RECIPIENTE DE INFUSION CON MULTIPLES CAMARAS Y SU PROCEDIMIENTO DE PRODUCCION.
Recipiente de infusión (10) con múltiples cámaras (11, 12), que se forma a partir de una película de resina termoplástica y presenta una pluralidad de cámaras de medicamentos para alojar medicamentos,
en el que
las cámaras de medicamentos (11, 12) están herméticamente sellados para líquidos por una parte de sellado débil desprendible (15), que está formada por una resina termoplástica,
dicha parte de sellado débil está formada para presentar una pluralidad de partes de adhesión por fusión (15a, 15b, 15c) diferentes en su resistencia de la adhesión por fusión,
la parte de fuerte adhesión por fusión (15a) que presenta la máxima resistencia de la unión por fusión entre dichas partes y está dispersa y distribuida en dicha parte de sellado débil,
y el área total ocupada de la parte de fuerte adhesión por fusión es inferior al 25% del área de dicha parte de sellado débil
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP03/03854.
Solicitante: HOSOKAWA YOKO CO., LTD..
Nacionalidad solicitante: Japón.
Dirección: 11-5, NIBAN-CHO, CHIYODA-KU,TOKYO.
Inventor/es: IWASAKI,TOSHIHARU SHOWA DENKO PLASTIC PROD.CO.LTD, KOTANI,MASATAKA SHOWA DENKO PLASTIC PROD. CO. LTD, ISHIWATARI,KIYOKAZU SHOWA DENKO PLAST.PROD.CO.LTD, YOSHIKAWA,KATSUYUKI SHOWA DENKO PLAST.PROD.CO.LTD.
Fecha de Publicación: .
Fecha Concesión Europea: 26 de Mayo de 2010.
Clasificación Internacional de Patentes:
- A61J1/20D
- B29C65/02T20
- B29C65/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › con una herramienta caliente.
- B29C65/76 B29C 65/00 […] › Fabricación de juntas no permanentes o liberables.
- B65D81/32H1
Clasificación PCT:
- A61J1/10 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61J RECIPIENTES ESPECIALMENTE ADAPTADOS PARA USOS MEDICOS O FARMACEUTICOS; DISPOSITIVOS O METODOS ESPECIALMENTE CONCEBIDOS PARA CONFERIR A LOS PRODUCTOS FARMACEUTICOS UNA FORMA FISICA O DE ADMINISTRACION PARTICULAR; DISPOSITIVOS PARA ADMINISTRAR ALIMENTOS O MEDICINAS VIA ORAL; CHUPETES PARA BEBES; ESCUPIDERAS. › A61J 1/00 Recipientes especialmente adaptados a fines médicos o farmacéuticos (cápsulas o similares para administración vía oral A61J 3/07; adaptados especialmente para instrumentos o aparatos quirúrgicos o de diagnóstico A61B 50/30; recipientes para sustancias radioactivas G21F 5/00). › Recipientes tipo saco.
- B29C65/76 B29C 65/00 […] › Fabricación de juntas no permanentes o liberables.
- B65D81/32 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 81/00 Recipientes, elementos de embalaje o paquetes para contenidos que presentan problemas especiales de almacenado o de transporte, o adaptados para servir a otros fines distintos del embalaje después de haber sido vaciado su contenido. › para embalar dos o más materiales que deben ser mantenidos separados antes de usarse mezclados (recipientes con compartimientos desmontables o partes destruibles B65D 25/08).
Clasificación antigua:
- A61J1/10 A61J 1/00 […] › Recipientes tipo saco.
- B29C65/76 B29C 65/00 […] › Fabricación de juntas no permanentes o liberables.
- B65D81/32 B65D 81/00 […] › para embalar dos o más materiales que deben ser mantenidos separados antes de usarse mezclados (recipientes con compartimientos desmontables o partes destruibles B65D 25/08).
Fragmento de la descripción:
Recipiente de infusión con múltiples cámaras y su procedimiento de producción.
Campo de aplicación
La presente invención se refiere a un recipiente de infusión, con múltiples cámaras, en el que una pluralidad de medicamentos se puede alojar por separado y estos medicamentos se pueden mezclar fácilmente durante la utilización, y también se refiere a su procedimiento de producción.
