del carro portamuela,
- y un sistema de vernier que permita la regulación de la longitud de cada árbol motor (formado por dos árboles telescópicos), y por tanto la posición longitudinal de cada muela, para permitir ajustar la distancia entre dichas muelas.
Esta rectificadora es en general satisfactoria, pero presenta aún algunos inconvenientes, a saber esencialmente el hecho de que su utilización necesita diferentes manipulaciones (en particular para la carga y la descarga de la probeta, la determinación de las diferentes pasadas a efectuar, la regulación de la posición de las muelas que corresponden a estas pasadas) relativamente largas, y que la misma solo presenta prestaciones óptimas para algunas dimensiones relativamente restringidas de probetas, en particular en longitud, teniendo en cuenta la carrera limitada de desplazamiento axial de las muelas. A este título, debe observarse que la precisión de rectificado de las muelas decrece en gran manera a medida que la longitud del árbol motor, y por tanto el voladizo correspondiente, aumenta.
Ahora bien, se hace sentir la necesidad de poder efectuar estas operaciones de rectificado de las probetas en los laboratorios encargados de efectuar los ensayos de compresión, a cadencia elevada, y sobre grandes series de probetas salidas de numerosas obras. Entonces, sería necesario poder disponer de una rectificadora que pueda funcionar a cadencia más elevada, y susceptible de recibir una probetas de longitud cualquiera, con una misma precisión de rectificado.
La invención prevé por tanto evitar estos inconvenientes y tiene como objetivo esencial proporcionar una rectificadora que no solamente permite rectificar las dos bases de una probeta y obtener una probeta de test que satisfaga las tolerancias impuestas por las normas, sino también cuya utilización es más simple, más rápida y más económica que la de las rectificadoras anteriores, y que puede ser en gran parte automatizada.
Otro objetivo de la invención es proporcionar una rectificadora polivalente, susceptible de tratar unas probetas cuya longitud...
Reivindicaciones:
1. Rectificadora de probetas cilíndricas, en particular de hormigón, que comprende:
- un bastidor (1) rígido,
- un sistema de mandíbulas (8, 9) de asido de una probeta en una porción media, que comprende por lo menos una mandíbula (8) móvil de manera que permita la carga o la descarga de una probeta, y unos medios de accionamiento de este sistema de mandíbulas entre una posición abierta de carga/descarga y una posición cerrada aprisionado y de sostenimiento rígido de una probeta,
- un carro portamandíbulas (2) montado deslizante en traslación según una dirección de traslación (18) con respecto al bastidor (1), soportando este carro (2) portamandíbulas dicho sistema de mandíbulas, extendiéndose el eje de una probeta aprisionada en el sistema de mandíbulas ortogonalmente a la dirección de traslación (18) del carro (2) portamandíbulas,
- unos medios de desplazamiento del carro (2) portamandíbulas según su dirección de traslación con respecto al bastidor,
- dos muelas (12) de fresado/rectificado montadas cada una con respecto al bastidor (1) de manera que pueda:
- unos medios (34) motores de arrastre en rotación continua de cada muela (12) de fresado/rectificado,
- y unos medios de regulación de la posición axial de cada muela (12) con respecto a su eje (26 de rotación, aptos para permitir ajustar la distancia entre dichas muelas (12),
caracterizada porque cada muela (12) de fresado/rectificado está montada con respecto al bastidor (1) por medio de un carro portamuela (14) guiado en traslación con respecto al bastidor (1) según una dirección de traslación paralela al eje (26) de rotación de dicha muela de fresado/rectificado, estando esta última soportada por el carro portamuela (14), y guiada en rotación sobre este carro portamuela (14), comprendiendo dichos medios de regulación de la posición axial de la muela (12) de fresado/rectificado unos medios (21, 22, 23) de regulación y de mantenimiento de la posición axial del carro portamuela (14), según su dirección de traslación, con respecto al bastidor (1).
2. Rectificadora según la reivindicación 1, caracterizada porque cada muela (12) de fresado/rectificado está montada con respecto al carro portamuela (14) por medio de un mecanismo de montaje adaptado para formar una unión de pivote que guía en rotación y mantiene fija en traslación la muela (12) de fresado/rectificado con respecto al carro portamuela (14).