Antecedentes de la técnica
Como un tratamiento práctico, una pluralidad de medicamentos se mezclan y se administran a un paciente, por ejemplo, un compuesto vitamínico o similar se mezcla en solución salina fisiológica y dicha solución se inyecta o instila a un paciente. En el caso de mezclar una pluralidad de medicamentos como tales, si estos son previamente mezclados, puede producirse una degeneración dependiendo de la clase del medicamento. Por lo tanto, se está utilizando un recipiente de infusión, con múltiples cámaras, en el que una pluralidad de medicamentos, que presentan la posibilidad de degeneración, se puede alojar por separado y se pueden mezclar inmediatamente antes de su uso. En algunos recipientes de infusión con múltiples cámaras, su cuerpo está conformado por una película de resina termoplástica tal como poliolefina.
Dicho recipiente de infusión con múltiples cámaras, está formado a partir de una película de resina termoplástica, es necesario que satisfaga la exigencia de que la parte de separación entre las cámaras de medicamentos esté sellada, herméticamente a los líquidos, en la etapa antes de mezclar una pluralidad de medicamentos, pero al realizar la mezcla de esta pluralidad de medicamentos, la parte de separación se puede desprender fácilmente para abrir el recorrido entre las cámaras y se pueden mezclar con rapidez los medicamentos. Por lo tanto, se realizaron un gran número de estudios sobre el método para formar la parte de separación.
Por ejemplo, el documento JP-A-2-4671 (el término "JF-A" tal como se utiliza en este documento, significa una "solicitud de patente japonesa sin examinar") y el documento JP-A-2000-14746 da a conocer una técnica de formar la parte que participa en la adhesión de un material específico de modo que forme una parte de separación de fácil desprendimiento. Además, el documento JP-A-11-169432 describe un procedimiento de recubrimiento de un agente recubridor fácilmente desprendible sobre la superficie interior de la parte de separación y de este modo, se facilita el desprendimiento (véase también el documento EP-A-1288141).
Por otro lado, el documento JP-A-8-24314 da a conocer una técnica en la que dos barras, cada una con un borde de sellado que presenta una forma específica, se utilizan en combinación con una barra termosellada para su uso en el sellado de la parte de separación y la película se dispone superpuesta entre ellos mientras se controla con precisión las posiciones de estos bordes de sellado, de modo que la parte de separación pueda presentar una resistencia al desprendimiento adecuada.
Sin embargo, las técnicas dadas a conocer en los documentos JP-A-2-4671 y JP-A-2000-14746 plantean un problema de que desde que se forma una parte de separación fácilmente desprendible, dicha parte debe estar constituida por múltiples capas, pero no se puede aplicar una película monocapa y con ello aumenta, en gran medida, los costes de producción de la película. Además, la técnica descrita en el documento JP-A-11-169432 plantea un problema en el sentido de que se necesita un agente de recubrimiento específico y por ello, se aumenta el coste de producción o la etapa de producción.
En el procedimiento dado a conocer en el documento JP-A-8-24314, no es esencial formar una película que presente una estructura multicapa ni utilizar un agente de recubrimiento, pero los bordes de sellado de las barras termoselladas, para el sellado de la parte de separación, deben estar alineadas y si estas posiciones no están alineadas, la resistencia al desprendimiento de la parte de separación conformada se dispersa, en gran medida, entre los recipientes de infusión que presentan cada uno múltiples cámaras. Además, en el caso de que la barra termosellada presente un paso de perforación estrecho, las posiciones son muy difíciles de alinear e incluso si se mantiene la temperatura de termosellado a una temperatura fija, la resistencia al desprendimiento pueda dispersarse entre los recipientes de infusión que presentan cada uno múltiples cámaras. Se ha solicitado fabricar, de forma estable, un recipiente de infusión con múltiples cámaras, que presente una resistencia al desprendimiento deseada.
Exposición de la invención
La presente invención fue realizada bajo estas circunstancias y un objetivo de la presente invención, según se reivindica, es dar a conocer un recipiente de infusión con múltiples cámaras, en el que la resistencia al desprendimiento de la parte de separación entre una y otra de múltiples cámaras de medicamentos está estabilizada sea cual fuere el material de construcción y la estructura de la película. Otro objetivo de la presente invención, según se reivindica, es dar a conocer un procedimiento capaz de fabricar fácilmente dicho recipiente de infusión con múltiples cámaras con una buena productividad.