3. Rectificadora según una de las reivindicaciones 1 o 2, caracterizado porque cada carro portamuela (14) soporta un motor (34) eléctrico de arrastre en rotación continua de la muela (12) de fresado/rectificado correspondiente.
4. Rectificadora según una de las reivindicaciones 1 a 3, caracterizada porque comprende, para cada carro portamuela (14), un motor eléctrico (22) de regulación de la posición axial de este carro portamuela (14) con respecto al bastidor (1).
5. Rectificadora según la reivindicación 4, caracterizada porque dichos medios (21, 22, 23) de regulación y de mantenimiento de la posición axial del carro portamuela (14) con respecto al bastidor comprenden un tornillo sin fin (21) arrastrado en rotación por el motor eléctrico (22) correspondiente.
6. Rectificadora según una de las reivindicaciones 1 a 5, caracterizada porque comprende, para cada muela (12) de fresado/rectificado, una placa palpadora (39) montada en el extremo de un árbol (45) paralelo al eje (26) de la muela (12) de fresado/rectificado, unos medios de guiado y de desplazamiento en traslación de este árbol (45) según su eje paralelo al eje (26) de rotación de la muela de fresado/rectificado, y unos medios (23, 44) de detección de la posición axial de la muela (12) de fresado/rectificado con respecto a la placa palpadora (39) correspondiente.
7. Rectificadora según la reivindicación 6, caracterizada porque dichos medios (23, 44) de detección de la posición axial de cada muela (12) de fresado/rectificado con respecto a la placa palpadora (39) correspondiente están adaptados para suministrar unos datos numéricos representativos de esta detección, y porque comprende un autómata (7) de mando numérico automático de dichos medios de regulación de la posición axial de cada muela (12) de fresado/rectificado, estando este autómata (7) adaptado para determinar la posición axial que debe ser dada a cada muela (12) de fresado/rectificado para cada pasada de fresado/rectificado en función de los datos numéricos suministrados por los medios (23, 44) de detección de la posición axial de cada muela (12) de fresado/rectificado, y de datos numéricos previamente registrados representativos de un programa de fresado/rectificado.
8. Rectificadora según una de las reivindicaciones 6 o 7, caracterizada porque el árbol (45) de cada placa palpadora (39) está soportado por el carro portamuela (14) de la muela (12) de fresado/rectificado correspondiente.
9. Rectificadora según la reivindicación 8, caracterizada porque el árbol (40) de cada placa palpadora (39) y el eje (26) de rotación de la muela (12) de fresado/rectificado correspondiente, son coplanarios y definen un plano paralelo a la dirección de traslación el carro portamandíbulas (2) con respecto al bastidor (1).
10. Rectificadora según una de las reivindicaciones 6 a 9, caracterizada porque el árbol (45) de cada placa palpadora (39) está dispuesto con respecto al bastidor (1) de tal manera que la placa palpadora (39) esté situada corriente arriba de la muela (12) de fresado/rectificado correspondiente con respecto al sentido del primer desplazamiento del carro portamandíbulas (2) hacia las muelas (12) de fresado/rectificado desde su posición inicial de carga de una nueva probeta a rectificar, de manera que cada placa palpadora (39) puede ser aplicada en contacto con una base enfrentada de la probeta antes de su primera pasada entre las muelas (12) de fresado/rectificado.
11. Rectificadora según una de las reivindicaciones 6 a 10, caracterizada porque el árbol (45) de cada placa palpadora (39) está asociado y mandado en traslación por el vástago (38) móvil de un gato cuyo cuerpo (37) está montado fijo con respecto al carro portamuela (14), siendo la posición axial de dicho árbol (45) y/o de este vástago (38) con respecto al cuerpo (37) detectada por un captador (44) de posición axial soportado por el carro portamuela (14).