Los presentes inventores han descubierto que cuando se forma la parte de sellado débil para la separación de las múltiples cámaras de medicamentos entre sí para presentar una pluralidad de partes de adhesión por fusión diferentes en el grado de adhesión por fusión y en el área total ocupada de adhesión por fusión fuerte, que presenta una mayor resistencia de la adhesión por fusión entre estas partes de adhesión por fusión está controlada de modo que se pueden alcanzar los objetivos antes descritos. La presente invención ha sido realizada basándose en este hallazgo. La expresión "resistencia de la adhesión por fusión grande", tal como se utiliza en la presente memoria, significa que la fuerza necesaria para el desprendimiento de la parte que está adherida por fusión y sellada es grande.
Además, la expresión "adhesión por fusión", tal como se utiliza en la presente invención, significa la adhesión por presión mientras se calienta y no solamente indica la condición en que se funden las películas de resina termoplástica y están completamente unidas, de modo que su separación no esté clara, sino que también incluye la condición de que se observe la separación entre las películas de resina termoplástica, en tanto que se mantenga un sellado hermético a líquidos.
El recipiente de infusión con múltiples cámaras, de la presente invención, está formado a partir de una película de resina termoplástica y presenta múltiples cámaras de medicamentos para alojar medicamentos, en el que por lo menos una parte del borde periférico del recipiente de infusión, con múltiples cámaras, está herméticamente sellado a líquidos por una parte de sellado fuerte, estando las respectivas cámaras de medicamentos herméticamente selladas a los líquidos por una parte de sellado débil desprendible, la cual se forma presentando una pluralidad de partes de adhesión por fusión distintas en sus propiedades de resistencia de la adhesión por fusión, presentando la parte de adhesión por fusión fuerte una mayor resistencia de la adhesión por fusión entre dichas partes y estando dispersa y distribuida en la parte de sellado débil, siendo el área total ocupada de la parte de adhesión por fusión fuerte es menor que el 25% del área de la parte de sellado débil.
El procedimiento para fabricar un recipiente de infusión con múltiples cámaras de la presente invención es un procedimiento para fabricar un recipiente de infusión con múltiples cámaras, que presente múltiples cámaras de medicamentos para alojar medicamentos y en el que las respectivas cámaras de medicamentos estén selladas herméticamente a los líquidos por una parte de sellado débil desprendible, comprendiendo dicho procedimiento una etapa de sellado débil de superposición de los películas de resina termoplástica superpuestas desde ambos lados utilizando dos barras termoselladas para formar una parte de sellado débil que presenta una pluralidad de partes de adhesión por fusión distintas en cuanto a la resistencia de la adhesión por fusión, en donde la etapa de sellado débil se realiza de modo que el área total ocupada de la parte de adhesión por fusión presenta una mayor resistencia de la adhesión por fusión entre dichas partes de adhesión por fusión y están dispersas y distribuidas en la parte de sellado débil siendo menor que el 25% del área...
Reivindicaciones:
1. Recipiente de infusión (10) con múltiples cámaras (11, 12), que se forma a partir de una película de resina termoplástica y presenta una pluralidad de cámaras de medicamentos para alojar medicamentos, en el que
las cámaras de medicamentos (11, 12) están herméticamente sellados para líquidos por una parte de sellado débil desprendible (15), que está formada por una resina termoplástica,
dicha parte de sellado débil está formada para presentar una pluralidad de partes de adhesión por fusión (15a, 15b, 15c) diferentes en su resistencia de la adhesión por fusión,
la parte de fuerte adhesión por fusión (15a) que presenta la máxima resistencia de la unión por fusión entre dichas partes y está dispersa y distribuida en dicha parte de sellado débil,
y el área total ocupada de la parte de fuerte adhesión por fusión es inferior al 25% del área de dicha parte de sellado débil.
2. Recipiente de infusión (10) con múltiples cámaras (11, 12) según la reivindicación 1, en el que las respectivas partes de fuerte adhesión por fusión (15a) están distribuidas, de tal modo que el espacio medio A y la distancia media B entre partes de fuerte adhesión por fusión adyacentes cumplan la fórmula siguiente (1):
3. Recipiente de infusión (10) con múltiples cámaras (11, 12) según la reivindicación 2, en el que dicha distancia media B entre las partes de fuerte adhesión por fusión es de 1,0 mm o mayor.