Patentes similares o relacionadas:
Rectificadora para la rectificación plana de elementos constructivos de material cerámico o similar, en particular de ladrillos, del 11 de Marzo de 2015, de Hans Lingl Anlagenbau und Verfahrenstechnik GmbH & Co. KG: Rectificadora para la rectificación plana de elementos constructivos , con - un armazón de máquina de soporte que tiene una parte […]
 Procedimiento y rectificadora para el rectificado de piezas de trabajo con forma de barra, del 21 de Junio de 2013, de ERWIN JUNKER MASCHINENFABRIK GMBH: Procedimiento para el rectificado de piezas de trabajo con forma de barra que presentan un corte transversalno redondo, formado por líneas […]
Procedimiento y rectificadora para el rectificado de piezas de trabajo con forma de barra, del 21 de Junio de 2013, de ERWIN JUNKER MASCHINENFABRIK GMBH: Procedimiento para el rectificado de piezas de trabajo con forma de barra que presentan un corte transversalno redondo, formado por líneas […]
 SOPORTE DE PIEZAS PARA UNA RECTIFICADORA DE SUPERFICIES PLANAS, del 29 de Abril de 2011, de Supfina Grieshaber GmbH & Co. KG: Soporte de piezas para una en rectificadora de superficies planas, con un eje central de soporte de piezas alrededor del cual se puede accionar […]
SOPORTE DE PIEZAS PARA UNA RECTIFICADORA DE SUPERFICIES PLANAS, del 29 de Abril de 2011, de Supfina Grieshaber GmbH & Co. KG: Soporte de piezas para una en rectificadora de superficies planas, con un eje central de soporte de piezas alrededor del cual se puede accionar […]
 PROCEDIMIENTO PARA EL RECTIFICADO DE PIEZAS CON FORMA DE BARRA, MAQUINA RECTIFICADORA PARA LLEVAR A CABO EL PROCEDIMIENTO Y CELDA DE RECTIFICADO EN DISPOSICION GEMELA, del 19 de Febrero de 2010, de ERWIN JUNKER GRINDING TECHNOLOGY A.S: Procedimiento para el rectificado de piezas con forma de barra que poseen una sección transversal no redonda formada por líneas rectas y/o curvas y lados […]
PROCEDIMIENTO PARA EL RECTIFICADO DE PIEZAS CON FORMA DE BARRA, MAQUINA RECTIFICADORA PARA LLEVAR A CABO EL PROCEDIMIENTO Y CELDA DE RECTIFICADO EN DISPOSICION GEMELA, del 19 de Febrero de 2010, de ERWIN JUNKER GRINDING TECHNOLOGY A.S: Procedimiento para el rectificado de piezas con forma de barra que poseen una sección transversal no redonda formada por líneas rectas y/o curvas y lados […]
DISPOSITIVO PARA TRANSPORTAR AL MENOS UNA PIEZA DE TRABAJO A TRAVES DE UNA MAQUINA RECTIFICADORA PLANA DOBLE., del 16 de Diciembre de 2004, de DISKUS WERKE SCHLEIFTECHNIK GMBH: SE DESCRIBE UN PROCEDIMIENTO PARA TRANSPORTAR POR LO MENOS UNA PIEZA A TRAVES DE UNA MAQUINA RECTIFICADORA PLANA DE DOBLE CARA QUE LLEVA COMO MINIMO DOS MUELAS, QUE LLEVA […]
 METODO Y APARATO PARA REALIZAR UNA TAPA CON UNA VENTANA OPTICAMENTE TRANSMISIVA, del 16 de Junio de 2008, de RAYTHEON COMPANY: Método que comprende las etapas de: formar una pluralidad de ventanas que son, cada una, transmisivas a la radiación que tiene una longitud de onda predeterminada; fabricar una […]
METODO Y APARATO PARA REALIZAR UNA TAPA CON UNA VENTANA OPTICAMENTE TRANSMISIVA, del 16 de Junio de 2008, de RAYTHEON COMPANY: Método que comprende las etapas de: formar una pluralidad de ventanas que son, cada una, transmisivas a la radiación que tiene una longitud de onda predeterminada; fabricar una […]
METODO PARA MECANIZAR UN DISCO DE FRENO., del 16 de Marzo de 2007, de INK ON THE SKY DI PAOLA SORGINI: Un método para mecanizar las superficies de frenado de un disco de freno para vehículos, que comprende las etapas de cargar o instalar el disco […]
Máquina pulidora con sistema de enfriamiento y succión para cabezales para pulir artículos fabricados de cerámica o piedras naturales, del 12 de Febrero de 2020, de ANCORA S.P.A: Máquina pulidora que comprende un sistema de enfriamiento y succión para cabezales de pulido para pulir , por ejemplo mediante alisado, lapeado […]