4. Recipiente de infusión (10) con múltiples cámaras (11, 12), según cualquiera de las reivindicaciones 1 a 3, en el que cada parte de fuerte adhesión por fusión (15a) es un plano que presenta un área de 1 mm2 o inferior y/o un conducto que presenta una anchura de 1 mm o menor.
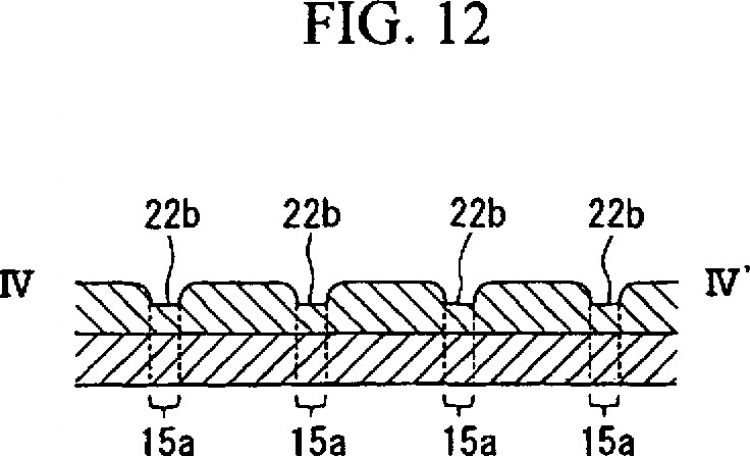
5. Recipiente de infusión (10) con múltiples cámaras (11, 12), según cualquiera de las reivindicaciones 1 a 4 anteriores, en el que por lo menos una superficie de la parte de sellado débil (15) presenta una parte rebajada y por lo menos una zona de dichas partes rebajadas es la parte de fuerte adhesión por fusión (15a).
6. Recipiente de infusión (10) con múltiples cámaras (11, 12), según la reivindicación 5, en el que dicha parte embutida comprende una pluralidad de estrías rebajadas formadas casi en paralelo y presentando cada una, una anchura de 1 mm o menor y/o una pluralidad de planos rebajados, presentando cada uno un área de 1 mm2 o menor.
7. Recipiente de infusión (10) con múltiples cámaras (11, 12), según la reivindicación 5 ó 6, en el que una superficie de la parte de sellado débil (15) presenta la parte rebajada y otra superficie presenta una forma planar.
8. Recipiente de infusión (10) con múltiples cámaras (11, 12), según la reivindicación 5 ó 6, en el que ambas superficies de la parte de sellado débil (15) presentan la parte rebajada.
9. Recipiente de infusión (10) con múltiples cámaras (11, 12), según cualquiera de las reivindicaciones 1 a 8, en el que el estado disperso de las respectivas partes de fuerte adhesión por fusión es diferente en la dirección transversal de la parte de sellado débil.
10. Procedimiento para fabricar un recipiente de infusión (10) con múltiples cámaras (11, 12), que presenta una pluralidad de cámaras de medicamentos para alojar medicamentos y en el que dichas cámaras de medicamentos están selladas de manera estanca a los líquidos entre sí por una parte de sellado débil desprendible (15), comprendiendo dicho procedimiento:
una etapa de sellado débil en la que se intercalan dos películas de resina termoplástica superpuestas desde ambos lados superficiales utilizando dos barras termoselladas (20, 21; 23, 24) para formar una parte de sellado débil que presenta una pluralidad de partes de adhesión por fusión distintas en cuanto a la resistencia de la adhesión por fusión,
en el que dicha etapa de sellado débil se realiza de tal modo que el área total ocupada de la parte fuerte adhesión por fusión (15a) presente la máxima resistencia de la unión por fusión entre dichas partes de unión por fusión (15a, 15b, 15c) y estando dispersa y distribuida en dicha parte de sellado débil que es inferior al 25% del área de dicha parte de sellado débil (15) y la parte de sellado débil desprendible está formada a partir de una resina termoplástica.
11. Procedimiento para fabricar un recipiente de infusión (10) con múltiples cámaras (11, 12) según la reivindicación 10, en el que un borde de sellado (20a, 21a, 23a, 24a) está formado sobre la superficie de sellado de por lo menos una de dichas barras termoselladas (20, 21; 23, 24).
12. Procedimiento para fabricar un recipiente de infusión (10) con múltiples cámaras (11, 12) según la reivindicación 11, en el que dicho borde de sellado (20a, 21a; 23a, 24a) comprende una pluralidad de estrías en resalte formadas casi en paralelo y que presentan cada una, una anchura de 1 mm o menor y/o una pluralidad de planos en resalte que presentan cada uno un área de 1 mm2 o menos.
13. Procedimiento para fabricar un recipiente de infusión (10) con múltiples cámaras (11, 12) según la reivindicación 11 ó 12, en el que un borde de sellado (20a, 21a; 23a, 24a) está formado sobre la superficie de sellado de una barra termosellada y la superficie de sellado de otra barra termosellada presenta una forma planar.
14. Procedimiento para fabricar un recipiente de infusión (10) con múltiples cámaras (11, 12) según la reivindicación 11 o 12, en el que un borde de sellado (20a, 21a; 23a, 24a) está formado sobre la superficie de sellado de ambas barras termoselladas.
15. Procedimiento para fabricar un recipiente de infusión (10) con múltiples cámaras (11, 12) según cualquiera de las reivindicaciones 11 ó 14 anteriores, en el que la distancia media entre los respectivos bordes de sellado (20a, 21a; 23a, 24a) es de 1,0 mm o más.
16. Procedimiento para fabricar un recipiente de infusión (10) con múltiples cámaras (11, 12) según cualquiera de las reivindicaciones 11 a 15, en el que el ángulo de borde de cada borde de sellado (20a, 21a, 23a, 24a) es de 120º o menos.
17. Procedimiento para fabricar un recipiente de infusión (10) con múltiples cámaras (11, 12) según cualquiera de las reivindicaciones 10 a 16 anteriores, en el que dicho procedimiento comprende una etapa de sellado fuerte en la que se superpone por lo menos una parte del borde periférico de dicho recipiente de infusión, con múltiples cámaras, desde ambos lados superficiales mediante barras termoselladas para un cierre hermético a líquidos de dicha parte de borde periférico y la realización simultánea de dicha etapa de sellado fuerte y dicha etapa de sellado débil.
18. Procedimiento para fabricar un recipiente de infusión (10), con múltiples cámaras (11, 12), según cualquiera de las reivindicaciones 10 a 17 anteriores, en el que la etapa de sellado débil se realiza de tal modo que la tasa de elevación de la resistencia a la apertura en la parte de sellado débil, con respecto a la temperatura de termosellado, sea de 1.000 N/ºC o menos.
Patentes similares o relacionadas:
Barra de sellado y procedimiento para usar la misma, del 22 de Julio de 2020, de Dow Global Technologies LLC: Una barra de sellado que comprende: un miembro de base que tiene una superficie frontal plana y una superficie plana rebajada una distancia (d) […]
Aparato creador de bolsas, del 1 de Julio de 2020, de KHS GMBH: Un aparato creador de bolsas que comprende: - un par de barras de sellado opuestas dispuestas en lados opuestos de un plano de formación; - un par de brazos […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Procedimiento para el llenado de gas de un compartimento de un recipiente flexible, del 22 de Abril de 2020, de ECOLEAN AB: Procedimiento de manipulación de recipientes de tipo plegable en una máquina de llenado que comprende estaciones dispuestas consecutivamente (S1, S2, […]
Método de fijación de un elemento hueco a un componente que comprende un material compuesto, del 1 de Abril de 2020, de PROFIL VERBINDUNGSTECHNIK GMBH & CO. KG: Procedimiento para fijar un elemento hueco , tal como un remache hueco o un elemento de tuerca para su fijación a un componente que consiste en un material […]
Aparatos y procedimientos de sellado, del 25 de Marzo de 2020, de Bosch Packaging Technology, Inc: Un aparato de sellado para sellar una película de embalaje en movimiento, que comprende: un primer servo y un segundo servo ; una primera barra […]
Procedimiento para la producción de un laminado elástico, del 12 de Febrero de 2020, de PANTEX INTERNATIONAL S.P.A: Procedimiento para la producción de un laminado elástico, que comprende las etapas siguientes en una misma línea de producción: - coextruir una primera […]
Dispositivo para soldadura longitudinal de láminas de plástico, del 15 de Enero de 2020, de LEMO MASCHINENBAU GMBH: Dispositivo para soldadura longitudinal de láminas de plástico termoplásticos, con - un elemento calefactor calefactable, a través de cuya superficie de contacto […]